Заточка корончатых сверл по металлу
Как затачивают корончатые сверла по металлу
При обработке металла часто необходимо делать отверстия различного диаметра в материале. Для такой работы используют только прочные инструменты, одним из которых считается корончатое сверло по металлу.
Изделие прекрасно производит отверстия, но только в заточенном виде. Если после длительного применения сверла его производительность понизилась, то значит пришло время его затачивать по новой. О том, как правильно заточить корончатое сверло рассмотрим в предложенном материале.

Особенности корончатых сверл
Сегодня производители инструментов предлагают сверла:
- различных форм и размеров;
- области применения;
- виду покрытия.
Стоит отметить, что в зависимости от покрытия характеристики сверл могут различаться. Даже сверхпрочное покрытие корончатого сверла рано или поздно тупится, и чтобы не выбрасывать деталь ее можно заточить повторно.
В зависимости от используемого материала количество заточек инструмента может варьировать от 5 до 12 раз. Конечно, после двенадцатой заточки сверло следует выбросить, так как его качество и конструкция не смогут давать ожидаемый результат.
Как точить сверло важные моменты
Если вы решили заточить корончатое сверло, то важно знать, что сделать эту работу в домашних условиях невозможно. Инструмент передается к компетентным специалистам, которые на соответствующем оборудовании производят заточку.

Если, допустим, обычное сверло можно точить на любых видах наждака или заточного станка, то в случае с корончатыми необходима специальная технологии.
Заточка корончатого сверла осуществляется тремя этапами, где первый – это визуальный осмотр и предварительная проба материала. Исходя из первоначальной проверки, можно получить полную и достоверную информацию об изделии.
На втором этапе заточник должен подобрать форму резного зуба, количества граней и другие моменты. Этот момент считается один из наиболее кропотливых, так как для работы используется специальное оборудование и знания.
Правильно выполненная заточка сверла продлит ему срок службы и эксплуатации. Все заточные работы с корончатыми сверлами должны проводиться на специальном станке, который нецелесообразно содержать у себя дома.
Сегодня, для того чтобы заточить сверла есть специальные компании, которые используют современное оборудование и профессионализм персонала. Обратившись за помощью к мастерам, все будет выполнено быстро и качественно.
Подробная справка о коронках по металлу
Обзор коронок по металлу: виды, конструкция и основные характеристики. Основные типы хвостовиков (для дрели, станка и пр.). Маркировка и важнейшие параметры биметаллических и твердосплавных трубчатых сверл. Отличия и основные достоинства. Выбор и заточка.

Коронка по металлу предназначена для сверления сквозных отверстий большого диаметра в листовом и профильном металлопрокате. Это один из немногих режущих инструментов, который не только в обиходе, но и в профессиональной литературе имеет несколько параллельных наименований. В ГОСТ 17013-71 он присутствует под названием кольцевое сверло. Но поскольку он имеет трубчатую конструкцию рабочей части, в учебниках по металлообработке и каталогах российских производителей нередко упоминается как полое или трубчатое сверло. При сверлении таким инструментом процесс резания осуществляется зубьями, расположенными равномерно по окружности его рабочего торца. По внешнему виду такая конфигурация режущей части напоминает корону, поэтому еще одно название коронки по металлу — корончатое сверло. А поскольку по своему внешнему виду и принципу действия она больше соответствует фрезерному инструменту, то можно встретить и еще одно название – кольцевая фреза.

Виды коронок по металлу
Классификация корончатых сверл по металлу производится по следующим основным признакам:
- материалу режущих зубьев коронки;
- виду хвостовика;
- конструкции рабочей части;
- геометрическому размеру (в том числе максимальной глубине сверления).
Существует два базовых типа режущей части коронок по металлу: с зубьями из быстрорежущей стали и из твердосплавных материалов. Первые дешевле и менее производительны, но тем не менее гораздо эффективнее обычного сверлильного инструмента. Вторые работают на более высоких скоростях резания и, как правило, применяются при сверлении высокохромистых сталей и твердых сплавов. Самыми дешевыми являются биметаллические коронки по металлу, у которых режущая часть изготовлена из быстрореза, а основной корпус — из обычной конструкционной стали.
У корончатых сверл самым распространенным типом хвостовиком является Weldon. Кроме него, выпускается инструмент с хвостовиками Nitto, которые совместимы с Weldon, а также по стандарту немецкой фирмы Fein, чьи хвостовики подходят только к электроинструменту этого предприятия. Рабочая часть коронок по металлу характеризуется количеством режущих зубьев и, соответственно, количеством спиральных канавок и ленточек, которых может быть от четырех до шестнадцати и более.
Многие производители в отдельную группу выделяют инструмент с удлиненной рабочей частью, предназначенный для глубокого сверления, а также коронки для сверления железнодорожных рельсов.

Твердосплавные коронки по металлу
Конструкция и характеристики корончатых сверл
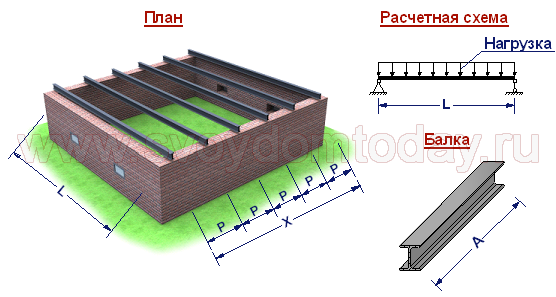
Несмотря на особенности отдельных моделей базовые конструкции всех коронок по металлу примерно одинаковы. Все они состоят из хвостовика, направляющей части со спиральными канавками и режущей коронки, состоящей из четного числа зубьев (см. рис. ниже).

Направляющая часть у такого инструмента полая. При сверлении в ее внутреннее пространство продвигается керн из металла, который по окончании операции выбивается специальным толкателем. Центральный канал проходит насквозь через весь корпус. В него вставляется заостренный на конце толкатель (часто подпружиненный), который, кроме выталкивания металлического керна, служит для центровки коронки по металлу перед началом сверления. Также по оси центрального канала может крепиться центровочное сверло. Кроме того, у некоторых моделей в центральный канал через боковой клапан подается СОЖ. Из-за большого количества режущих зубьев для работы корончатым сверлом требуется значительное усилие резания. Поэтому такой инструмент, как правило, имеет хвостовики с лысками или канавками для надежной фиксации в зажимном патроне. Коронки по металлу, предназначенные для обычных дрелей, имеют небольшой диаметр и цилиндрические хвостовики.
Режущая часть

Виды хвостовиков
- WELDON. Самый распространенный тип хвостовика. Представляет собой короткий цилиндр диаметром 19 или 32 мм с тремя лысками. В патроны с посадочными гнездами стандарта WELDON можно крепить только хвостовики этого типа.
- UNIVERSAL (другие названия ONE-TOUCH и NITTO). В соответствии со своим названием является универсальным хвостовиком и может крепиться как в патроны WELDON, так и в ряд патронов других производителей, кроме оснастки стандарта QUICK –IN.
- QUICK –IN. Посадочный стандарт известного производителя электроинструмента FEIN. Совместим только устройствами этой фирмы.
Кроме того, многие производители предлагают широкий выбор переходников и удлинителей для совмещения разных стандартов, а также переходные оправки для различных шпиндельных конусов.

Маркировки коронок по металлу

Плюсы корончатых сверл
- возможность получения за одну установку инструмента отверстия диаметром до 200 мм;
- высокая производительность и, как следствие, значительное сокращение времени резания;
- экономия электроэнергии;
- меньший износ режущих кромок из-за их большего количества;
- работа на больших подачах и низких оборотах;
- эффективное охлаждение рабочей зоны.

Советы по выбору инструмента

Заточка корончатых сверл
Это достаточно дорогое и сложное оборудование и приобретать его имеет смысл только в том случае, если предполагается оказывать услуги по заточке инструмента. А для того чтобы вернуть режущим кромкам коронки по металлу начальную остроту, достаточно обратиться в сервисное предприятие с соответствующей компетенцией. Цена такой услуги не очень высока. К примеру, заточка корончатого сверла серии GOLD-LINE фирмы Karnasch диаметром до 25 мм обойдется в 500÷600 рублей. Несколько дешевле будут стоить заточные работы для коронок по металлу «Энкор» и биметаллических кольцевых сверл «Хилти» и Makita.
При заточке коронки по металлу полностью снимается защитное покрытие режущих кромок. Цена заточных работ для такого инструмента открыто публикуется на сайтах специализированных предприятий. А вот во что обойдется новое покрытие нитридом титана, нам найти не удалось. Если кто-нибудь располагает такой информацией, поделитесь, пожалуйста, ей в комментариях.
Угол заточки сверла по металлу
Отверстие в металле, выполненное с помощью качественного сверла позволяет получить требуемые технические характеристики готового изделия. Точность выполнения такой операции во многом определяет угол заточки сверла по металлу.

Определить необходимость производства заточки сверла определяется на основании оценки следующих признаков:
- увеличение времени сверления;
- изменение размера образующейся стружки (в сторону уменьшения);
- нарушение температурного режима (перегрев режущего инструмента, самой заготовки, у которой вырезается отверстие);
- появление характерного механического шума во время работы
При интенсивном проведении сверления режущая кромка затупляется. Её износ начинается с переднего угла. Одновременно происходит износ задней кромки и перемычки между ними. Первым признаком изменения первичных параметров инструмента до предельных значений является характерный металлический звук. Происходит прекращение высверливания отверстия даже при увеличении скорости и силы подачи.
Точная обработка рабочих поверхностей сверла обеспечивает высокое качество отверстий, позволяет повысить скорость проведения операций, препятствует перегреву, продлевает срок их службы.
Виды заточки свёрл по металлу
Порядок восстановления формы режущей поверхности зависит от выбранного вида заточки. Основными видами являются:
- одинарная или нормальная;
- аналогичная с постепенной подточкой (доведением края до требуемой формы);
- одинарная с последующей правкой (подточкой) поперечного края и ленточки;
- двойная с подточкой поперечной кромки или с последовательной обработкой кромки и ленточки.

Выбор необходимого вида в основном зависит от следующих факторов:
- физических характеристик металла, в котором планируется сделать отверстие заготовка;
- диаметра применяемого инструмента;
- параметров резания.
Наиболее распространённым видом считается так называемая одинарная заточка. Её применяют для инструмента небольшого диаметра (до 12 миллиметров).
Особенности различных видов заточки сверл
Правильность выбранного метода зависит от точной оценки износа отдельных элементов. Наибольшему износу подвергаются:
- задняя или передняя поверхность;
- перемычка;
- установленные углы;
- снятая фаска.
В зависимости от степени износа одного из параметров или одновременно нескольких выбирают вид заточки, способный устранить эти недостатки.
Чтобы добиться качественного результата сверления необходимо правильно выбрать диаметр сверла, форму режущей кромки. Для поддержания её в рабочем состоянии, придания необходимой формы следует правильно выбрать способ (вид) заточки.

Применяемые виды обозначаются принятыми аббревиатурами и делятся на следующие категории:
- НП – предполагает последовательное подтачивание поперечной кромки. Это позволяет уменьшить её длину, тем самым снизить величину внешних нагрузок, увеличить срок нормальной работы сверла.
- НПЛ – этот вид предполагает обработку поперечной кромки и ленточки. Что приводит к уменьшению поперечного размера ленточки. Такая обработка способствует получению требуемого заднего угла. Это уменьшает силу трения режущей кромки о поверхность металла;
- ДП – относится к категории двойной заточки. Правильное применение позволяет получить одну поперечную и четыре дополнительных режущих кромки.
- ДПЛ – такая обработка свёрл по металлу предполагает последовательное подтачивание ленточки. В результате создаются лучшие условия для отвода тепла, повышается надёжность и долговечность.
Все виды обработки направлены на создание оптимальных условий при проведении сверления. Описание правил и характеристик заточки установлены соответствующими стандартами. Все параметры заточки сверла по металлу сведены в единую таблицу. В ней приведена геометрия применяемых форм режущей кромки для различных условий резания. Перечисленные виды заточки позволяют производить качественное восстановление параметров режущей части инструмента диаметром до 100 мм.
При применении перечисленных методов очень важно учитывать параметры металла, из которого изготовлен инструмент. Это необходимо для правильного выбора точильного инструмента (шлифовального круга). Например, для качественного восстановления свёрл изготовленных из быстрорежущей стали специалисты советуют применять электрокорундовый шлифовальный круг. Если сверло изготовлено из твердосплавных материалов, целесообразно производить обработку кругом с алмазным напылением. Операция восстановления параметров приводит к существенному нагреву детали, особенно его режущей кромки. Поэтому этот процесс необходимо проводить поэтапно с применением охлаждающей жидкости.

Особое внимание следует уделить восстановлению основных параметров сверла в условиях домашней мастерской. Необходимо обеспечить высокое качество следующих показателей:
- одинаковую длину кромок и ленточки (измерение можно произвести имеющимся мерительным инструментом);
- остроту обеих кромок (проверка проводится визуально);
- значения обоих углов (переднего и заднего).
Для упрощения последней задачи многие мастера изготавливают самостоятельные шаблоны, которые обеспечивают требуемый угол заточки. Точное соблюдение этих параметров, правильная подточка перемычки существенно увеличивает срок службы сверла.
Однако существуют определённые виды свёрл, специфика которых значительно затрудняет процесс заточки. Проблемы с заточной спирального сверла или ступенчатого, связаны со сложной геометрией их конструкции. Поэтому заточку таких инструментов производят на специальных станках с применением разработанного оборудования.
Особую сложность представляет заточка ступенчатых свёрл по металлу. Такую заточку можно провести только с использованием специального инструмента и большого опыта. Однако следует отметить, что основное количество такого инструмента вообще не подлежит повторной заточке.
Не один из методов не применим к свёрлам с алмазным напылением или другими твёрдыми насадками.
Рекомендуемые углы заточки
Существующая сводная таблица углов заточки свёрл, является установленным стандартом требований для основных параметров режущих инструментов. В ней указаны наиболее оптимальные значения параметров инструмента для операции резания (сверления). Все эти параметры включены в соответствующий ГОСТ. Они позволяют добиться наиболее оптимального результата.
Углы заточки сверла по металлу для изготовления отверстий в заготовках, изготовленных из разных материалов, определяются на основании их физических и механических характеристик:
- твёрдостью (по выбранной шкале);
- хрупкостью;
- вязкостью (плотность).
В качестве примера можно рассмотреть инструмент, изготовленный из инструментальной стали. Для него наиболее оптимальным считается угол в пределах 120°. Применение более мягких марок стали требует его снижения до 90 градусов. На основании разработанных методик и опыта применения различных свёрл установлено, что для более мягких материалов (дерево, различные виды пластмасс, мягкие и тонкие металлы) целесообразно изготавливать инструмент более острым. Угол заточки сверла по дереву достигает 90°. Для отверстий в пористых или слишком хрупких и материалах используют увеличенный угол заточки.
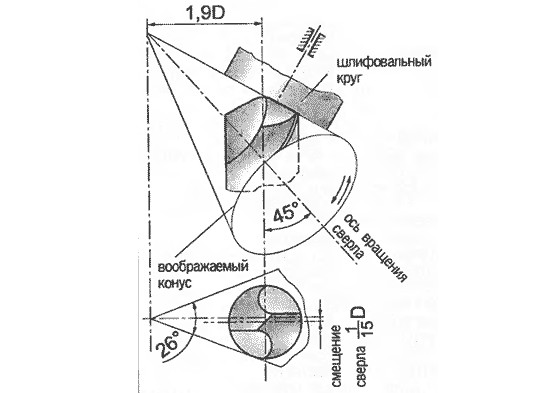
Отдельно рассматриваются параметры для свёрл специальной конструкции. В свёрлах, выполненных в форму спирали, предусмотрены специальные широкие канавки. Они позволяют качественно удалять стружку во время резания. Для этого типа угол наклона спирали выбирается в 45°. При вершине он должен составлять 120-140°. Изменение его параметров зависит от твёрдости заготовки, в которой планируется изготовить отверстие.

При выборе угла заточки следует учитывать конструктивные особенности изделия. К ним относятся:
- Величина переднего угла. Он измеряется между касательной к передней поверхности режущего края в рассматриваемой точке и нормалью, проведенной к этой точке от поверхности вращения сверла вокруг своей оси.
- Значение заднего угла. Он находится между касательной к задней поверхности в рассматриваемой точке и касательной к этой же точке;
- Размер ленточки. По этим термином понимают расстояние между передней и задней плоскостями заточки.
Правильный выбор этих параметров определяет не только правильность заточки сверла, но и качество будущего отверстия.
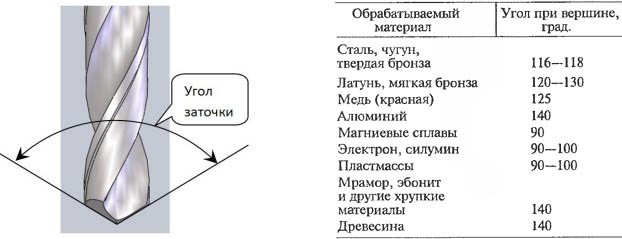
Углы для разных материалов
В установленных стандартах приведены параметры наконечника для разных материалов. Основополагающими параметрами считаются:
- Угол заточки сверла для стали зависит от марки стали, из которой изготовлена заготовка. Для обычной и низколегированной стали рекомендуется производить обработку под углом в интервале от 116 до 118 угловых градусов. Допустимое отклонение от указанного параметра составляет ± 2 градуса. Инструменты с такими параметрами применяются при для изготовления отверстий в деталях из чугуна. Более прочная сталь обрабатываться инструментом, угол которого равен 130 или 140 градусов.
- Такие же значения применяются при сверлении высоколегированных металлов, твёрдых марок стали. Обладая углом в 140 градусов сверло уверенно производит отверстие в тонколистовом металле. Оно применяется для одинарного листа или целого пакета.


- Для титана и его сплавов угол заточки варьируется от 90° до 120° в зависимости от добавок и присадок.
- Для мягких и лёгких металлов угол заточки выбирают в интервале от 120 до 130 угловых градусов. Разрешённый допуск составляет ± 3 угловых градуса. Такое значение угла применяется к заготовкам из алюминия, мягких сплавов и латуни. Данный угол подходит для сверления меди.
- Угол заточки сверла по дереву или пластмассы составляет 90-100°.
- Сверление различного вида пластмасс, органического стекла и эбонита целесообразно производить острым инструментом с углом в 50° или 90°. Чем плотнее материал, тем параметр должен быть больше.
Если заточка сверла была произведена неправильно (его угол не соответствует установленным нормам) это приведет к сильному нагреву и даже перегреву. Нарушение температурного режима может закончиться механическим повреждением инструмента и деформации отверстия. Допущенные ошибки в процессе восстановления параметров инструмента становятся основной причиной нарушения технологического процесса и как следствие невыполнения требований к отверстию.
Контроль качества заточки
Для восстановления исходных параметров инструмента необходимо выбрать точильный круг, твёрдость которого позволяет качественно получить исходные параметры. На начальном этапе производят восстановление задней поверхности. Основной задачей является правильный выбор угла подачи к поверхности точильного круга. После завершения этой работы приступают к приведению в нормальное состояние передней кромки.
Во время проведения этой операции необходимо контролировать два параметра: угол наклона инструмента к поверхности круга и размер создаваемой перемычки. Основными требованиями к результату этой операции является: формирование обеих кромок равной длины, получение заданных углов наклона. Для изделий, у которых по технологии необходимо получить небольшой задний угол целесообразно подточить дополнительно заднюю поверхность. Это снизит её трение во время резания и не будет увеличиваться нагрев инструмента и заготовки.
Несоблюдение этих требований приведёт к ухудшению качества просверленных отверстий и нарушение технологии резания. После завершения операции проводится проверка качества полученных параметров. Если были допущены определённые отклонения от предъявленных требований, производится доводка сверла до нужной кондиции. На предприятиях, где свёрла используют для производства большого количества отверстий, доводка производится в обязательном порядке.
После завершения всех технологических операций по восстановлению инструмента рекомендуется проверить его основные геометрические параметры. Для решения этой задачи применяют следующие приспособления:
- изготовленные шаблоны;
- прибор, разработанный В.А. Слепниным.
В первом случае используют готовые шаблоны, которые изготавливаются по заранее рассчитанной методике. Такие шаблоны можно приобрести готовые через торговую сеть или изготовить самостоятельно. Методы их изготовления приведены в специальной литературе или на интернет порталах.

Основу прибора, разработанного Слепниным, составляют два диска. Они вращаются относительно друг друга. Основным его достоинством является вариативность возможных измерений. Эта универсальность позволяет избавиться от необходимости создавать большое количество индивидуальных шаблонов. Поэтому значительно сокращается время проверки нескольких изделий.
При проверке каждого инструмента после завершения операции заточки необходимо проверить не только полученные параметры, но и равенство длины противоположных режущих кромок. Если они будут отличаться по длине, это приведёт к увеличению диаметра полученного отверстия. Далее необходимо проверить изменение заднего угла режущей кромки. Он должен постепенно увеличиваться по направлению к центру инструмента.
Как заточить сверло по металлу разными инструментами
Заточка металлических инструментов позволяет полностью восстановить их работоспособность. Операцию можно выполнить с применением различных вспомогательных приспособлений.
Как правильно заточить сверло по металлу и не испортить режущую поверхность изделия, будет рассказано в публикации.
Признаки затупления свёрл по металлу
К заточке следует приступать только при обнаружения явных признаков затупления режущей кромки.

Среди основных проявлений недуга выделяют следующие:
- повышенная шумность во время работы;
- стружка металла имеет мелкую фракцию;
- перегрев инструмента.
При сверлении металла затупленным сверлом возникает высокочастотный звук от трения рабочей кромки о заготовку. Поэтому, при появлении повышенной шумности следует отложить работу и приступить к заточке. Если продолжать сверление металла, то от чрезмерного нагрева режущее изделие разогреется до слишком высокой температуры.
До появления вышеописанных признаков о снижении остроты сверла может свидетельствовать отсутствие спиралевидной стружки. Такой признак не всегда удаётся вовремя обнаружить. Ели сверло при правильной подаче во время работы образует слишком мелкую стружку, то рекомендуется незамедлительно приступить к отладки инструмента.
Чем заточить сверло по металлу
Правильно подобранное приспособление позволит существенно сократить временные затраты и выполнить работу максимально точно. Узнайте ниже, как заточить сверло по металлу на точиле.
Кроме основного агрегата с электродвигателем и кругом, понадобится приобрести специальные приспособления удерживающие сверло в неподвижном состоянии. Такие стойки позволяют контролировать угол наклона и подачу инструмента во время точения.

Многие приспособления позволяют произвести отладку режущих изделий по металлу диаметром от 3 до 19 мм. Для точения спиральных свёрл можно использовать спецстанки, которые имеют встроенный электродвигатель и механизм для подачи.

В отличии от использования обычного точила и держателя, профессиональная техника может стоить десятки тысяч рублей. Поэтому если заточка свёрл не является профессией, то можно обойтись применением вышеописанного тандема из точильного круга и держателя или осуществить правку инструмента вручную.
Произвести наточку сверла напильником можно и без опыта. Главное, правильно подобрать надфиль. Учитывая факт, что даже дешёвые свёрла изготавливаются из высококачественной режущей стали, потребуется подобрать надфиль с алмазным напылением. Кроме напильника, нужно приготовить тиски в которых следует зафиксировать инструмент.
Чтобы не тратить силы и время на ручной способ, можно применить болгарку с абразивным кругом.
Заточка сверла болгаркой
Шлифовальная машинка имеется почти в каждой домашней мастерской, поэтому метод будет одним из самых бюджетных.
Кроме болгарки с установленным шлифовальным кругом для работы нужно подготовить тиски в которых будет удерживаться сверло во время заточки. В помещении где осуществляется отладка инструмента должно быть светло, чтобы можно было контролировать процесс удаления металла с режущей поверхности.

Отладка осуществляется в такой последовательности:
- сверло устанавливается в тиски в вертикальном положении;
- болгаркой удаляется часть задней кромки, чтобы полностью ликвидировать следы износа;
- режущая кромка затачивается под углом 120 градусов.
Чтобы в процессе точения сверло не перегрелось, соприкосновение наждачного круга с металлом должно продолжаться не более 2 секунд. Повторяя многократно снятие небольшого количества металла с рабочей кромки, удаётся выполнить наладку инструмента на необходимый угол.
Для измерений, рекомендуется изготовить из пластмассы шаблон, который поможет контролировать величину угла заточки.
Удобнее и безопаснее осуществить работу с применением точильного круга и специального удерживающего устройства.
Заточка сверла точилом
Определять величину повреждения режущего изделия и отладку на глаз возможно после многолетней практики.
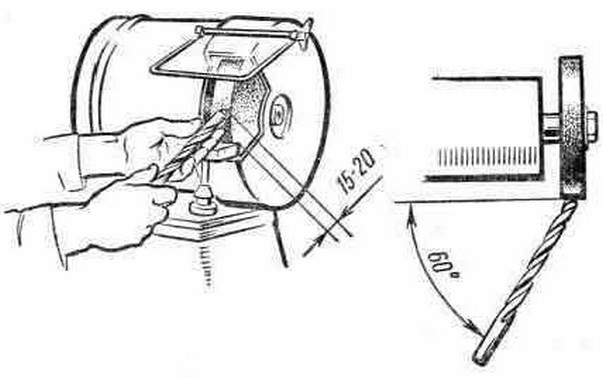
В остальных случаях можно установить специальный держатель свёрл в непосредственной близости от наждачного круга. Крепление должно быть прочным, чтобы во время выполнения работы не происходило смещение фиксатора. Если точильный станок зафиксирован на деревянной основе, установка фиксатора всё равно должна быть осуществлена с помощью болтового соединения.

Для выполнения заточки: инструмент надёжно фиксируется в удерживающем устройстве, включается двигатель точила и сверло соприкасается на короткое время с точильным кругом под заранее выбранным углом.
- Если на поверхности режущего изделия образовались зазубрины, то перед его отладкой необходимо снять повреждения равномерно с обеих сторон.
- Следует проявлять меры осторожности. Изделия большого диаметра разогреваются от соприкосновения с абразивным кругом до большой температуры, что приводит к снижению механической прочности металла.
Заточка с помощью насадки на дрель
Без наждачного станка, используя специальную насадку на дрель можно выполнить операцию качественно и с меньшими временными затратами.
Приобрести насадку можно в любом специализированном магазине, но использовать приспособление можно только для заточки средних по диаметру изделий. Большинство таких насадок позволяют эффективно осуществить точение инструмента диаметром от 4 до 10 мм.
Для новичков метод наиболее предпочтительный. Заточка свёрл выполняется следующим образом.
- установить насадку на дрель;
- сверло вставляется в отверстие подходящего диаметра;
- дрель включается и изделие затачивается с одной стороны;
- повернув сверло на 180 градусов затачивается противоположная кромка.

Чтобы пользоваться устройством эффективно, учитывайте следующие особенности:
- С помощью насадки на дрель затачиваются только слегка затупившиеся инструменты. Если имеются глубокие повреждения режущей поверхности и когда сверло было перегрето, так не получиться восстановить изделие.
- Угол заточки в таких устройствах фиксированный. Поэтому для восстановления свёрл для работы с цветными металлами потребуется приобрести оригинальное устройство, либо осуществить доработку изделий напильником.
Несмотря на некоторые недостатки такой конструкции, её использование позволяет упростить и ускорить процесс восстановления режущих кромок, а невысокая стоимость объясняет популярность.
Как заточить мелкие изделия
К сожалению, чтобы заточить тонкое сверло используя механизированные способы, в том числе насадки на дрель, вряд ли получится. Всю работу по восстановлению изделия малого диаметра потребуется выполнить вручную.
Первая попытка может окончиться неудачно, поэтому сначала следует выбрать недорогое тонкое сверло нуждающееся в восстановлении и осуществить операцию на нём. Ещё для работы понадобится небольшой алмазный надфиль и очки с 4-кратным увеличением.

Процесс происходит в такой последовательности:
- сверло стачивается примерно на 1 мм;
- напильником осуществляется последовательная заточка кромок инструмента на необходимый угол.

Вся операция выполняется «на глаз», важно использовать при работе увеличительные очки и мощный осветительный прибор.
Если первая попытка оказалась неудачной, следует знать, что любое мастерство можно развить только в течение определённого промежутка времени. В случае неудачи, не оставляйте попытки обучиться полезному навыку, как заточка тонких свёрл своими руками.
Заточка изделий другой конструкции
Кроме спиральных свёрл для обработки металла применяются инструменты других конструкций. В домашних условиях можно осуществить отладку следующих инструментов.
Конусные буравчики
Заточить ступенчатое сверло можно с применением обычного напильника. Режущая кромка изделия затачивается под прямым углом.
Если конусное сверло затупилось на ограниченном участке, то выполнять заточку следует не выходя за пределы повреждённой площади.
Корончатые
При отладке корончатых инструментов применяется специальное приспособление и необходимо знать под каким углом должен сниматься металл с режущей поверхности. Учитывая все сложности и временные затраты на выполнение процедуры, лучше для заточки обратится к опытным мастерам.
Заключение
Научиться самостоятельно точить свёрла по металлу несложно.
- При небольших объёмах достаточно приобрести качественный напильник и осуществлять процесс вручную.
- При больших объемах для сокращения временных затрат лучше приобрести специальное оборудование, которое ускорит работу и снизит вероятность неправильной правки инструмента.