

Пресс для опилок своими руками чертежи
Пресс для топливных брикетов: варианты изготовления установок для прессования опилок своими руками

Топить опилками или стружкой – привычное дело для жителей нашей страны, позаимствованное в европейских странах. Их популярность обусловлена дешевизной сырья и его хорошей удельной теплотворностью при сгорании. Создав самодельный пресс для брикетов можно получить качественное топливо практически задаром.
Мы расскажем о том, как изготовить несложный и недорогой станок для изготовления брикетированного топлива. В предложенной нами статье приведена конструкция, даны советы по сборке. Приведена технология производства и требования к исходному древесному материалу.
Технология создания брикетов
Изготовление методом прессования пеллетов и брикетов из отходов деревообработки – давно отработанный процесс. Поэтому при создании самодельного станка для получения качественных “евродров” не нужно ничего изобретать, а можно применить уже существующие наработки.
Описание физики процесса
Использование сыпучего древесного материала для отопления находит свое применение в небольших котельных и печах. Опилки дают ту же энергию, что и дерево аналогичной массы и влажности, однако их хранение в естественном состоянии приводит к появлению грязи и пыли. Поэтому такие отходы прессуют в брикеты различной формы.
С некоторыми допущениями можно сказать, что древесина состоит из клетчатки (целлюлозы) и связывающего ее вещества – лигнина. Каждый экземпляр опилок и стружки сохраняет свою целостность благодаря этому полимеру. Для того чтобы установить прочные связи между отдельными кусочками их также необходимо склеить.

В процессе прессования на опилки производится сильное давление, в результате чего из них выделяется лигнин и скрепляет материал в форме. Это связь, конечно, не такая прочная, как в цельной древесине, но ее достаточно, чтобы получившийся брикет не развалился.
Количество лигнина в древесине относительно сухой массы зависит от породы деревьев:
Чем больше процент содержания лигнина, тем меньшее давление нужно для его выделения. Поэтому самостоятельно производить брикеты на основе опилок из пихты проще, чем из березы.
Помимо классического пресса для производства топлива из сыпучих материалов существует еще экструзивный станок. Суть его работы заключается в том, что под действием шнека вещество проходит по постепенно сужающемуся каналу.
В результате этого создается очень высокое давление. Однако реализация этого варианта в домашних условиях сложна и требует специфических знаний, поэтому лучше остановиться на моделях с пресс-формой.
Использование клеящего вещества
При промышленном производстве прессованного топлива применяют станки для создания давление в диапазоне 500 – 3000 атм. У некоторых производителей (например, немецкая фирма “RUF”) формирование брикета происходит за счет комбинации сжатия с силой 2000 атм. и нагрева сырья до температуры 150°C. Плотность таких изделий достигает 1.2 кг/дм 3 .
Если сделать пресс для брикетов из подручного материала своими руками, то таких характеристик добиться не удастся. Поэтому изделия однозначно будут иметь меньшую плотность и отличаться повышенной склонностью к рассыпанию.
Компенсировать недостаточное выделение лигнина и добиться большей прочности брикетов из опилок можно за счет добавления стороннего клеящего вещества, такого как:
- Жидкая глина. Необходимая массовая доля этого растворенного в воде связующего вещества составляет от 5 до 10% от общего веса.
- Мокрый гофрокартон.
- Самый дешевый разведенный в воде обойный клей.
Процентное соотношение гофрокартона или клея определяют экспериментально, так как оно зависит от крупности опилок, их влажности и создаваемого давления в форме.
Требование к используемому сырью
Даже при использовании промышленного оборудования, затруднительно получить качественные брикеты или пеллеты из древесных отходов, если их толщина более 4 мм. Крупность материала для самодельных устройств должна быть меньше. Это связано с более низким давлением и отсутствием нагрева сырья.
В идеале диаметр опилок и толщина стружки не должна быть больше 2 мм. Подавляющее большинство древесных отходов подходят по этим параметрам.
Но бывают случаи, когда сырье засорено мелкими ветками, щепой или обзолом (кусками коры). Тогда перед прессованием для получения однородной массы необходимо провести предварительную подготовку – измельчить материал, пропустив его через дробилку.
Для достижения хорошей плотности брикета надо избегать сырья, засоренного травой, песком или почвой. Почвенно-растительный слой в отличие от глины не обладает вяжущими свойствами, поэтому прессованное изделие будет легко рассыпаться.
Также нужно соблюсти условие по процентному соотношению количество коры – ее не должно быть более 5%. Измерить это невозможно, но визуально опилки со значительным объемом обзола выглядят более темными. Опилки должны быть сухими. Повышенная влажность приводит к большей рыхлости брикета и понижению его удельной теплотворности.
Высушить сырье летом можно или на солнце или в проветриваемом помещении. Зимой сушку нужно проводить в веранде или другом подсобном помещении с небольшой положительной температурой. Для более интенсивного испарения можно использовать принудительную вентиляцию.
Если давления в самодельном прессе для изготовления брикетов из опилок будет недостаточным для выделения лигнина, то сырье не высушивают, а вместе с дополнительным скрепляющим веществом наоборот замачивают в воде. В этом случае при перемешивании достигается лучшая однородность, а лишняя влага будет удалена при трамбовке.
Основные элементы пресса
Главными элементами обыкновенного пресса являются пресс-форма (стакан, в который помещают сыпучее вещество), поршень и создающий давление механизм. Самостоятельно сделать их несложно, так как они типичны для станков по брикетированию.
Устройство пресс-формы
Стакан, куда засыпают опилки или стружку называется пресс-формой или камерой. От его геометрии будут зависеть параметры брикета.
Обычно камеру сооружают из обрезка стальной круглой или профильной трубы. Основание поршня, которое заходит в стакан, вырезают из толстостенной (не менее 3 мм толщины) пластины.
При изготовлении пресс-формы нужно учесть соотношение следующих величин:
- площадь сечения пресс-формы (s, см 2 );
- подаваемое давление на поршень (u, кгс);
- удельное давление на сырье (p, кгс/см 2 ).
Эти величины связаны соотношением:
p = u / s
Брикеты с использованием дополнительного связующего вещества хорошо держат форму, если они сформированы при удельном давлении более 150 атм. (1 атм. ≈ 1 кгс/см 2 ). Исходя из возможности создаваемого усилия поршнем, рассчитывают площадь сечения камеры.
Например, если есть гидравлический домкрат на 10 тонн, то:
Для таких условий подойдет профильная квадратная труба с длиной стороны 80 мм или круглая труба с диаметром условного прохода до 90 мм.
Длина получаемого брикета (l) зависит от высоты пресс-формы (h), плотности сырья в исходном сухом (q1) и брикетированном (q2) состоянии:
К тому же после первого сжатия можно снова досыпать стружки в стакан и повторно провести процедуру. Таким способом можно довести длину получаемого изделия практически до высоты прессовочной камеры.
В процессе сжатия опилок происходит выделение влаги из брикета. Для того чтобы она свободно выходила, камеру перфорируют небольшими, но часто расположенными отверстиями.
После формирования брикета его необходимо вытащить из формы. Использование пружины и фальшь-дна, как это часто рекомендуют в интернете, непрактично. Высокое давление полностью сжимает пружину, поэтому с течением времени происходит искривление ее формы, в результате чего она теряет свои свойства.
Поэтому нужно либо делать отъемное дно пресс-формы и выталкивать брикет, либо сооружать разборный стакан. Во втором случае для него нужно будет сделать дополнительную рубашку из прутка.
Доступные способы создания давления
Существует три распространенных способа достижения давления, которые хорошо подойдут для самостоятельно изготовленного пресса для получения топливных брикетов: применение рычага, гидравлического домкрата или винта. Каждый из них по-своему хорош, а их реализация на практике не очень сложна.
Использование мускульной силы и рычага
Обычно в качестве рычага берут металлическую трубу. Она не должна сгибаться под воздействием мускульной силы человека. Например, хорошо подойдет усиленная водопроводная труба диаметра 40 или 50 мм с толщиной стенки 4 – 4.5 мм.
Длину рычага и расстояние от точки опоры до соединения с поршнем выбирают не только ориентируясь на достижение нужного давления. Еще один немаловажный параметр – глубина погружения поршня в стакан (h, см).
Ее рассчитывают по формуле:
h = R * (l / L)
Здесь R (см) – высота, на которую опустится конец рычага.
Желательно сделать конструкцию таким образом, чтобы глубина погружения поршня была достаточной для формирования брикета без повторного сжатия с предварительной досыпкой материала. Это сильно увеличит темп производства.
Необходимую глубину погружения поршня (h, см) можно рассчитать, зная исходную сухую (q1) и брикетированную (q2) плотность сырья и высоту стакана (H):
Если по какой-либо причине произошла ошибка (как правило, из-за неправильного определения значения исходной плотности сырья) и глубины погружения поршня недостаточно для придания нужной твердости изделию, то необязательно переваривать всю конструкцию.
Можно или уменьшить высоту стакана, или, досыпая опилки, прессовать один брикет за два или три прохода.
Применение гидравлического домкрата
Для создания сильного давления используют гидравлические устройства, такие как привычные бутылочные домкраты. Как правило, в хозяйстве, где есть автомобиль или другая техника, такие гидроагрегаты есть, однако их грузоподъемность может быть недостаточна.
Домкраты стоят недорого. Так, модели, рассчитанные на 30-40 тонн, можно приобрести менее чем за 5 тысяч рублей. А с такими показателями уже можно получать брикеты большого сечения или сразу несколько (3-5) экземпляров обычного размера.
Для получения нескольких брикетов одновременно, нужное количество пресс-форм ставят в ряд. Средняя подвижная рама должна быть прочной, чтобы со временем она не прогнулась. Лучше всего ее выполнить из двутавровой балки или толстостенной профильной трубы.
Сам процесс прессования проходит дольше, чем при использовании рычажной конструкции. Однако применение мощного гидравлического домкрата позволяет добиться гораздо большего удельного давления на заготовку. Брикеты получаются более ровные и плотные и уже имеют привлекательный товарный вид.
Винтовой механизм прессования
Принцип действия ручного винтового пресса аналогичен рычажному, только прилагаемое усилие передается под углом в 90°. Чем больше диаметр рукоятки и меньше шаг резьбы, тем больше коэффициент увеличения давления.
Такая конструкция также позволяет создавать большее давление, чем станок на основе рычажного механизма. Значимым ее минусом является наиболее медленная среди представленных вариантов скорость работы.
Однако к плюсам можно отнести:
- простоту конструкции;
- возможность купить такой пресс за небольшие деньги с незначительной доработкой под нужды брикетирования;
- маленький размер.
При работе с винтовым прессом не следует его использовать “до упора”, когда физических сил уже не хватает, чтобы провернуть механизм. В этом случае на резьбу с одной стороны действует сила прилагаемая человеком, а с другой (под 90°) – сила сопротивления получаемого брикета. Это приведет к быстрому износу резьбы или ее срыву.
Чтобы не переусердствовать и не поломать механизм нужно добиться достаточного результата на пробных экземплярах и либо установить фиксатор, либо сделать маркером метку на резьбе, отмечающую ее максимально допустимое положение.
Выводы и полезное видео по теме
Создание самодельного рычажного пресса. Изготовление основных деталей и описание принципа работы:
Доработка конструкции станка и сам процесс прессования брикетов:
Станок для одновременного получения нескольких брикетов на основе гидравлического домкрата:
Самостоятельно сделать станок для брикетирования опилок несложно. На выбор можно использовать рычажный, гидравлический или винтовой принцип создания давления. Но нужно помнить, что качество изготовленных изделий будет зависеть не только от собранного механизма, но и от подготовки сырья.
Правильно поставленный процесс поможет обеспечить свое хозяйство качественным и дешевым топливом и даже наладить его реализацию.
Хотите рассказать о том, как делали брикеты для отопления собственными руками? Есть ценные рекомендации по теме статьи, которыми вы готовы поделиться с посетителями сайта? Пишите, пожалуйста, комментарии в расположенном ниже блоке, здесь же публикуйте фото и задавайте вопросы.
Пресс для брикетов из опилок
Многие дома имеют печи, которые работают на твердом топливе. Обычно, это дрова, уголь или топливные брикеты. Сырьем для пеллет являются продукты, оставшиеся от процедуры деревопереработки. Щепки можно сжигать и без предварительной обработки, но тогда смысла в этом будет мало, поскольку сгорать они будут за секунды. Именно по этой причине применяется пресс для опилок.

Виды прессов
Различают 4 разновидности пресса. Разница между ними в принципе работы и стоимости устройства.
- ударно-механический пресс;
- гидравлический пресс;
- шнековый пресс;
- пресс-гранулятор.
Принцип работы ударно-механического пресса основан на ударах, под действием которых щепки продавливаются через фильеру. Преимуществом данного устройства считается то, что помимо древесных отходов прессовать можно остатки МДФ или угольную пыль. Длительное время прибор может работать без вмешательства человека.
Пресс для брикетирования опилок гидравлического типа схож по принципу действия с применением гидравлического домкрата. Пресс-форма заполняется сырьем и на нее оказывается давление гидроцилиндром. Недостатком данной модели можно считать невысокий объем выпускаемой продукции. Для прессования опилок и создания евродров в гидравлическом прессе требуется применять связующее.

Производство пеллет с использованием шнекового пресса производится при воздействии высоких температур. Измельченная древесина подается на шнек через фильеру. Под оказываемым давлением сырье прессуется. По причине возникновения высокой температуры, у древесины проступает ее природное связующее, вследствие чего прессованный брус обладает достаточной прочностью. Брикетированная линия имеет схожие черты с работой мясорубки, то есть готовое сырье помещается в отверстие, перемешивается в бункере и выходит через сужающийся канал.
Прессовка опилок при помощи пресс-гранулятора достаточно быстрый процесс. Изготовить получится только продукцию небольшого размера. Существенным достоинством данного изделия можно считать его стоимость и наличие различных дополнительных приспособлений, которые позволяют улучшить качество продукции.
Чтобы получить из опилок топливо, на любом виде пресса необходимо их подготовить. Уровень влажности сырья должен находиться в пределах 4-10%, а также предварительно необходимо измельчить на фракции размером 25х25 мм.
Основные элементы пресса
Самым важным элементом пресса является пресс-форма. Устройство пресс формы имеет несложную конструкцию. Ее сечения выбирается произвольно, это зависит больше от предпочтений определенного человека, поскольку форма дает понимание о том, как будет выглядеть готовый продукт.

Также к элементам устройства относится поршень и механизм, который создает давление. Минимальное усилие, которое должно прилагаться, чтобы получить евродрова, равняется 30 Мпа. При этом, нет необходимости добавлять связующее, поскольку лигнин свяжет материал достаточно прочно.
Доступные способы создания давления (прессования)
Существует около четырех способов, которые помогут вам организовать производство брикетов из опилок, а именно:
- использование мускульной силы и рычага;
- гидравлический домкрат;
- винтовой механизм прессования.
Такое оборудование для создания брикетов из опилок можно смастерить в домашних условиях и пользоваться им в личных целях. Опилки, прессованные в брикетах, имеют теплотворную способность выше, чем у дров, соответственно и для обогрева помещений их понадобится меньше.
Метод мускульной силы
При методе с применением мускульной силы для рычага выбирают металлический элемент. Он должен быть достаточно прочным и выдерживать прилагаемую нагрузку от человека. Как правило, чаще всего применяют трубы с параметрами:
- с толщиной стенки 4 мм;
- с диаметром 40-50 мм.

Длина рычага должна соответствовать расстоянию от поршня до точки приложения силы. Но не стоит забывать и о глубине погружения поршня в стакан. Проектировать конструкцию следует таким способом, чтобы глубина погружения была приемлемой для производства брикетов из опилок, без повторного приложения силы. Это позволит увеличить производительность.
Глубина погружения определяется по формуле:
где, h – глубина погружения;
q1— исходная масса сырья в сухом виде;
q2— масса сырья в виде брикета;
H – высота стакана.
Иногда, при расчетах возникают ошибки, чаще всего из-за неверного определения плотности сырья. В таком случае, глубина погружения не создаст продукцию необходимой формы и качества. Чтобы исправить это, можно поступить двумя способами:
- уменьшить длину стакана;
- подсыпать древесные опилки.
В первом случае у вас будет высокая производительность, во втором вам необходимо будет создавать евродрова за несколько раз.
Метод с применением гидравлического домкрата
Технология создания топлива из древесных отходов с применением гидравлического домкрата достаточно проста. У многих автовладельцев дома имеются данные устройства, однако грузоподъемность домашних домкратов недостаточно высокая, поэтому стоит узнать заранее позаботиться о приобретении инструмента с необходимой грузоподъемностью.
Поскольку домкрат стоит недорого, то необходимое оборудование можно приобрести за сумму около 5 тысяч рублей. Грузоподъемность такого устройства будет около 30 или 40 тонн, что позволит вам сделать топливные брикеты большого сечения.

Для того, чтобы изготовить сразу несколько евродров, форму устанавливают в ряд. Главным требованием к конструкции с применением домкрата является то, что подвижная рама должна обладать достаточными прочностными характеристиками, чтобы не давать прогиб по истечению времени. Лучшим материалом, для ее выполнения станет двутавровая балка или профиль толстой трубы.
По времени процесс обладает большей длительностью, чем использование рычага, но способ с применением домкрата дает возможность оказать большее давление на заготовку. В результате готовая продукция получается более плотной и ровной, и может быть использована в таком виде.
Метод, с использованием винтового механизма
Данный метод прессовать опилки в брикеты своими руками схож с рычажным способом. Существенным отличием является то, что сила передается под прямым углом. Давление зависит от диаметра рукояти и шага резьбы, чем он меньше, тем выше коэффициент для увеличения давления.
Такая технология изготовления топливных брикетов имеет ряд положительных и отрицательных характеристик.
- простота конструкции;
- небольшие габариты;
- доступная цена;
- высокое давление.
Важно помнить, что в процессе работы с таким устройством не следует не следует прикладывать слишком большое усилие. Это приводит к быстрому износу резьбы.

Чтобы понять, когда необходимо прекратить работу, можно изготовить несколько пробных брикетов и ориентироваться по их качеству. Второй способ, который спасет вас от поломки устройства, это нанесения меток на резьбу. Так вы обозначите место максимального погружения, и сможете предотвратить быстрый износ.
Как самостоятельно сделать пресс
Домашний пресс можно изготовить самолично. Лучшим вариантом в данном случае станет – гидравлический. Для его конструирования будут необходимы следующие материалы:
- металлические листы;
- уголки и швеллера;
- трубы металлические с большой толщиной стенки;
- оцинкованная сталь;
- труба диаметром 25-30 мм;
- сварочный аппарат;
- дрель и молоток;
- болгарка;
- измерительные приборы.
Самодельный пресс изготавливается следующим образом:
- Основание изготавливается при помощи сварки деталей швеллера.
- Уголок нарезается на 4 части, длиной около 1,5 м. каждая из них будет выполнять роль стойки. Их необходимо прикрепить к основанию на равных через равные промежутки.
- Из трубы большого диаметра изготовить барабан и зафиксировать между уголками. При отсутствии трубы, барабан можно сделать из листовой жести.


- Для повышения продуктивности по выпуску евро дров, в пресс можно установить электромотор.
- Форма для сырья изготавливается из листа железа. Лучше всего выполнить изделие по форме напоминающее конус, так засыпка сырья будет происходить самопроизвольно.
- У низа пресс-формы необходимо зафиксировать редуктор и приварить лоток для получаемой продукции.
- В трубе с толстыми стенками необходимо выполнить отверстия с промежутками в 5 мм. Это позволить выходить воздушным массам и влаге. В нижней части приваривается фланец, который будет удерживать съемное дно.

- Днище рекомендуется выполнять из листовой стали в форме круга. Матрицу приваривают к основанию под корпусом в виде конуса.
- Из листовой стали необходимо вырезать диск, с такими параметрами, чтобы он мог перемещаться в матрице. Данный диск будет в роли пуансона.
- Труба для штока приваривается к пуансону, а другим краем закрепляется в гидравлической установке. Узел закрепляется на стойке над матрицей.
Критерии выбора пресса
Прежде чем устанавливать для личного использования оборудование для производства брикетов из опилок, необходимо оценить целесообразность покупки. Станок для изготовления евродров из древесных отходов дает ряд преимуществ, но это довольно дорогостоящая конструкция, поэтому следует акцентировать внимание на следующих моментах:
- достаточно ли сырья для производства;
- возможность реализовать излишки продукции;
- потребность в данном виде топлива.

Собственный пресс является выгодным вложением, в том случае, если вам необходимо обогревать большие площади, или вы решили заниматься продажей евродров в коммерческих целях. Прессованные древесные опилки позволят вам сэкономить в том случае, если у вас доступ к остаткам продукции от деревообрабатывающей промышленности. И даже при правильном использовании пресса его стоимость окупиться только спустя примерно 2 года.
Пресс для топливных брикетов своими руками: варианты и чертежи самодельного брикетировщика
Топливные брикеты, для изготовления которых используются опилки и отходы переработки различного сельскохозяйственного сырья, являются отличной альтернативой привычных видов твердого топлива – дров и угля. Чтобы не приобретать это топливо в готовом виде и, соответственно, сделать его еще более экономичным, можно самостоятельно изготовить пресс для брикетов и производить требуемое количество евродров из опилок своими руками.

Евродрова – топливные брикеты в виде многогранного бруса с отверстием для отвода дыма
На сегодняшний день используются две технологические схемы изготовления брикетов для отопления, которые при наличии соответствующих технических устройств можно реализовать и в домашних условиях. Естественно, что для изготовления евродров в требуемом количестве необходимо наличие основного сырья, в качестве которого могут быть использованы древесные опилки, стружка и более крупные отходы древесины. Пресс для топливных брикетов своими руками целесообразно изготавливать в том случае, если сырье, которое будет использоваться для брикетирования, является доступным по стоимости и может быть всегда получено в требуемом количестве.
Производство топливных брикетов
В домашних условиях изготовление брикетов из опилок осуществляется по таким же технологиям, как и в условиях производственного предприятия, поэтому прежде чем приступать к созданию самодельного оборудования для решения такой задачи, необходимо вникнуть во все технологические нюансы производства данного топлива.
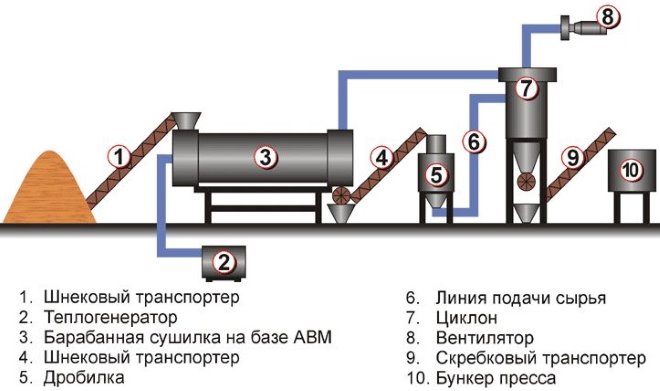
Технологическая схема производства топливных брикетов в промышленных условиях
Процесс производства брикетов для отопления начинается с измельчения исходного сырья, в качестве которого, как уже говорилось выше, могут быть использованы древесные опилки, стружка, а также отходы переработки сельскохозяйственных культур: шелуха пшеницы, гречихи, риса и подсолнечная лузга. После измельчения сырье для топливных брикетов тщательно просушивается до уровня влажности, составляющей порядка 10 %.
Формирование из исходного сырья плотного брикета может быть осуществлено по одной из двух технологических схем. Для реализации каждой из них требуется соответствующее оборудование, а именно:
- пресс брикетировочный;
- пресс-экструдер.

Гидравлический пресс для изготовления топливных брикетов без использования связывающих веществ
Технология изготовления брикетов для отопления как в первом, так и во втором случае подразумевает оказание значительного давления на исходное сырье, в результате чего из древесины начинает выделяться лигнин – природный компонент, выступающий в роли связующего вещества. Таким образом, для изготовления брикетов можно не использовать дополнительные клеевые составы, что позволяет сохранить экологическую чистоту топлива.
Для производства евродров по первой технологической схеме используется механический или гидравлический пресс для брикетов, способный формировать усилие до 500 Бар. В результате такого силового воздействия происходит самопроизвольный разогрев используемого сырья и формирование из него плотного бруска прямоугольной формы.
Экструзионная схема изготовления топливных брикетов предполагает использование шнекового пресса, который способен оказывать на используемое сырье давление, значение которого доходит до 800–1000 Бар.
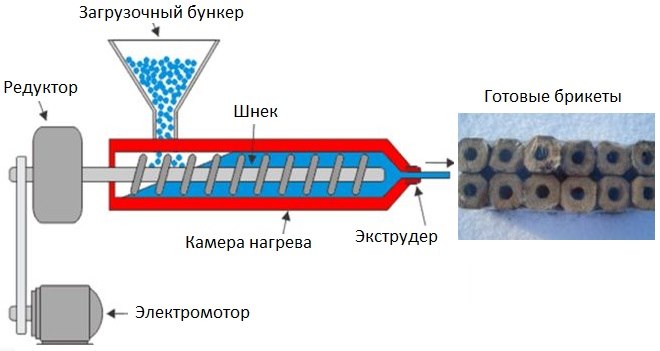
Схема работы пресса-экструдера
При реализации данной технологии производства евродров сырье загружают в приемный бункер, которым оснащен шнековый брикетировщик. Далее захваченное шнеком сырье проталкивается в зауженный канал пресса, где и происходит уплотнение материала под высоким давлением. При сдавливании в зауженной части рабочей камеры шнекового пресса для опилок происходит самопроизвольный разогрев сырья, в результате чего готовый брикет формируется при одновременном воздействии высокого давления и значительной температуры. Готовый брикет при его прессовании на шнековом оборудовании имеет вид шестигранного бруска, порезанного на отрезки требуемой длины.

Вот так брикеты выдавливаются шнеком
Как самостоятельно сделать пресс для топливных брикетов
Заводской пресс для изготовления топливных брикетов, который может работать по одной из вышеописанных схем, стоит достаточно дорого, поэтому приобретать такое оборудование целесообразно лишь в том случае, если планируется производство топлива в промышленных масштабах. Для того чтобы производить отопительные брикеты для собственных нужд, можно изготовить самодельный пресс, воспользовавшись одной из конструктивных схем такого устройства, которые несложно найти в интернете.
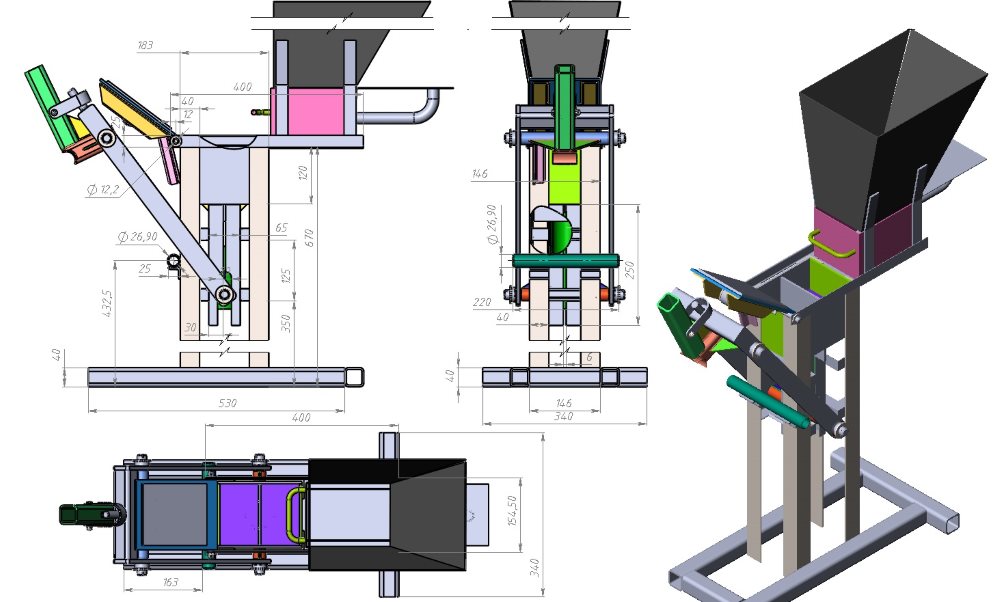
Чертежи пресса для изготовления брикетов (нажмите для увеличения)
Самодельный пресс для брикетирования можно изготовить полностью с нуля или использовать в качестве основы такого оборудования готовый механизм, способный создавать значительное давление. По какой бы конструктивной схеме ни был изготовлен самодельный брикетировщик, следует учитывать тот факт, что такое устройство не сможет создать давление, достаточное для выделения из древесных опилок лигнина. Именно по этой причине, применяя для изготовления брикетов пресс самодельного типа, в опилочную массу перед прессованием добавляют связующие вещества, в качестве которых могут быть использованы:
- недорогой обойный клей;
- глина, которая добавляется в опилочную массу в соотношении 1:10;
- предварительно размоченная бумага или гофрокартон, которые содержат в своем составе лигнин, проявляющий свои клейкие свойства при контакте с водой.
Особенность изготовления брикетов при помощи самодельной конструкции заключается еще и в том, что опилочную смесь перед прессованием не сушат, а замачивают, что способствует лучшему склеиванию частичек, из которых такая смесь состоит. Сушке на открытом воздухе при использовании самодельного пресса для опилок подвергают уже готовые брикеты.
Изготовление устройства с нуля
Для того чтобы практически с нуля изготовить пресс для производства топливных брикетов, можно взять за основу винтовой (или рычажный) механизм, при помощи которого такое устройство будет создавать требуемое давление. Чтобы сделать такой ручной пресс, вы можете даже не искать чертежи, достаточно выполнить технический рисунок, ориентируясь на размеры используемого механизма.

Самодельный пресс рычажного типа

Матрица самодельного пресса может быть круглой или прямоугольной формы
Принцип действия винтового (или рычажного) пресса заключается в следующем: сырье для изготовления топливных брикетов помещается в перфорированную емкость, которая после наполнения устанавливается под станину устройства. Давление, которое обеспечивает такой механический пресс, создается вращением винта или движением рычага – в зависимости от особенностей конструктивного исполнения. Более производительным и удобным в использовании является ручной брикетировщик рычажного типа, поскольку в нем форма, в которой происходит формирование топливного брикета, освобождается от готового изделия значительно проще.
Самодельные брикетирующие устройства рычажного и винтового типа отличаются простотой конструкции, однако не могут похвастаться высокой производительностью. Использовать механический мини-пресс для брикетов, выполненный на основе винтового или рычажного механизма, целесообразно для периодического изготовления евродров в небольших количествах.
Изготовление брикетировщика на основе готового силового механизма
Более мощный, производительный и удобный в эксплуатации брикетировщик (или пресс брикетировочный) можно сделать на основе готового силового механизма, в качестве которого может быть использован гидравлический домкрат или небольшой гидравлический пресс. Чтобы преобразовать такой силовой агрегат в брикетный пресс, его необходимо оснастить пуансоном и матрицей, которые и будут обеспечивать формирование топливного брикета из опилочной массы, смешанной со связующим составом.
Особенности конструкции, которыми отличается пресс брикетировочный, изготовленный на основе гидравлического домкрата или силового механизма другого типа, заключаются в следующем.
- Гидравлический приводной механизм соединяется с пуансоном, размеры которого должны соответствовать размерам матрицы. В полости последней и осуществляется формирование топливного брикета из опилочной массы.
- Для изготовления матрицы, в стенках которой сверлятся отверстия для выхода воздуха и влаги, можно использовать толстостенную трубу.
- Матрица самодельного пресса оснащается съемным дном, при снятии которого готовый брикет просто выталкивается из ее внутренней полости пуансоном.
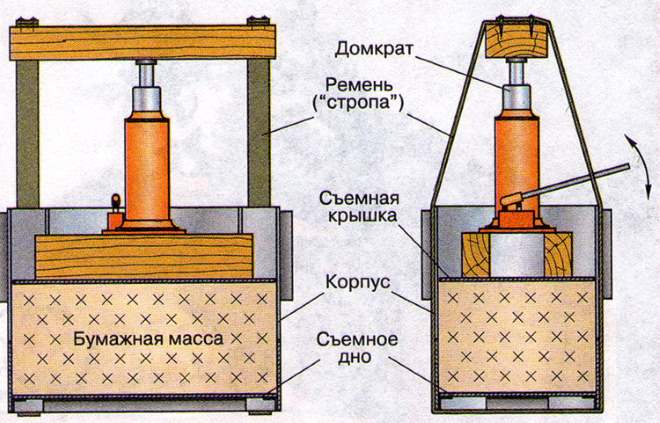
Принцип действия самодельного пресса на базе гидравлического домкрата
Чтобы изготовить пресс гидравлический для производства топливных брикетов, кроме силового механизма и толстостенной трубы для матрицы, потребуются следующие расходные материалы:
- металлический швеллер;
- равнополочный уголок № 100;
- металлический лист толщиной 3–6 мм, из которого будут изготовлены пуансон и съемное дно для матрицы (толщина такого листа выбирается в зависимости от диаметра матрицы: чем больше данный параметр, тем толще должен быть лист);
- труба диаметром 25–30 мм, из которой будет изготавливаться шток пуансона;
- труба большого диаметра, которая необходима для того, чтобы изготовить корпус миксера (если трубы подходящего диаметра нет в наличии, то оснастить самодельный брикетировочный пресс можно миксером, корпус которого изготовлен из листа жести);
- листы оцинкованной стали (из них будут изготавливаться лотки самодельного пресса для брикетов), один из которых используется для загрузки в полость матрицы исходного сырья, а второй – для приема готовых топливных брикетов.
Внутренний диаметр толстостенной трубы, из которой будет изготавливаться матрица самодельного брикетировщика, выбирается в зависимости от того, каким должен быть размер поперечного сечения брикетов, которые планируется делать на таком устройстве. При выборе данного параметра следует иметь в виду: чем меньше будет диаметр брикетов, тем выше будет их плотность, но при этом пресс гидравлический будет работать с невысокой производительностью.

Сварка каркаса самодельного пресса
Самодельный пресс для производства брикетов, основу которого составляет домкрат или другой силовой механизм гидравлического типа, собирается в следующей последовательности:
- Из предварительно нарезанных отрезков швеллера сваривается основание устройства.
- К полученному основанию самодельного пресса привариваются 4 вертикальные стойки, для изготовления которых используются отрезки уголка длиной 1,5 метра каждый.
- Из трубы большого диаметра или листа жести изготавливается барабан, в котором будет выполняться перемешивание опилочной массы. Для изготовления такого барабана можно использовать бак от старой стиральной машины.
- Барабан для смешивания опилочной массы крепится на стойках самодельного пресса (по возможности его следует оснастить приводом, состоящим из электродвигателя и ременной передачи).
- Лоток, по которому подготовленная смесь будет подаваться в полость матрицы, фиксируется непосредственно под барабаном-смесителем.
- В стенках толстостенной трубы, которая будет выступать в качестве матрицы самодельного брикетировщика, сверлится несколько отверстий диаметром 3–5 мм. Через них из опилочной массы в процессе ее сдавливания пуансоном будут выходить воздух и лишняя влага. Выполняя такие отверстия, следует располагать их равномерно по всей высоте матрицы.
- К нижнему торцу матрицы самодельного пресса для брикетов приваривается фланец, к которому будет прикручиваться съемное дно, представляющее собой круг из металлического листа с приваренными к нему проушинами.
- К основанию пресса матрица приваривается или прикручивается непосредственно под загрузочным лотком.
- В качестве пуансона, которым самодельный брикетировщик будет оказывать давление на опилочную массу, используется металлический круг. Такой круг вырезается из листового металла. Сделанный подобным образом пуансон должен иметь диаметр, позволяющий ему спокойно извлекаться из полости матрицы пресса. Для изготовления штока, один конец которого приваривается к пуансону, а второй соединяется с рабочим органом гидравлического силового механизма, можно использовать трубу диаметром 25–30 мм.
- Последнее, что следует сделать, чтобы самодельный пресс брикетировочный был готов к использованию, – это закрепить пуансон на стойках, расположив его точно над полостью матрицы.

Процесс сборки пресса
Самодельный пресс высокой производительности
Многие домашние мастера задаются вопросом, как сделать своими руками ударно-механический или шнековый пресс для брикетов, которые отличаются более высокой производительностью, чем пресс брикетировочный вышеописанной конструкции. При этом надо учитывать следующее: чтобы изготовить пресс шнековый, потребуется использование специального металлообрабатывающего оборудования и достаточно дорогостоящих материалов, что может свести на нет весь смысл такого трудозатратного мероприятия.
Как выбрать пресс для опилок
Природная древесина высоко ценится в строительстве, мебельном производстве и других сферах народного хозяйства. После обработки используются даже отходы. Одним из направлений является прессование опилок, в результате чего образуются брикеты, обладающие более длительным периодом горения, нежели дрова и другие виды твёрдого топлива.
Конструкция прессов немного отличается в зависимости от вида, в целом представляет собой механическое устройство, имеющее основание, силовой каркас и привод. Принцип работы заключается в уплотнении сырья и формовании брикетов, наполнителей лотков для домашних животных.
Прежде чем принять решение о покупке пресса, стоит разобраться в целесообразности его применения. Оборудование оправдывает затраты при наличии доступного сырья и твердотопливного котла (или рынка сбыта продукции).

Среди преимущественных характеристик прессов:
- рациональное применение древесных отходов (для отопления помещений, теплиц, подсобок, золу используют в качестве удобрения);
- понятный и доступный производственный процесс;
- простое и надёжное устройство (гидравлические модели практически не имеют узлов повышенного износа);
- обслуживание не требует знаний сложных технологий.
К недостаткам относятся:
- использование оборудования предусматривает подготовку сырья;
- быстрый износ узлов в шнековом экструдере;
- в некоторых видах предусмотрена добавка связующих веществ.
Виды прессов
Прессы, используемые для обработки опилок, бывают 4-х видов. Отличия между устройствами отмечаются в принципе работы и стоимости.
Требования к подготовке сырья одинаковые:
- равномерное измельчение с получением фракций не более 25х25х2 мм;
- уровень влажности в пределах 4-10%.
Каждая модель обладает как преимуществами, так и недостатками, поэтому перед выбором следует внимательно ознакомиться с техническими характеристиками:
- Ударно-механический пресс по принципу работы напоминает перфоратор, где кривошипно-шатунный механизм передаёт серию толчков поршню с частотой 20 раз в секунду. Удары провоцируют продавливание опилок через фильеру. Оборудование справляется с прессованием не только отходов древесины, но и смеси из угольной пыли, соломы, торфа, остатков после обработки МДФ. Главное преимущество пресса – длительное функционирование без участия человека. Также отмечается высокая производительность. Уязвимым местом являются узлы кривошипа, что обусловлено воздействием на них одновременно 2-х сил: ударной и трения.
- Гидравлический пресс представляет устройство из двух частей (пресс-формы, цилиндра). По принципу работы оборудование напоминает действие домкрата, где гидроцилиндр оказывает давление поршнем на пресс-форму, заполненную подготовленным сырьём. В результате образуется сформованный брикет. Оборудование считается простым и надёжным в использовании, узлы износа практически отсутствуют. Ценовая политика модели данного вида конкурентоспособны. Минусом является низкая производительность. Также существует нюанс в производственном процессе – в подготовленные опилки добавляется связующий компонент.
- Шнековый пресс (экструдер) принципом работы схож с мясорубкой. Измельчённые и просушенные опилки подаются по шнеку через фильеру, в результате чего масса сжимается и прессуется под высоким давлением. Процесс предусматривает воздействие высоких температур, без которых оборудование может заклинить. Горячий поток провоцирует выделение из древесины лигнина (природного связующего вещества), который скрепляет мелкое сырьё и является залогом качественной формовки. Шнековое устройство по производительности считается лидером, производственный процесс выполняется непрерывно. Из недостатков отмечается необходимость в прогреве, что делает процедуру подготовки длительной. Также нужно учесть, что готовый продукт имеет меньшую калорийность из-за воздействия высокой температуры (выше 120°С). Такие узлы, как шнек и фильера в связи с повышенным трением в рабочем режиме быстро изнашиваются.
- Пресс-гранулятор схож по принципу работы с гранулятором для комбикорма, только вместо зерновых культур используются опилки. По сравнению с другими видами оборудование имеет простейшее устройство, но при этом отличается неплохой производительностью и доступной ценовой политикой. Пресс комплектуется различными приспособлениями, позволяющими улучшить качество получаемого продукта. Это: миксер для перемешивания сырья, увлажнитель для пересушенной заготовки, различные насадки для резки, что изменяет форму брикетов. Процесс производства предусматривает использование дополнительного связующего компонента для увеличения плотности. Из минусов отмечается необходимость измельчать сырьё при подготовке до самой мелкой фракции. На таком оборудовании удастся изготовлять брикеты только маленького размера.

Каждая модель обладает как преимуществами, так и недостатками, поэтому перед выбором следует внимательно ознакомиться с техническими характеристиками
Выбор оборудования
При выборе пресса для опилок следует учитывать важные факторы:
- назначение оборудования;
- под какое сырьё работает;
- тип выпускаемых брикетов;
- мощность устройства;
- планируемый объём выпуска готовой продукции;
- комплектация другим оборудованием для получения продукта высокого качества;
- функциональность выбранной модели;
- режим работы агрегата и особенности его обслуживания.
Выбирая пресс для личного пользования, следует помнить, что оборудование должно быть простым с возможностями настройки параметров. Если продукцию не планируется выставлять на продажу, то достаточно приобрести всего один агрегат. Для удешевления покупки можно воспользоваться интересными предложениями о продаже устройств, бывших в употреблении.

Выбирая пресс для личного пользования, следует помнить, что оборудование должно быть простым с возможностями настройки параметров
Делаем своими руками
Дороговизна оборудования далеко не всегда оправдывает затраты на его покупку, поэтому народные умельцы воплощают свои разработки для создания самодельных прессов. Стоит отметить, что сделать шнековое устройство достаточно сложно, поэтому за такой вид прессования берутся не все.
В домашних условиях достичь необходимого уровня давления, которое бы обеспечило выделение лигнина практически невозможно. А вот гидравлические агрегаты и грануляторы соорудить своими руками вполне возможно.
Все самодельные устройства подразделяются на основных три типа:

Сама технология брикетирования опилок достаточно интересна и имеет свои преимущества, поэтому хозяева не отказывают себе в желании обзавестись домашним прессом
из домкратов;
Сама технология брикетирования опилок достаточно интересна и имеет свои преимущества, поэтому хозяева не отказывают себе в желании обзавестись домашним прессом.
Благодаря использованию брикетов удаётся предотвратить образование мусора у топки печи или котла, а также исключить частые загрузки. Расположение самодельных агрегатов может быть настенное и напольное, это уже кому как удобно.
Прежде чем приступить к сборке пресса, нужно учесть все этапы производственного процесса для обеспечения просушки и измельчения сырья. Также стоит позаботиться о подсобке или сарае для складирования готовой продукции.
Для сборки гидравлического пресса понадобится подготовить следующие материалы и инструменты:
- металлический лист 4-6 мм;
- уголок 100х100 мм;
- швеллер;
- труба с толстыми стенками (диаметр определяется размерами брикетов на выходе);
- труба 25-30 мм для изготовления штока пуансона;
- оцинкованная сталь для формировки лотков;
- труба больших размеров или лист металла для изготовления корпуса миксера;
- сварочный аппарат и электроды;
- болгарка с дисками;
- дрель;
- молоток;
- измерительные приспособления и др.

Конструкция изготавливается на основе гидравлической установки
Пошаговая инструкция по изготовлению пресса
- Для изготовления основания нужно соединить детали из швеллера с помощью сварки.
- Из уголков нарезать 4 заготовки длиной 1,5 м (они используются в качестве стоек). Приварить их к основанию на одинаковом расстоянии друг от друга (расположение вертикальное).
- К уголкам зафиксировать изготовленный из трубы большого диаметра барабан. Если такой трубы не оказалось под рукой, сделать корпус миксера можно из листа жести. Для увеличения производительности его оснащают электромотором.
- Из листового железа изготавливается короб для засыпки сырья. Рекомендуется сделать форму корпуса в виде конуса для самопроизвольного движения загрузки при заполнении лотков.
- К нижней части конусовидного корпуса фиксируют редуктор и приваривают лоток для выходной продукции.
- В трубе, имеющей толстые стенки, проделать отверстия с промежутками 3-5 мм. Во время давления на массу сквозь дыры будут выходить воздух и вода. К нижней части заготовки приварить фланец, который будет удерживать съёмное дно. Днище изготавливается из листа стали в виде круга с проушинами.
- Приварить матрицу к основанию под конусовидным корпусом.
- Из стального листа вырезать диск такого размера, который бы позволял свободно перемещаться в матрице. Он выполняет функцию пуансона.
- Заготовленную трубу для штока приварить к пуансону. Другой край крепится к гидравлической установке.
- Собранный узел крепится на стойки прямо над матрицей.
- Приёмный лоток устанавливается таким образом, чтобы не мешал процессу съёмки и фиксации матричного дна.
Предварительную просушку обеспечат ТЭНы, установленные по периметру станка. Принять окончательную готовность брикеты смогут на открытой площадке при низком показателе влажности воздуха.

Согласно технологическому процессу сырьё перед обработкой нуждается в подготовке, а значит, потребуется сушилка и устройство для измельчения
Самодельный или покупной
Покупка пресса оправдана в тех случаях, когда планируется наладка производства. Приобретать оборудование для изготовления брикетов, которые впоследствии будут использоваться только в хозяйственных нуждах, нет необходимости. К тому же стоимость агрегатов высокая, не всем по карману. Да и монтаж предусматривает наличие отдельного помещения.
Согласно технологическому процессу сырьё перед обработкой нуждается в подготовке, а значит, потребуется сушилка и устройство для измельчения. К тому же готовые брикеты после изготовления нужно хранить в сухом помещении, которого просто может не оказаться.
Если в доме установлен котёл под твёрдое топливо, соорудить пресс можно своими руками. Для этого потребуются доступные материалы, а также ознакомление со схемами конструкции, чтобы выбрать подходящий вариант.
Преимущества использования готовых прессов в производственных целях:
- простое устройство оборудования;
- возможность осуществлять замену изношенных узлов;
- выбор моделей разных мощностей и производительности;
- технологический процесс не требует особых знаний и навыков;
- обустроить цех можно в небольшом помещении.
Принимая решение о запуске производства, стоит учесть важные факторы:
- вид сырья, его доступность;
- примерный объём переработки за определённый промежуток времени;
- необходимые площади;
- схему реализации готовой продукции.
Для масштабного производства рекомендуется приобретать автоматическое и полуавтоматическое оборудование. Агрегаты отличаются высоким КПД и износостойкостью рабочих узлов.
Поставить на поток изготовление наполнителей для лотков животных можно с помощью использования грануляторов. Диаметр выпускаемой продукции как раз соответствует стандартам, да и большой плотности не требуется.

