

Пуансоны для гибки листового металла
Краткая теория резки и гибки листового металла
Наши специалисты помогут Вам выбрать оптимальный инструмент для работы или спроектируют специальный комплект инструмента, согласно конечному изделию. Для этого нам необходима следующая информация:
- чертеж конечного продукта,
- модель и завод-изготовитель Вашего оборудования,
- толщина и тип обрабатываемого материала,
- информация о типе или форме инструмента, который уже используется.
Ниже Вы найдете полезную информацию для определения оптимальных качественных параметров инструмента для операций гибки и резки листового металла.
ПРОЦЕСС ГИБКИ
Большинство процессов обработки листового металла, включают формообразование заготовки. Различные типы процессов гибки широко используются в широком спектре продукции: автомобильные компоненты, мебель, двери, детали для железнодорожного транспорта, строительства, авиации, электроники, телефонии, судостроения и т.д.. Мы можем сказать с полным основанием, что процесс гибки листов найдет свое место в подавляющем большинстве продукции. Несмотря на кажущуюся простоту, процесс гибки является весьма сложной производственной технологией, которую требуется понимать, и грамотно использовать в производстве.
Гибка — пластическое деформирование листового металла под действием внешней силы.
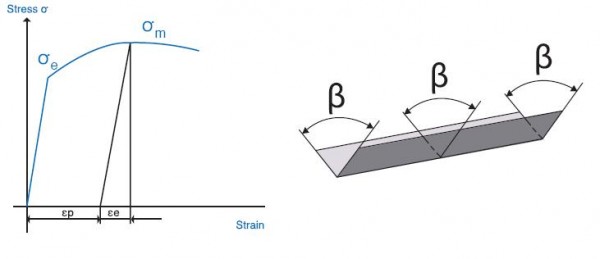
εp = пластическая деформация,
εe = обратное пружинение.
При промышленном изготовлении деталей, одной из важнейших задач является обеспечение жестких геометрических допусков в готовой продукции. Идеальный гиб определяется тремя основными факторами:
• Точный угол гиба (ß теоретический против ß реального),
• Постоянный угол гиба на всей длине детали,
• Плоскостность отгибаемой полки по всей длине гиба.
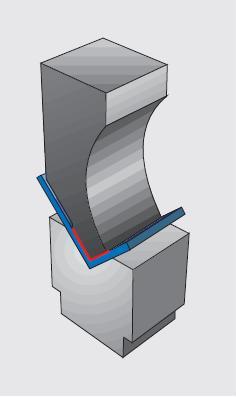
“ВОЗДУШНАЯ” ИЛИ СВОБОДНАЯ ГИБКА
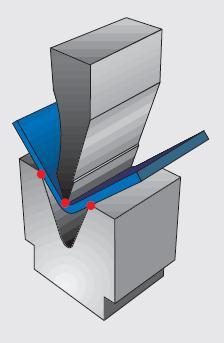 Среди процессов гибки V-типа, “воздушная” гибка является наиболее простым методом и широко используется в широком диапазоне производственных процессов. Процесс “воздушной” гибки обеспечивается точным перемещением пуансона по отношению к V-образной матрице. Таким образом, листовой металл сгибается, создавая угол в точке контакта между пуансоном и листом. Листовой металл имеет 3 точки контакта с пуансоном и матрицей. Угол гиба определяется тем, насколько глубоко пуансон вошел внутрь матрицы. Обратное пружинение компенсируется увеличенным ходом пуансона, что позволяет листу вернуться к требуемому углу гиба (перегиб листа) после снятия нагрузки. Преимуществами “воздушной” гибки являются: низкое усилие гибки, возможность гибки очень толстых листов и возможность получения различных углов гибки используя одни и те же инструменты. Эти преимущества делают этот метод менее дорогим и более гибким. “Воздушная” гибка характеризуется сложностью достижения точного угла в связи с наличием эффекта обратного пружинения, а также необходимостью использовать высокотехнологичные прессы, чтобы гарантировать отличную точность гибки.
Среди процессов гибки V-типа, “воздушная” гибка является наиболее простым методом и широко используется в широком диапазоне производственных процессов. Процесс “воздушной” гибки обеспечивается точным перемещением пуансона по отношению к V-образной матрице. Таким образом, листовой металл сгибается, создавая угол в точке контакта между пуансоном и листом. Листовой металл имеет 3 точки контакта с пуансоном и матрицей. Угол гиба определяется тем, насколько глубоко пуансон вошел внутрь матрицы. Обратное пружинение компенсируется увеличенным ходом пуансона, что позволяет листу вернуться к требуемому углу гиба (перегиб листа) после снятия нагрузки. Преимуществами “воздушной” гибки являются: низкое усилие гибки, возможность гибки очень толстых листов и возможность получения различных углов гибки используя одни и те же инструменты. Эти преимущества делают этот метод менее дорогим и более гибким. “Воздушная” гибка характеризуется сложностью достижения точного угла в связи с наличием эффекта обратного пружинения, а также необходимостью использовать высокотехнологичные прессы, чтобы гарантировать отличную точность гибки.
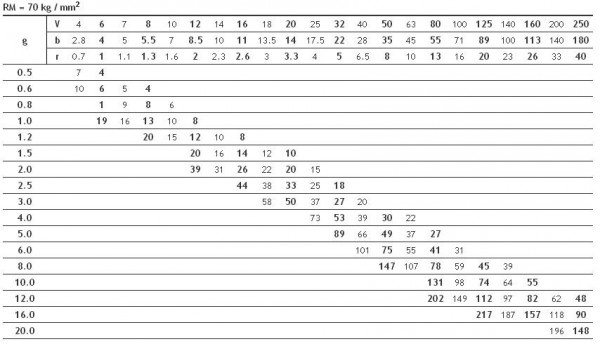
Таблицы расчета усилия F при «воздушной» гибке.
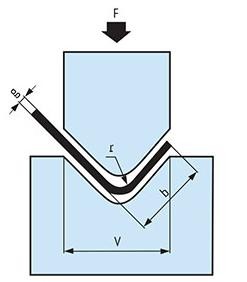
, где
F — требуемое усилие на 1 м пуансона, тонн
r — внутренний радиус, мм.,
b — минимальной высоты отогнутой полки, мм.,
g — толщина материала, мм.,
V — ширина ручья (раскрытия матрицы), мм.
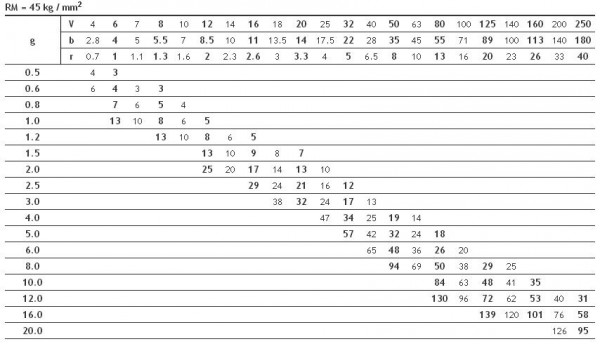
Пример: Листовая сталь с пределом прочности RM 430-500 МПа с толщиной 6 мм можно согнуть на размере матрицы V=50 мм, минимальная кромка — 35 мм, внутренним радиусом 8 мм, необходимое усилие гибки составит 48 тонн на метр пуансона.
Соответственная таблица для нержавеющей стали…
Для более конкретного случая воспользуйтесь файлом: Расчет требуемого усилия гибки
КАЛИБРОВКА ИЛИ ЧЕКАНКА (гибка до полного касания инструментов)
 При использовании метода чеканки, пуансон через лист полностью касается матрицы, это обеспечивается тем, что поверхности пуансона и матрицы повторяют друг друга. Чеканка в основном используется для изготовления деталей с углом 90 градусов на тонком листе, где требуется малый радиус гиба. Гиб обеспечивается, прессованием детали в матрице, так что листовой металл точно повторяет профиль матрицы. Учитывая сильную пластическую деформацию обратное пружинение сведено к минимуму. Преимуществами данного метода являются высокая точность угла, минимальное обратное пружинение, возможность получать минимальный радиус гиба. Основными недостатками метода являются необходимость наличия наборов инструментов для каждого угла и радиуса, а также необходимость использования увеличенного усилия (в 3-10 раз по сравнению с “воздушной” гибкой).
При использовании метода чеканки, пуансон через лист полностью касается матрицы, это обеспечивается тем, что поверхности пуансона и матрицы повторяют друг друга. Чеканка в основном используется для изготовления деталей с углом 90 градусов на тонком листе, где требуется малый радиус гиба. Гиб обеспечивается, прессованием детали в матрице, так что листовой металл точно повторяет профиль матрицы. Учитывая сильную пластическую деформацию обратное пружинение сведено к минимуму. Преимуществами данного метода являются высокая точность угла, минимальное обратное пружинение, возможность получать минимальный радиус гиба. Основными недостатками метода являются необходимость наличия наборов инструментов для каждого угла и радиуса, а также необходимость использования увеличенного усилия (в 3-10 раз по сравнению с “воздушной” гибкой).
ПЛЮЩЕНИЕ
Как правило, метод применяются для увеличения жесткости детали и для создания безопасной кромки. Процесс выполняется в 2 шага: сначала предварительная гибка с углом 26 ° -35 ° (“воздушная” гибка), оконча-тельное плющение, полностью или частичное, в зависимости от приложенного усилия.
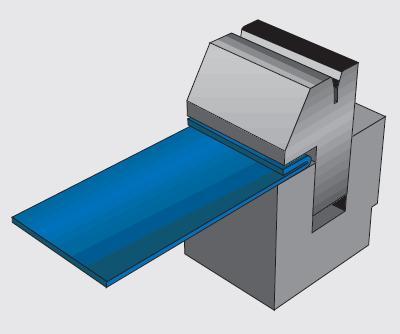
ПРОЦЕСС ГИЛЬОТИННОЙ РЕЗКИ
Гильотинная резка представляет собой процесс прямолинейной резки листового металла. Материал разрезается между противоположными кромками двух лезвий. Предварительно лист фиксируется с помощью прижимных цилиндров. Во время процесса резки подвижное лезвие двигается по отношению к неподвижному лезвию с определенным зазором между ними, который определяется условиями резки. Подвижное лезвие может быть установлено под углом по отношению к неподвижному для того, чтобы резка велась последовательно от одной стороны к другой, этот угол называется углом между лезвиями, и это уменьшает усилие резки, но увеличивает ход подвижного лезвия.
Что касается самой гильотины, то, машина состоит из станины со столом, системы прижима листа, верхнего и нижнего лезвия и заднего упора. Задний упор обеспечивает требуемый размер отрезаемой детали.
Задний угол верхнего лезвия незначительно влияет на усилие резки. При использованием двух лезвий с четырьмя режущими кромками требуется более высокое усилие резки, чем когда верхняя лезвие отшлифованы с небольшим задним углом, этот угол, как правило, не более 3°.
Угол между лезвиями значительно влияет на усилие резки и влияет на дефекты, которые возникают при резке узких полос. Данный угол — менее 3°.
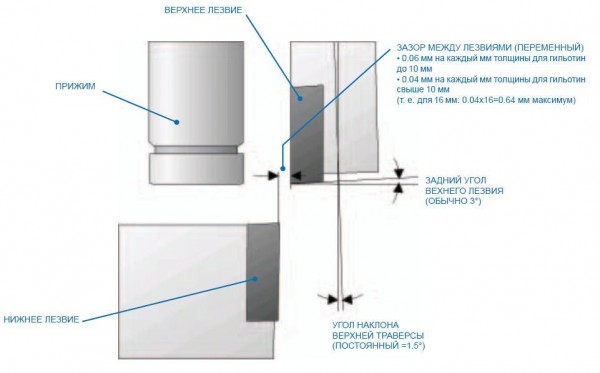
Зазор между лезвиями — это расстояние (перпендикулярное) между лезвиями. Чистота резки зависит от толщины листа и прочности материала. Точные значения зазора должны быть определены для каждого конкретного случая. Если зазор слишком маленький, то наблюдается увеличенный износ лезвий: затраты на переточку инструмента и усилие резки будет выше. Если зазор слишком большой, то материал сминается между двумя лезвиями. В результате отрезаемая кромка будет с увеличенным конусом и большими пластическими деформациями. Зазор — ключевой фактор для получения качественной кромки.
Дефекты готовых изделий из листового металла в результате резки:
- дефект скручивания,
- дефект саблевидности,
- дефект изгиба
- дефект непрямолинейной кромки.
 ДЕФЕКТ САБЛЕВИДНОСТИ
ДЕФЕКТ САБЛЕВИДНОСТИ
Этот дефект выражается в изгибе отрезанной детали в плане (поверхность остается плоской) после резки. Это связано с шириной детали, ее толщиной, прочности материала и направления линий прокатки (остаточные напряжения). Для уменьшения этого дефекта рекомендуется использовать меньший угол между лезвиями и выполнять резы вдоль направления линий прокатки.
ДЕФЕКТ СКРУЧИВАНИЯ
Этот дефект выражается в скручивании готовой детали вдоль ее оси после резки. Этот дефект возникает обычно,при резке узких полос. Условия резки, которые усиливают этот дефект, связаны с геометрией листового металла (большая толщина, малая ширина, короткая длина), характеристик материала (мягкий материал, неравномерное распределение напряжений) и, конечно, параметры резки (большой угол между лезвиями, высокая скорость резки).
 ДЕФЕКТ ИЗГИБА
ДЕФЕКТ ИЗГИБА
Этот дефект выражается в изгибе отрезанной детали (деталь не плоская), после резки. Этот дефект обусловлен углом между лезвиями и жесткостью заготовки. Для уменьшения этого дефекта рекомендуется использовать меньший угол между лезвиями и поддерживать отрезаемую заготовку.
ДЕФЕКТ НЕПРЯМОЛИНЕЙНОЙ КРОМКИ
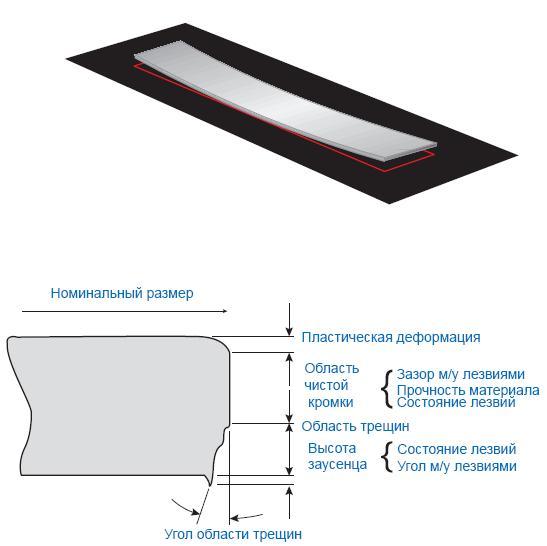
Разрезаемый материал пластически деформируется в очень небольшой области, которая формирует остаточную деформацию. Область чистой кромки, где верхний нож проникает в материал до образования трещин, которые в свою очередь ведут к образованию грубой и нерегулярной поверхности известной как область трещин. Область трещин распространяется до области заусенцев, которые появляются на завершающем этапе резки и зависят от зазора, характеристик металла и состояния инструмента.
Матрица и пуансон для листогиба: характеристики и особенности применения
В статье мы поговорим о том, как настроить матрицу и пуансон для гибки листового металла. И профессионалам, и новичкам важно знать правила применения подобных приборов.
Характеристики
Матрица — это основа, которая придаёт форму изделию, изготавливается из металла и делится на несколько типов:
Матрицы изготавливают из высококачественных сплавов алюминия и стали, затем проводят обработку закаливанием и шлифовкой. Твёрдость рабочей поверхности доходит до 55-60 HRC.
Пуансон — это конструкция, замыкающая изготовление детали сверху. Профили обоих видов инструмента должны в точности совпадать. Задача пуансона для листогиба – продавливание металла, он исполняет роль пресса. Гибка листового металла подразумевает высокое давление. Поэтому для изготовления листогибочных пуансонов используют материалы следующих видов:
- сталь повышенной прочности, с высокой степенью износоустойчивости, антикоррозийности и закалкой 54-65 HRC;
- используются марки сталей — C45, C50, 42CrMo4, 1.2312. (легированный тип не подходит из-за хрупкости), качественные пуансоны имеют предельную твёрдость по всей высоте;
- при допустимых технологиях в изготовлении применяется полиуретан – материал прочный и эластичный, с повышенной твёрдостью по шкале Шора до 98 ед.
Для листогиба используют прямые пуансоны. Их задача — гибка деталей из листового металла. Закаливают рабочую поверхность индукционным методом. Все стыковочные места, крепёжные и сварочные выступы шлифуют. Гибочный инструмент позволяет гнуть металл на угол от 26° до 180°. Под высоким давлением он вдавливает сталь или железо в матрицу, вынуждая повторять изгибы и форму основы.
Правила выбора
Гибка металла, несмотря на простое звучание, процесс довольно сложный, требует специализированных знаний и опыта работы на соответствующем оборудовании. Даже при постоянной задаче получения угла 90° требуется точная настройка. В зависимости от обрабатываемого металла (лист разной толщины, алюминий или нержавеющая сталь) на выходе могут быть разные значения.
Длина листа тоже влияет на показатели, меняется точность от сгиба поперёк или вдоль волокна металла, от упругости деформации, от пружинения. Соблюдение точности зависит от множества параметров. Различают два вида холодной гибки:
- воздушная (или свободная);
- калибровка.
Первым методом легко достигается гибкость, но у него есть недостаток в точности.
Пуансон вдавливает металл на заданную глубину в канавку матрицы, при этом лист не касается стенок — угол сгиба достигается не геометрическими показателями оборудования, а положением продольной оси.
Как настроить и пользоваться?
На гибочных станках и прессах с числовым программным управлением можно настраивать значения с точностью до 0,01 мм. Чтобы выставить нужное положение оси, учитывается множество параметров. Преимущество воздушного метода — высокая гибкость.
Различные сгибы угла достигаются вариантным давлением пресса. Таким методом можно получать разный радиус без замены инструмента, это уменьшает расходы на оборудование. В отличие от калибровки, свободная гибка требует меньше усилий. При методе калибровки соблюдается точность углов, при этом возможно изготовление фигурных профилей путём подбора специальных матриц и пуансонов.
Для получения длинных деталей на траверсе листогиба закрепляют несколько пуансонов, выставляя их по линии гиба и корректируя вылет при помощи переходников.
Вся система крепится зажимами. Для удобства рекомендуют использовать систему быстросменных креплений.
Листогибочные прессы, гибочные станки требуют качественно отшлифованного инструмента. Шлифовка необходима, чтобы исключить брак в изготовлении деталей, недопустимые неточности в радиусе внутреннего и внешнего угла. Кроме того, неотшлифованная поверхность может привести к порче оборудования. Для придания гладкости гибочному инструменту используют высокоточное оборудование, где качество шлифовки измеряется в микронах.
Помимо листогибочных прессов, есть несколько видов специализированных гибочных станков. У каждого из них свой принцип работы, в соответствии с назначением. На таких станках гнут профиль, проволоку, трубы, скобы, листовой прокат. На производстве, где требуется изогнутая металлическая поверхность, обойтись без гибочного оборудования невозможно, поэтому производители предлагают широкий ассортимент такого инструмента.
Обзор пуансона и матрицы для листогиба смотрите далее.
Гибка листового металла
Описание
- Цены
- Характеристики
- Дополнительно
Цены на гибку металла
ЛИСТОГИБОЧНЫЙ ПРЕСС AD-R-25100 DURMA

ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА ГИДРАВЛИЧЕСКОГО ЛИСТОГИБОЧНОГО ПРЕССА AD-R-25100
AMADA — листогибочный пресс серии HG
- максимально высокий уровень точности до 0,1мм
- гнем металл толщиной от 12 мм
- максимальная длинна гиба 3100 мм
- многоступенчатый контроль качества
Одним из самых важных моментов в гибке металла является наличие различного инструмента для гибочного пресса, для выполнения сложных задач в нашем арсенале около 10 видов инструмента и более 100 единиц. Вот примеры инструмента:
Особенности технологии
Гибка осуществляется без использования сварочного оборудования. Технология позволяет получать объемные заготовки без применения различных типов соединений.
Простота и удобство технологии значительно экономят время и ускоряют процесс производства. Альтернатива гибке – сварочная сборка, которая занимает больше времени и требует значительных денежных вложений.
Гибка имеет следующие преимущества:
- Позволяет изменять геометрию листового проката с помощью прессов и других механических приспособлений;
- Самостоятельная гибка листа может привести к браку. Такая работа должна проводиться опытными специалистами и на профессиональном оборудовании.
- На все виды работ по гибке металлических листов, проката предоставляется гарантия.
Гибка листового металла в Минске по выгодным ценам доступна в компании «ПрофСталь-Строй».
Стоимость гибки металла зависит от сложности и объема работы. После консультации наши специалисты предоставят вам подробный расчет.
Благодаря работе производства в три смены мы выполняем большие заказы за короткие сроки. Готовые изделия доставляются по всей Беларуси нашим транспортом.
Дополнительную информацию узнавайте по контактным телефонам, указанным на сайте. Закажите обратный звонок, и мы оперативно свяжемся с вами, предоставим квалифицированную консультацию, оформим заказ.
Матрицы и пуансоны для листогибочных прессов



Угол матрицы: 88°
Высота и ширина матрицы: 65 х 65 мм
Длина матрицы: 2500 мм

Угол при вершине: 85°
Макс. усилие: 100 т/м
Общая высота: 150 мм

Угол при вершине: 85°
Общая высота: 205 мм
Макс. усилие: 70 т/м

Тип матрицы: четырёхсторонняя
Угол матрицы: 85°
Высота матрицы: 60 мм
Макс. усилие: 80 т/м

Угол при вершине: 85°
Общая высота: 175 мм
Макс. усилие: 90 т/м

Тип матрицы: четырёхсторонняя
Угол матрицы: 88; 85°
Высота матрицы: 60 мм
Макс. усилие: 80 т/м

Длина: 2100 – 4000 мм
Ширина паза под матрицу: 60 мм

Угол матрицы: 86 °
Высота и ширина матрицы: 95 х 95 мм
Длина матрицы: 3200 мм

Угол при вершине: 85°
Общая высота: 96,5 мм
Макс. усилие: 100 т/м

Угол при вершине: 75°
Общая высота: 135 мм
Макс. усилие: 100 т/м

Угол при вершине: 85°
Общая высота: 174,5 мм
Макс. усилие: 20 т/м

Угол при вершине: 60°
Общая высота: 175 мм
Макс. усилие: 160 т/м
Ассоциация «КАМИ» – надежный поставщик инструментов и заточного оборудования, инструмента и запасных частей. Широкая складская программа и большой опыт работы отличают нашу компанию от конкурентов.
- 200 000 оснащенных производств, успешно работающих на оборудовании КАМИ и сегодня;
- Доступные цены и большой выбор моделей – КАМИ сотрудничает с 500 поставщиками напрямую без посредников;
- Сервисный центр со штатом из 70 инженеров, специализирующихся на решении сложных технических неполадок оборудования и его наладке;
- Профессиональная консультация менеджера по продажам и помощь при покупке станков;
- В каталоге представлена продукция оригинальных европейских брендов, сертифицированная по международным стандартам качества;
- Сотрудничество с транспортными компаниями позволяет доставлять товары как в Минск, так и в любой город Беларуси максимально быстро.
Оформить заказ и купить матрицы и пуансоны для листогибочных прессов можно через сайт или по телефону в Беларуси: +375-25-608-44-81

