

Какой кислотой травят металл
Кислоты для травления металла
Для травления поверхности металлических изделий применяют травильные растворы, главным образом из серной, азотной и соляной кислот.
Серная кислота H2SO4 является продуктом соединения трехокиси серы SO3 с водой. Удельный вес 1,84. Химически чистая серная кислота представляет собой бесцветную маслянистую жидкость. В любых соотношениях серная кислота хорошо смешивается с водой, выделяя при этом значительное количество тепла. Обуглившиеся органические примеси, попадая в серную кислоту, окрашивают ее в коричневый цвет. На благородные металлы серная кислота не действует. Ее действие на остальные металлы зависит от концентрации.
Для травления поверхности металлических изделий употребляют несколько сортов технической серной кислоты, в частности камерную, содержащую не менее 65% серной кислоты, башенную и гловерную кислоты, содержащие не менее 75—76,5% серной кислоты. Для травления часто используют купоросное масло, содержащее не менее 92,5% серной кислоты.
Разводят серную кислоту водой, осторожно вливая ее в воду, а не наоборот. При вливании воды в серную кислоту происходит бурное кипение смеси, вызывающее сильное разбрызгивание кислоты. Температура смеси сильно повышается, и если кислоту вливать слишком быстро и много, то смесь нагревается так сильно, что стеклянные сосуды, в которых производят смешивание, могут лопнуть. При работе с серной кислотой на руки надевают рукавицы, чтобы избежать ожогов, которые очень болезненны и оставляют красные рубцы, на глаза надевают очки.
Серную кислоту хранят в герметически закрывающихся бутылях или свинцовых сосудах.
Соляная кислота HCl представляет собой водный раствор хлористого водорода. В чистом виде — бесцветная жидкость, сильно пахнущая, с большой упругостью паров уже при температуре 14—16° С.
Концентрированная соляная кислота обычно содержит около 37,4% хлористого водорода. Удельный вес 1,19.
Соляная кислота выпускается двух сортов: сорт А содержит не менее 30% хлористого водорода, а сорт Б — не менее 27,5%.
Соляная кислота ядовита, поэтому обращаться с ней надо очень осторожно. Пары соляной кислоты при вдыхании сильно раздражают верхние дыхательные органы. При разбавлении соляной кислоты водой придерживаются тех же правил, что и при разбавлении серной кислоты.
Соляную кислоту хранят в герметически закрывающихся стеклянных сосудах.
Азотная кислота HNO3 представляет собой бесцветную жидкость с удельным весом 1,52 при температуре 15° С. Температура кипения 84° С. При кипении и на свету разлагается и выделяет двуокись азота, которая окрашивает кислоту в желтый, а затем в красный цвет. Азотная кислота с водой смешивается в любых отношениях. Концентрированная азотная кислота действует на многие металлы, кроме благородных.
Плавиковая кислота. Чистая плавиковая кислота представляет собой бесцветную жидкость с резким запахом. Эта кислота содержит не менее 40% фтористого водорода. Пары фтористого водорода чрезвычайно ядовиты и едки. Поэтому при работе с плавиковой кислотой, как и с остальными кислотами, необходимо соблюдать меры предосторожности.
Травление рисунка на ноже в домашних условиях
Процесс травления металла известен людям ещё с 16 века. Наиболее известные мастера жили в Италии и Германии. Сегодня травление ножа в домашних условиях, по силам любому человеку в мире. Доступность реагентов, и множество способов – позволяет заняться этим, не имея специального опыта. Но изучить тему травления ножа – стоит обязательно.
 Травление рисунка на ноже в домашних условиях.
Травление рисунка на ноже в домашних условиях.
Суть метода
Ключевое значение имеет – воздействие кислотных сред на металл. Благодаря взаимодействию агрессивной среды и изделия происходит химический процесс, называемый – травление. Для нанесения узора на клинок, участки поверхности непредназначенные для протравки, покрывают защитным слоем.
Он обязан быть устойчив к травящему веществу. Глубина растворения металла зависит от времени воздействия на него. Со времён 16 века, выявлено несколько эффективных способов травления ножей. О них пойдёт речь ниже.
Способы травления металла
Кислоты в технике травления применяются в зависимости от вида металла. Определённый сплав, требует своих агрессивных веществ. От этого зависит – быстрота и качество процесса. Способов существует несколько:
- процесс с применения электролита, с пропускаемым через него ток. Называют – электрохимическим. Особенностями его являются: точный рисунок, экономия времени и раствора рабочей жидкости. Нет вредных испарений;
- процесс, не требующий сложного оборудования и безумно прост – химический. Но применение жидких кислых растворов, характерно выбросами вредных для здоровья человека в воздух испарений;
- производственный метод, требующий дорогостоящего оборудования – ионно-плазменный метод. Применяется в сухой среде в области микроэлектроники.
Первые два метода широко распространены для травления ножей в домашних условиях. Компоненты доступны в продаже и не требуют сложных манипуляций.
Подготовка металла к нанесению рисунка
Необходимо подготовить клинок к нанесению рисунка и к самому процессу травления. Если нож разборный, обязательно разберите его. Освободив клинок, проще будет работать. В цельном изделии обязательно следует изолировать рукоять.
Неважно, из какого она материала, кислая среда навредит любому. Изолента в роли изолятора, подойдёт прекрасно. Обрабатываемую поверхность клинка, необходимо тщательно протереть ацетоном. Задуманный рисунок хорошо ляжет на обезжиренную поверхность. Пальцами заготовки стараемся не касаться.
Методы нанесения рисунка
Рисунок из различных материалов, служит защитным слоем, протравливаться будет металл не покрытый им. Присутствует схожесть с негативом фотоплёнки, при проявлении фотографии. В качестве защиты вариантов предостаточно: изолента, наклейка, лак для ногтей, винил, маркер по металлу и многие другие полимеры.
Лак для ногтей
Распространённый материал среди любителей. Но и профессионалы им не брезгуют. Хорошая сопротивляемость агрессивным средам, делают его лидером в использовании. Нанеся его на изделие и дав подсохнуть, есть доступность подкорректировать рисунок острыми режущими предметами. Достигая чёткого рисунка и плавности линий.
Грунтовка или битумный лак
Изделие полностью покрывается, затем переносятся поверх слоя контуры рисунка, маркером или кистью. Заострив тонкую проволоку, необходимо процарапать до металла эскиз. Грунтовку используют ГФ 021 или ХВ 062. При процедуре процарапывания эскиза есть риск откалывания засохшего грунта или битумного лака. Является минусом этого метода.
Глянцевая бумага
Набирающий обороты среди мастеров, неплохой метод, имеющий немало положительных сторон. На глянцевой бумаге лазерным принтером распечатывают необходимый эскиз в реальную величину. Приложив к поверхности клинка стороной с рисунком, необходимо утюгом прогладить бумагу.
После остывания изделия, его помещают в воду. Доведя бумагу до размякшего состояния, она отслаивается, а тонер с принтера остаётся на изделии. Следует лишь вокруг рисунка обработать поверхность лаком для ногтей. Метод позволяет переносить мельчайшие подробности изображения.
Принцип травления при помощи электролиза
Для металлических изделий применяют два способа: кислотный (жидкий) и электрохимический. Используют их для снятия окалины и оксидных пленок. Соблюдение правил протравки: время выдержки и концентрация раствора, залог успешного процесса.
Процесс электролиза.
Немаловажно тщательное обезжиривание детали. Небольшое жирное пятно, приведёт в непригодность все труды мастера. При работе с лаками необходимо соблюдать осторожность, они легко воспламеняемы. К этому относится и сам процесс. В любом виде – он небезопасен. Относится к нему необходимо с осторожностью и внимательностью.
Растворы, используемые для травления стали
Процесс для различных сплавов, требует различные протравливающие вещества. Исходя из атомарной структуры решётки металла, подбирается определённый раствор:
- щелочные растворы хорошо травят алюминий и сплавы из него;
- азотная, серная, соляная и фосфорная кислоты применяются при травлении меди и её сплавов. Для увеличения скорости реакции добавляют хром и азот;
- для прочного титана применяется двойной способ протравки. Изначально обрабатывают в щелочных растворах, затем в кислотных высокой концентрации;
- водный раствор перекиси водорода и муравьиной кислоты идеально подходит для никеля и вольфрама;
- для иных твёрдых металлических соединений используют смеси азотной и уксусной кислот;
- несильный раствор серной кислоты хорошо справляется с чугуном.
Излюбленной, для травления ножа в домашних условиях – является азотная кислота. Иногда добавляют соляную. Они имеют высокую активность, и работать с ними необходимо осторожно.
Инструкция по жидкому травлению ножа
Химический способ проще, не нужно использовать элементы питания. Необходима сильная агрессивная среда. Уже озвучивалось, что способ опасен своими газообразными выделениями. Раскрыть окно или обзавестись хорошей вытяжкой просто необходимо. Снаряжение для безопасности:
- резиновые перчатки;
- респиратор;
- защитные очки;
- рабочий халат.
Избегать попадания на слизистые оболочки тела. Промывкой водичкой не обойдётся. Химический ожог – страшная вещь. С экипировкой разобрались, теперь дело за материалами:
- изоляционная лента;
- лак для ногтей, маркер;
- шлифовальный станок;
- дистиллированная вода в ёмкости;
- пластиковый контейнер;
- растворитель, ацетон;
- запас хлорида железа;
- ватные палочки и диски, зубочистка;
- наждачка различного зерна.
Нож необходимо подготовить заранее. На цельном изделии защитить рукоять изолентой, разборное – разобрать и работать с клинком отдельно.
Создание защитного слоя
Узор необходимый перенести на изделие, требуется обвести защитным слоем. Учитывая, что на участке с покрытием – реакция проходить не будет, и металл останется светлым. Изначально набросок сделать маркером, а затем покрыть лаком для ногтей. Это наилучший вариант. Лак затем можно скорректировать для ровности линий и самого узора.
Узоры для травления на ноже.
Не стоит стесняться фантазировать, уникальность проведённой работы зависит и от личностных качеств мастера. Используйте лаки различных оттенков, они хорошо видны на поверхности изделия.
Приготовление раствора
В обязательном порядке используем средства индивидуальной защиты. При работе с кислотой необходим под рукой раствор соды, она пригодится при попадании агрессивного вещества на кожу. Правило всех химиков – кислоту льём в воду, ни в коем случае не в обратном порядке:
- Соотношение хлорного железа и воды, необходимо получить 50/50. Это оптимальный вариант, но для ускорения реакции дозволено применить и другие пропорции.
- Пластиковый контейнер не следует наполнять целиком, учтите помещение туда изделия. Налив немного дистиллированной воды – столько же наливаем хлорного железа.
- Пометьте контейнер словами «Кислота», будьте с ним осторожны. Металлическая ёмкость – не подойдёт, есть вероятность вступления в реакцию с раствором.
Учтите, что разведённая жидкость послужит не один раз, десяток клинков реально в ней обработать. По окончании разведения раствора следует перейти к следующему этапу.
Процесс травления
Для получения качественного результата рекомендуется при погружении клинка, производить движения в жидкости. Процесс будет выглядеть, как аккуратное полоскание изделия в растворе. Прикасаться к клинку строго запрещено. Оставлять на длительное время в нём, также не рекомендуется.
Процесс травления ножа.
Профессионалы травления утверждают, что необходимо многократное, недлительное погружение изделия в агрессивную среду. Выглядит это так:
- следует погрузить клинок на 20 секунд;
- вынуть на воздух, на то же время, что и было погружение;
- быстрая промывка под водой из водопроводного крана;
- держим на воздухе 20 секунд;
- и затем опять погружаем в раствор на прежний промежуток времени.
Так добивается постоянный контроль протравки, круговой процесс необходимо выполнить несколько раз. Общее время проведения клинка в кислоте не должно превышать 10 минут. Не следует забывать, что все временные интервалы зависят от стали и состава раствора.
В заключении процесса необходимо хорошо промыть изделие проточной водой, снять защитный слой с помощью ацетона или растворителя. Пройтись наждачной бумагой по клинку начиная от крупного зерна 400 ед. и заканчивая 2000 или 2500. Довести до блеска поможет войлочный круг на шлифстанке.
Травление металла
Травление – это процесс очистки и обработки металлической заготовки. Химическое, кислотное, щелочное, электрохимическое – есть много способов выполнения этой технологической операции. Где применяют травление металла, зачем его используют в промышленности, какие бывают способы обработки с применением этой технологии, всё эти вопросы подробно разобраны в представленной ниже статье.

Что такое травление
Это технология удаления верхнего слоя с поверхности металлической детали. Технология применяется для очистки заготовок от окалины, ржавчины, окислов и снятия верхнего слоя металла. Используя этот способ, снимают верхний слой для поиска внутренних дефектов и изучения макроструктуры материала.
С помощью травления зачищают деталь и увеличивают адгезию поверхности. Это делают для последующего соединения металлической поверхности с другой заготовкой, перед нанесением краски, эмали, гальванического покрытия и других защитных покрытий.
Метод позволяет не только быстро очистить деталь, но и создать на металлической поверхности нужный рисунок. Этим методом вырезают на металлической поверхности тончайшие каналы и сложные изображения. Можно выполнять очистку габаритных деталей или проката. Глубина обработки регулируется с точностью до несколько микрон, что позволяет изготавливать сложные детали с небольшими пазами и другими сложными элементами.
Применение травления в промышленности
- Для очистки от оксидной плёнки деталей из углеродистой, низколегированной и высоколегированной стали, титана и алюминия.
- Для улучшения адгезии перед нанесением гальванических и других видов защитных покрытий.
- Для подготовки стальной поверхности к горячему цинкованию.
- Чтобы провести макроанализ для выявления образования межкристаллитной коррозии у нержавеющих сталей.
- С помощью этой технологии обрабатываются мелкие металлические детали, такие как шестерёнки наручных часов.
- Обработка меди применяется для изготовления полупроводниковых микросхем и печатных плат в электронике. Этим методом выполняется нанесение токопроводящего рисунка на микросхему.
- Для быстрой очистки изделий горячего металлопроката, термообработанных деталей, от окислов.
- В авиастроении с помощью этой технологии уменьшают толщину алюминиевых листов для снижения массы самолёта.
- При изготовлении металлических надписей и рисунков. Травлением получают рельефные изображения, нарисованные путём удаления слоя металла по определённому трафарету.
Виды травления
Основные разновидности применяемой в промышленности обработки металлов:
- электролитическое – бывает катодное и анодное;
- химическое;
- плазменное.
Электролитическое травление
Электролитическая или гальваническая обработка металла применяется для быстрой очистки деталей, нанесения гравировок и получения пазов. Металлические детали погружают в кислотный или солевой электролит. Деталь становится катодом – отрицательным электродом или анодом – положительным электродом. Поэтому классифицируют два типа электролитического травления – катодное и анодное.

- Катодное травление. Метод применяется для снятия окалины с поверхности изделий из углеродистых сталей после горячей прокатки или проведения закалки в масле. При катодном травлении материалом для анода служит свинец, электролитом является раствор соляной, серной кислоты или соли щелочного металла. В процессе электролиза на катоде активно выделяется газообразный водород, который взаимодействует с железом, и отрывает окалину. Металлическая поверхность при катодном методе активно насыщается водородом, что повышает хрупкость заготовки. Поэтому для тонкостенных изделий катодный способ не применяют.
- Анодная электрохимическая очистка. Это самый распространённый в машиностроении способ. Процесс заключается в механическом отрывании на аноде оксидной плёнки кислородом и смешивании с электролитом металлических молекул. Электролит представляет собой раствор кислот или солей обрабатываемого металла. В качестве катода применяют свинец, медь и другие металлы. При анодной обработке поверхность изделий становится чистой, с небольшой шероховатостью, а металл растворяется в электролите. При этом способе существует риск уменьшения толщины заготовки и перетравливания.
Химическое травление
Метод химической обработки используют для очистки поверхности детали от оксидной плёнки, окалины и ржавчины для заготовок из следующих материалов:
- чёрных металлов;
- нержавеющих и жаропрочных сталей;
- титана и его сплавов;
- алюминия.
Для травления применяют серную, соляную или азотную кислоту. Заготовку погружают в кислотный или щелочной раствор, расплав соли и выдерживают на протяжении нужного временного интервала. Необходимое время для очистки может составлять от 1 до 120 минут.
Процесс очистки происходит за счёт выделения водорода при взаимодействии кислоты с металлом. Молекулы кислоты проникают через поры и трещины под оксидную плёнку. Там они взаимодействуют с металлической поверхностью, выделяется водород. Выделяющийся газ отрывает оксидную плёнку и очищает деталь.
Одновременно с оксидами в кислоте растворяется обрабатываемый металл. Чтобы предотвратить этот процесс используются ингибиторы коррозии.
Плазменное травление
При ионно-плазменном способе очистка и снятие поверхностного слоя происходит путём бомбардировки детали ионами инертных газов, которые не вступают в химическую реакцию с молекулами обрабатываемого материала. Позволяет делать высокоточные насечки, пазы с точностью до 10 нм. Технология применяется в микроэлектронике.
Плазмохимический метод предусматривает возбуждение плазмы в химически активной среде, что вызывает образование ионов и радикалов. Активные частицы, попадая на металлическую поверхность, вызывают химическую реакцию. При этом образуются лёгкие соединения, которые удаляются из окружающей воздушной среды вакуумными насосами.
Метод основывается на химических реакциях, возникающих при использовании химически активных газов, таких как кислород, обладающих большой реакционной способностью. Эти газы активно взаимодействуют в плазме газового разряда. В отличие от плазменной обработки в инертных газах при этом способе очистки активный газ вступает в реакцию только с определёнными молекулами.
Недостатком этого метода является боковое расширение пазов.
Травители
Травление углеродистых сталей осуществляется в 8-20% растворе серной или 10-20% соляной кислоты. С обязательным добавлением ингибиторов коррозии (КС, ЧМ, УНИКОЛ) для устранения хрупкости материала и уменьшения возможности перетравливания.

Изделия из нержавеющей или жаропрочной стали обрабатываются с применением раствора, состоящего из: 12% соляной, 12% серной, 1% азотной кислоты. Если требуется, обработку делают в несколько ступеней. Первая – в 20% соляной кислоте разрыхляется окалина. Второй этап – это погружение в 20-40% раствор азотной кислоты для полного удаления поверхностных загрязнений.
Толстый слой окалины, который образуется на нержавеющей стали, при её производстве удаляют 75-85% расплавом едкого натра с 20-25% азотнокислого натрия. После чего в 15-20% азотной кислоте производится полное удаление окислов.
Обработку алюминия и сплавов на его основе используют снятия тугоплавкой оксидной плёнки с поверхности заготовки. Для этого применяются щелочные или кислотные растворы. Обычно используют 10-20 % щёлочь, при температуре 50-80 ºС, процедура травления занимает менее 2 минут. Добавка в щелочь хлористого и фтористого натрия делает этот процесс более равномерным.
Очистка титана и его сплавов, проводимая после термической обработки, выполняется в несколько этапов. На первой стадии в концентрированном едком натре разрыхляют окалину. Затем удаляют окалину в растворе из серной, азотной или фтористоводородной кислоты. Для удаления оставшегося травильного шлама используют соляную или азотную кислоту с добавкой небольшого количества фтористоводородной кислоты.
При обработке меди и ее сплавов используют травители из перекиси водорода, хромовой кислоты и следующих солей:
- хлорида меди;
- хлорида железа;
- персульфата аммония.
Этот информационный материал подробно описывает применяемый на металлургических предприятиях процесс травления. Способ позволяет быстро очищать поверхность металла от окислов, окалины, ржавчины и других загрязнений. Благодаря травлению можно наносить на металл различные рисунки, создавать сложные микросхемы и делать микроскопические каналы нужной формы.
Виктор Кузнецов

Лучшее травление получается, если изделие натирать мокрыми опилками лиственных пород. Лучше всего — дубовыми или осиновыми. Берёзовые опилки очень быстро растворяются в кислоте, по¬этому пользоваться ими нежелательно. Если объем работ велик (а химикаты дороги), то удобнее травить в жидкостях, для чего потребуются соответствующие ёмкости¹.
Из кислот достаточно иметь соляную, азотную и уксусную. Также потребуется хлорное железо, уксуснокислое железо и азотнокислое серебро (ляпис). Хлорное железо продаётся в радиомагазинах и на радиорынках, а уксуснокислое можно получить самому, бросив горсть гвоздей в 80-процентную уксусную кислоту и выдержав до полного их растворения. Аналогично получается и ляпис — растворением серебряного полтинника 20-х годов в азотной кислоте.
Растворы органических кислот дают более яркие, контрастные рисунки, меньше разрушают металл, но они нестойкие, практически одноразовые, готовить их приходится всякий раз заново, и результат применения нестабилен, поскольку зависит от многих факторов. Например, в Индии готовят травильные растворы, настаивая травы с едким соком. Процесс длительный, но безопасный для металла и рук самого мастера². Иногда можно получить чёткий рисунок, просто натирая нож лимоном.
¹/В качестве колб можно использовать 8 шт.-однолитровых пластиковых бутылей из-под молока, Если срезать горлышко, получается удобный сосуд, в который помещается нож 40×270 мм.
²/Излишне приводить здесь перечень мер предосторожности, которые совершенно необходимо соблюдать при работе с неорганическими кислотами ввиду их чрезвычайной агрессивности. Подобные сведения содержатся в любом справочнике по технике безопасности, да и просто вытекают из здравого смысла (Прим. ред.). Природные же составы практически безвредны.
Все растворы следует обязательно готовить на дистиллированной воде (можно на дождевой — в ней иногда присутствует сернистая кислота, зато нет солей и оснований). Любой раствор удобнее готовить в количестве двух литров, и выставлять бутыли в два ряда: первый рабочий, второй — запасной, для долива убытка. Таким образом, этих двух литров может хватить на несколько лет при высокой повторяемости результатов.
Рабочая температура азотнокислых растворов — комнатная, а солянокислые желательно подогревать до 30°С, иначе рисунок не будет контрастным. Греть раствор следует, поместив бутылку в ёмкость с горячей водой.
- Раствор №1. 3-5%-ный раствор соляной кислоты.
- Раствор №2. 5%-ный раствор азотной кислоты.
- Раствор №3. 2 л уксуса (6%) + 100 г хлорного железа + 100 мл концентрированной соляной кислоты. Сутки не укупоривать плотно, затем перемешать и разлить по бутылкам.
- Раствор №4. 300-500 мл уксуснокислого железа, разбавить водой до 2 л и разлить по бутылкам.
- Раствор №5. Так называемый раствор Делешана (самый дорогой): в 1 л водки добавить 100 мл концентрированной азотной кислоты и 20-30 г ляписа. Можно бросить пару полтинников до полного растворения, и неделю не укупоривать плотно, пока не завершится реакция. С готовым ляписом достаточно суток.
- Раствор №6. Концентрированный раствор пищевой соды для нейтрализации кислот (в том числе — если кислота брызнула не туда, куда надо, особенно на открытые участки тела или в лицо). Удобнее всего держать его в трехлитровой банке.
Технология травления
Основной закон травления — получение прочной плёнки окислов с ярким рисунком на гладкой шлифованной поверхности. Эта плёнка и декоративная, и защитная. Совершенно недопустимо глубокое рельефное травление, которым сейчас грешат все.
Во-первых, глубокий рельеф выявляет структуру железных дендритов, не показывая, что перед нами — сталь или булат. Во-вторых, глубокое травление ухудшает рабочие качества клинка, увеличивая трения при резе. Кислота проникает очень глубоко по микроскопическим швам и разъедает дамаск, уменьшая прочность на излом.
Главное заблуждение травильщиков в том, что изделие не обязательно выводить, шлифовать и полировать — все сделает травление! Отнюдь — каждая царапина, разъедаемая кислотой, превращается в рытвину и смазывает рисунок. Видя, что картинка нечёткая, травят ещё сильнее и получают рельеф — порочный круг замыкается. На самом же деле хорошее травление получается только при высоком классе предварительной выводки и полировки, а также при минимальном времени воздействия кислоты на металл, чтобы полировка не была нарушена, а лишь окрасилась, создавая ощущение прозрачности и глубины.
Иногда (редко) такое все же невозможно, и приходится травить рельеф. Обычно это бывает на сильно легированных сталях — однако и в этом случае травят минимальное время, а потом клинок подвергается полировке, чтобы зачернённые участки были утоплены не более чем на 0,1 мм, и не создавали бы при резе дополнительного трения.
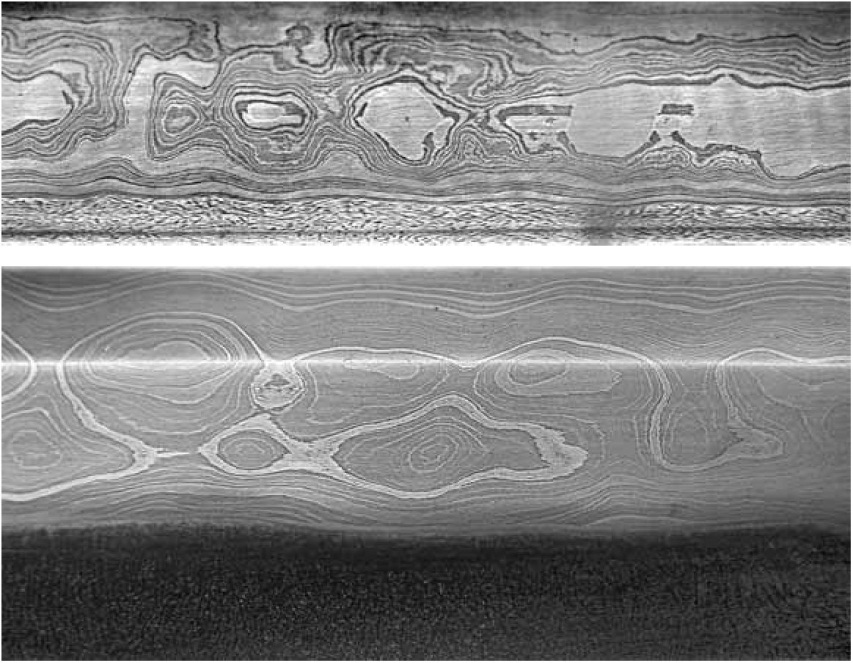
Поэтому каждое изделие (если оно не на «потоке») приходится обрабатывать по-своему. Вначале полируется хвостовик, чтобы потренироваться на нем, а при получении хорошего результата настаёт очередь всего клинка. Далее показаны образцы травления, которые можно считать удачными. Применялись только перечисленные выше растворы, остальное — дело опыта!
Чёрный дамаск и булат
- 1 сек. в растворе №1(макнуть и дать стечь);
- 30 сек. в растворе №3, промыть водой и стряхнуть, не вытирая;
- 2 часа в растворе №6, промыть водой и высушить, не вытирая;
- обрызгать WD-40 и оставить на сутки, затем протереть мягкой тряпкой.
Чёрный булат
- 5 сек. в растворе №2, протереть насухо;
- 10 сек. в растворе №5, протереть. Повторить 3-4 раза, чередуя №2 и №5;
- 2 часа в растворе №6, промыть водой, встряхнуть, протереть, обрызгать WD-40, через сутки протереть насухо.

Чёрный дамаск и булат
- 5 сек. в растворе №2, протереть насухо опилками;
- 1 сек. в растворе №1 (макнуть и дать стечь);
- 30 сек. в растворе №3, промыть водой и стряхнуть, не вытирая;
- 2 часа в растворе №6, промыть водой, высушить, не вытирая (иначе будут полосы). Обрызгать WD-40,через сутки протереть насухо.

Дамаск и булат
- 5 сек. в растворе №2, протереть насухо;
- 1 сек. в растворе №4, промыть водой;
- 2 часа в растворе №6, промыть водой, высушить, не вытирая (иначе будут полосы).
- отполировать пищевой содой с WD-40;
- обрызгать WD-40 и оставитьна сутки, затем протереть мягкой тряпкой.
- 5 сек. в растворе №1, протереть насухо опилками;
- 1 мин. в растворе №5, протереть насухо;
- 1,5 мин. в растворе №3, протереть насухо;
- отполировать рельеф наждачкой №2000. 5000;
- около часа натирать сухой питьевой содой на губке.

