Рукав для сварки алюминия полуавтоматом
Как варить алюминий полуавтоматом? Технология сварки с использованием защитного газа и присадочного материала
На поверхности алюминия всегда образуется оксидная плёнка, её нужно удалять, иначе варить металл будет крайне сложно, а полученная деталь будет низкого качества.
Чаще всего полуавтомат используют, когда нужно что-то наплавить или закрыть зазор.
У алюминия высокая теплопроводность, а работать с ним нужно при низких температурах.
Подготовка материала к сварке
Перед процессом нужно сделать следующее:
- отшлифовать поверхность;
- убрать налёт и оксидную плёнку: щётками, специальными машинками или флюсами;
- обезжирить поверхность ацетоном;
- расшить кромки (если толщина заготовки более 5 мм);
- края деталей обрезать под углом 30-45 градусов и обработать флюсом;
- чтобы детали не деформировались, их нужно заранее подогреть.
Технология сварки алюминия полуавтоматом
Соблюдаются следующие условия:
- Проволоку нужно подавать плавно, всегда впереди горелки.
- Горелку двигать всегда вдоль шва.
- Скорость работы – максимальная.
- Если при работе используются тонкие пластинки металла, нужно подложить под него нержавейку, чтобы не прожечь.
- Важно учитывать усадку металла: коэффициент его расширения выше, чем у других.
- Необходимо как можно точнее выставить параметры аппарата и скорость подачи присадочного материала.
- Использовать защитный газ – аргон или смесь аргона и гелия.
- После работы подождать, пока металл остынет и проверить качество соединения с помощью керосина.
- Обработать шов и придать ему эстетический вид.
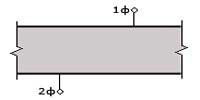
 Схема сварки алюминия полуавтоматом
Схема сварки алюминия полуавтоматом
Какой защитный газ используют
При работе на полуавтомате с алюминием рекомендуют использовать аргон или смесь аргона с гелием. Последнюю смесь применяют для заготовок с большим сечением.
В отдельных случаях полуавтоматическая сварка данного металла может выполняться и без газа, но тогда необходимо использовать специальную порошковую проволоку, испарения которой формируют защитную среду, либо осуществлять процесс под слоем флюса.
Аргон создаёт защитный слой, который ослабляет воздействие атмосферного воздуха, следовательно, на шве будет меньше различных окисей.
Использование газа замедляет рабочий процесс, зато результат – высокое качество полученного шва.
Можно ли варить алюминий полуавтоматом без защитного газа
Иногда алюминий варят без газа, но чтобы вокруг металла была защитная среда, используют порошковую проволоку. Её испарения защищают металл от образования окисей.
Оборудование и его настройка
С алюминием можно работать на любом оборудовании, но чаще всего сварка этого металла проходит на импульсных или инверторных сварочных аппаратах.
Инвертор (ТИГ) работает на переменном токе высокой частоты, процесс сварки значительно дольше импульсного.
Полуавтомат для сварки алюминия должен соответствовать следующим требованиям:
- наконечник под алюминий должен быть на 0,2-0,3 мм больше, чем диаметр проволоки;
- проволока должна быть тоже алюминиевая;
- шланг не должен быть длиннее 3 метров, без скрученных участков;
- канал подачи лучше заменить на тефлоновый;
- механизм подачи сварочного полуавтомата оснастить 4 роликами с U-образными канавками.
 Примерная стоимость полуавтоматических аппаратов для сварки на Яндекс.маркет
Примерная стоимость полуавтоматических аппаратов для сварки на Яндекс.маркет
Перед началом работы нужно правильно выставить рабочие режимы полуавтомата: напряжение, силу тока, скорость подачи сварочной проволоки, полярность и внимательно подобрать расходные материалы.
Приблизительные параметры для металла толщиной 2 мм: напряжение 15 В, сила тока 140-150 А.
Присадочный материал для работы
Присадочную проволоку, с помощью которой варят алюминий, производят по двум стандартам:
Важно использовать проволоку сразу после распаковки коробки. В открытой среде она хранится недолго. Воздух ухудшает её качественные характеристики и окисляет.
Техника безопасности при работе
Обязательно нужно соблюдать меры безопасности во время сварочного процесса:
- проверить технику и целостность электрических проводов перед работой;
- работать в специальной защитной одежде и маске;
- не варить на открытом воздухе под дождём;
- если процесс сварки идёт с защитным газом, отодвинуть баллоны минимум на 5 метров от места сварки.
Плюсы и минусы сварки полуавтоматом
- Экономичность: себестоимость полуавтомата ниже аргоновой сварки.
- Полуавтомат – универсальная и относительно несложная техника.
- Процесс сварки занимает немного времени, поскольку присадочная проволока подаётся автоматически.
- Если не использовать защитный газ, швы получаются некачественными.
- Если нет возможности использовать газ, нужно обязательно использовать флюс.
- Высокая скорость электрической сварки усложняет процесс формирования нормального валика шва.
Как варить алюминий полуавтоматом для начинающих
При ответственном ремонте алюминиевых деталей, монтаже каркасов из профиля электродами не сделать надежных соединений. При сварке алюминия полуавтоматом швы получаются качественные. Можно варить легкий металл электродуговой сваркой в среде аргона или углекислого газа с использованием специальных тугоплавких электродов и присадочной проволоки, но сварка полуавтоматом – наиболее эффективный и надежный метод обработки алюминиевых сплавов.
Если проводят сварку алюминия полуавтоматом без газа, применяют защитные флюсы или используют специальную многокомпонентную порошковую проволоку, которая при нагревании создает газовое облако, препятствующее окислению.

Особенности сварки алюминия полуавтоматом
Легкий металл относится к плохо свариваемым из-за оксида, образующегося на поверхности под воздействием воздуха. С деталей необходимо предварительно счищать оксидную пленку, она, в зависимости от сплава, прогорает при +2050 – +2200°С, а температура плавления алюминия всего +660°С.
У алюминиевых сплавов высокая теплопроводность: детали быстро прогреваются при нагреве и сразу остывают, как только исчезает источник тепла. При термообработке в алюминиевых заготовках возникают внутренние напряжения, из-за них на шве появляются трещины.
Решая, как заварить алюминий полуавтоматом, необходимо предусмотреть предварительный прогрев заготовок газовой горелкой до +150 – +190°С. Специалисты используют подкладки, отводящие тепло, они не дают алюминию сильно прогреваться и быстро остывать. Важно придерживаться режима сварки, чтобы не прожечь тонкие детали.
Какой полуавтомат подойдет для сварки алюминия
Производители предлагают бытовое и сварочное оборудование в большом ассортименте. Есть компактные модели, генерирующие ток различных параметров.
Функционал
При выборе сварочного полуавтомата для сварки алюминия в частную мастерскую, автосервис, лучше выбирать устройства с функцией TIG, вырабатывающие импульсный ток высокой частоты. Они оснащены режимом «PULSE». Работа на них снижает риск прожогов, поддерживается стабильная короткая дуга. С инверторами TIG без импульсного блока работа идет в три раза медленнее, но качество соединения тоже будет высоким.
Простенькие инверторы с функциями MIG/MAG применяют для бытовых целей, к ним можно подключать аргон и углекислый газ. С такими инверторами сложно сделать качественное соединение, они рассчитаны на невысокие токи. За дополнительные функции платить не стоит. Чем сложнее будет оборудование, тем больше риск поломки.
Мощность
Толстый алюминий варят на высоких токах, поэтому для профессиональной работы лучше выбирать трехфазный сварочный аппарат на 380 В. Бытовые подключаются к стандартной сети 220 В, удобны полуавтоматы с двумя входами.
Технические характеристики
Длина шланга для подачи присадочной проволоки не должна превышать 3 метра, мягкая присадка в длинном шланге будет перегибаться, металл легко поддается деформации. Силу трения минимизирует тефлон, обычный канал меняют на тефлоновый. Для сварки алюминия лучше выбирать полуавтоматы с 4-х роликовым механизмом подачи проволоки, канавки должны быть U-образными. Такой блок полуавтомата не будет заминать проволоку во время подачи. Двухроликовые устройства не такие надежные. Диаметр наконечника должен превышать размер проволоки, нужно учитывать коэффициент расширения металла, увеличение толщины присадки в рабочей зоне.
Настройка сварочного полуавтомата
Для работы полуавтомата по алюминию не существует универсальных настроек. Сварщики ориентируются на толщину заготовки. В быту чаще варят 2-мм алюминий, для этого выставляют рабочее напряжение 15 В, ток в зависимости от состава легирующих добавок, регулируют в диапазоне от 100 до 150 ампер. Скорость подачи проволоки регулируют, исходя из личного опыта сварки. Это усредненные настройки, они корректируются по ходу работы. MIG сварка алюминия проводится с обратной полярностью: на заготовку выводят минусовую клемму, на подающий мундштук – плюсовую.
Что еще нужно для сварки алюминия полуавтоматом
Для TIG сварки используют вольфрамовый неплавящийся электрод. В качестве защитного газа используют баллоны с углекислотой или инертный защитный газ (аргон или смесь аргона и гелия). При выборе присадочного материала учитывают марку свариваемого сплава. Проволока должна соответствовать размеру заготовки. Для толстостенных деталей используют присадку диаметром от 1,2 до 1,6 мм, для тонких – от 0,8 до 1,2 мм.
Технология сварки
В домашних условиях заготовки варят бытовым полуавтоматом постоянным током обратной полярности. Своими руками можно сделать вполне приличный шов, если соблюдать технологию:
- Сначала нужно подготовить оборудование. Подбирают наконечник под полуавтомат для сварки алюминия. Он должен быть на несколько мм больше размера проволоки.
- Детали в рабочей зоне зачищают до блеска, используя шлифовальную машинку или металлическую щетку.
- Выбирают режим работы с учетом толщины заготовки, сплава. Можно использовать настроечные таблицы, оговоренные ГОСТ.
- Подачу защитного газа включают за несколько секунд до розжига дуги, чтобы образовалось защитное облако газа.
- Разжигают дугу, поддерживая расстояние между ванной расплава и насадкой не более 15 мм, минимальный зазор – 1 см.
- Скорость подачи присадки регулируют постепенно, сразу на максимум не устанавливают, следят, чтобы металл хорошо проваривался.
- Дугу ведут ровно, формируя равномерный наплавочный валик.
- В конце работы дугу сначала плавно отводят в сторону, только после этого отключают ток. Подачу защитного газа не прекращают в течение 10-20 секунд, пока остывает рабочая зона. Она предохраняет расплавленный металл от воздействия кислорода.
Полезные советы
Чтобы качественно заварить металл полуавтоматом, стоит прислушаться к профессионалам:
- Для очистки алюминия нежелательно использовать металлические щетки, которыми чистили другие металлы, лучше вязать новую, без посторонних включений. Лучше использовать химическую обработку металла кислотой с последующей промывкой.
- При сварке алюминия полуавтоматом в аргоне на четырехтактном импульсном токе металл прогревается быстрее, в зоне расплава создается высокая температура. Снижается вероятность попадания остаточного слоя оксида в шов.
- Снизить внутренние линейные напряжения можно, убавляя ток к финальному этапу сварки. Начинают работу, наоборот, на максимальном режиме, чтобы пробить оксидированный слой.
- Работая полуавтоматом в среде углекислого газа, резких движений не делают, насадка должна расплавляться равномерно.
- Когда используют защитную атмосферу, рабочую зону ограждают от сквозняков, чтобы порывы ветра не сносили в сторону газовое облако.
- При работе необходимо соблюдать технику безопасности, использовать спецодежду, индивидуальные средства защиты, в том числе для органов дыхания, некоторые легирующие добавки оказывают на организм токсическое действие.
Полуавтоматическая сварка алюминия в домашних условиях требует определенных навыков. Новички могут сварить металл некачественно, тогда его будет корежить, шов растрескается. Перед тем, как браться за ответственные соединения, нужно «набить руку», научиться выдерживать оптимальное расстояние, выработать скоростной режим.
Особенности сварки алюминия полуавтоматом – технология и оборудование
Сварка алюминия полуавтоматом – это процесс, требующий не только наличия определенных навыков, но и знания особенностей данного материала, варить который достаточно непросто. Однако освоить этот сложный процесс может почти каждый желающий, затратив на это не так уж много времени и приложив к обучению свое старание и желание овладеть новыми полезными навыками.

Процесс сварки алюминия полуавтоматом
В чем заключаются особенности и сложности сварки деталей из алюминия
Основная сложность соединения алюминиевых деталей при помощи сварки заключается в том, что на поверхности данного металла всегда присутствует тугоплавкая оксидная пленка, которую необходимо удалить. Если пренебречь этим требованием, то варить алюминий будет очень сложно, а полученное соединение будет обладать очень низким качеством.
Сварка алюминия полуавтоматом или с использованием любого другого оборудования осложнена еще и тем, что данный металл отличается очень высокой теплопроводностью и невысокой температурой плавления. Именно из-за этого заготовки из алюминия при сварке часто прожигаются и деформируются.

Зачистка алюминиевой заготовки углошлифовальной машиной
Подготовка деталей из алюминия и сплавов на основе данного металла к сварке должна решить сразу две задачи: удаление с поверхности металла тугоплавкой окисной пленки и исключение возможности деформации соединяемых заготовок в процессе выполнения сварочных работ.
Пленку удаляют при помощи механической зачистки области соединения металлическими щетками, напильниками и шлифовальными машинками либо специальными флюсами. Чтобы избежать деформации соединяемых деталей в процессе сварки, их предварительно нагревают в печах или при помощи газовой горелки.
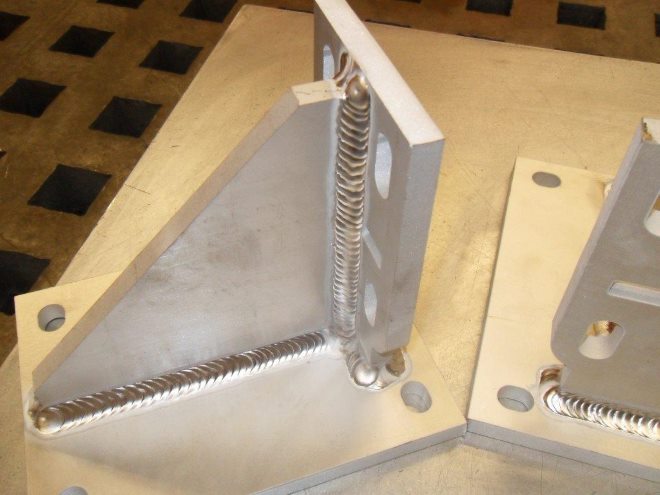
Качественно выполненное сварное соединение алюминиевых деталей
Требования к оборудованию для полуавтоматической сварки алюминия
Сварка алюминия полуавтоматом может выполняться на любом оборудовании, но лучших результатов позволяют добиться импульсные сварочные аппараты. Инверторные устройства (ТИГ), на которых сварка выполняется на переменном токе высокой частоты, также обеспечивают высокое качество получаемого соединения, но процесс на них происходит в три раза медленнее, по сравнению с импульсным оборудованием. Однако для тех домашних мастеров, которые собираются варить детали из алюминия своими руками, ТИГ-аппараты являются оптимальным выбором.
Технология сварки алюминия полуавтоматом подразумевает использование защитного газа, в качестве которого используется аргон или смесь этого газа с гелием (если варить необходимо заготовки большого сечения). В отдельных случаях полуавтоматическая сварка данного металла может выполняться и без газа, но тогда необходимо использовать специальную порошковую проволоку, испарения которой формируют защитную среду, либо осуществлять процесс под слоем флюса.
Полуавтомат для сварки алюминия должен соответствовать ряду требований, которые учитывают особенности как свариваемых деталей, так и расходных материалов, используемых для выполнения соединения. Среди таких требований необходимо выделить следующие:
- Диаметр отверстия в наконечнике, через которое подается сварочная проволока, должен иметь некоторый запас по своему размеру. Объясняется это требование тем, что алюминиевая проволока, используемая для сварки, в процессе нагрева значительно расширяется, что может привести к ее застреванию в подающем отверстии.
- Шланг полуавтомата, через который подается сварочная проволока, должен быть не слишком длинным (не более 3 метров), что объясняется мягкостью используемой проволоки из алюминия, которая может деформироваться. Не допускается, чтобы на таком шланге были скручивания и сильно изогнутые участки.
- Чтобы минимизировать силу трения сварочной проволоки, подающейся через шланг полуавтомата, рекомендуется заменить обычный канал подачи на тефлоновый.
- Чтобы механизм подачи сварочного полуавтомата не заминал мягкую алюминиевую проволоку, он должен быть оснащен 4 роликами, имеющими U-образные канавки. Использование такого подающего механизма позволит обеспечить минимальное механическое воздействие на поверхность проволоки.

Четырехроликовый механизм, обеспечивающий плавную подачу алюминиевой проволоки
Если вы собираетесь выполнять сварку заготовок из алюминия своими руками достаточно часто и вам важна производительность данного технологического процесса, то лучше использовать для этих целей специализированное оборудование, работающее в импульсном режиме. В таком полуавтомате изначально заложен синергетический режим сварки, что дает возможность эффективно использовать это устройство для соединения деталей, изготовленных из алюминия.
Если же вас в первую очередь интересует качество формируемого сварного шва, а не скорость технологического процесса, то лучше использовать для сварки алюминиевых деталей в среде аргона упомянутый выше инвертор ТИГ. Такое оборудование стоит значительно дороже, но обеспечивает высокое качество сварного шва, его однородность и отсутствие в нем пор.

Инверторный полуавтомат марки «Кедр» с выносным механизмом подачи проволоки
Условия сварки алюминия
Алюминий, являясь металлом с высокими прочностными характеристиками, требует особых условий при выполнении сварки. При соблюдении этих условий можно варить детали из данного металла и своими руками.
- Поверхности соединяемых заготовок должны пройти обязательную очистку от окисной пленки, для чего можно использовать механические или химические способы.
- Необходимо применение наконечника с отверстием большего диаметра, чем диаметр сварочной проволоки.
- Сварку следует выполнять в среде защитного газа, в качестве которого преимущественно используется аргон.
- Требуется следить за стабильностью длины сварочной дуги. Интервал этого параметра должен составлять 12–15 мм. Следует также контролировать скорость выполнения сварки, которая не должна быть слишком высокой (в противном случае не получится достичь качественной проварки соединяемых деталей).
- Если сварка выполняется без использования защитного газа, необходимо выполнять ее при помощи порошковой проволоки или под слоем специального флюса. Защита зоны сварки необходима для того, чтобы минимизировать влияние на нее негативных факторов внешней среды, а также не допустить образования на поверхности соединяемых деталей тугоплавкой оксидной пленки.
- Чтобы формирование сварного шва не сопровождалось его деформацией, подачу защитного газа следует отключать не сразу после окончания процесса сварки, а спустя 5–7 секунд.
- Достичь хороших результатов при выполнении сварки полуавтоматом алюминия позволяет использование четырехтактного импульсного режима.
Соблюдение вышеперечисленных условий выполнения полуавтоматической сварки деталей, изготовленных из алюминия и сплавов на основе данного металла, не гарантирует высокого качества формируемого соединения, если неправильно выбраны рабочие режимы такого технологического процесса.
Как правильно настроить оборудование
Сложность сварки алюминия обусловлена не только химическими свойствами данного металла, но также необходимостью строго придерживаться оптимальных режимов выполнения данной технологической операции. Для того чтобы хорошо усвоить правила выполнения такого непростого процесса, недостаточно будет просто посмотреть обучающее видео, важно понимать нюансы осуществления данной операции.
К особенностям рассматриваемого процесса, о которых не расскажет обучающее видео, относятся следующие.
- Перед началом сварки важно правильно выбрать и выставить рабочие режимы полуавтомата (напряжение, силу тока, скорость подачи сварочной проволоки, полярность).
- Чтобы полученный сварной шов обладал требуемым качеством и надежностью, необходимо правильно подобрать расходные материалы.
- Если посмотреть видео, демонстрирующее сварку алюминия полуавтоматом, можно обратить внимание на то, что данный процесс сопровождается образованием большого количества копоти. Это также следует учитывать при выполнении такой технологической операции.
Как и любой сложный технологический процесс, сварка деталей из алюминия при помощи полуавтомата требует тщательной подготовки, в рамках которой выполняются следующие мероприятия:
- подбираются наконечники для сварочного оборудования, которые оптимально подойдут для присадочной проволоки определенного диаметра;
- выполняется тщательная зачистка поверхностей деталей, которые необходимо варить;
- выбираются режимы сварки полуавтоматом, которые зависят от нескольких параметров: толщины соединяемых деталей, типа соединения и др. (чтобы облегчить себе выбор режимов сварки, можно использовать специальные таблицы или параметры, которые оговорены требованиями соответствующих ГОСТов);
- при выполнении сварки алюминия полуавтоматом наконечник устройства располагают под требуемым углом к поверхности соединяемых деталей.
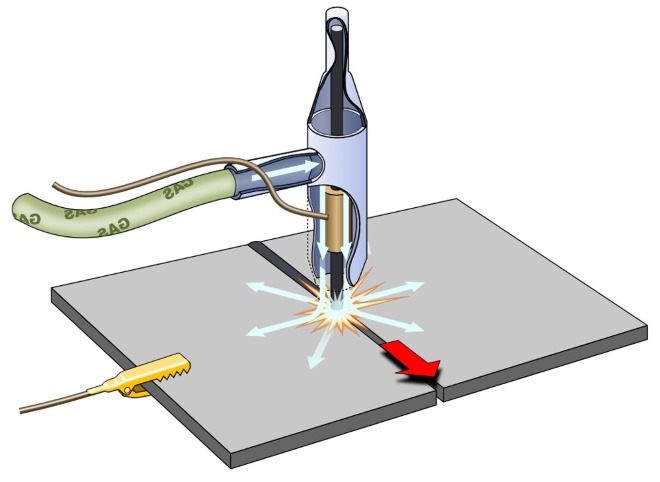
Схема наложения шва при сварке алюминия
При сварке алюминия, который отличается высокой теплопроводностью, очень важно контролировать степень нагрева соединяемых заготовок, чтобы не допустить их перегрева и, как следствие, деформации.
Выбираем аппараты для полуавтоматической сварки алюминия
Для сварки алюминия, которую вы собираетесь выполнять своими руками, очень важно правильно выбрать оборудование, позволяющее получать качественное и надежное соединение.
При выборе подходящего агрегата следует учитывать ряд параметров.
В том случае, если варить алюминий вы собираетесь постоянно, лучше выбрать полуавтомат профессионального типа, отличающийся высокой мощностью.
Режим работы сварочного аппарата
Оптимальным по своим характеристикам является оборудование, работающее в импульсном режиме (PULSE). Использование такого полуавтомата не только обеспечивает разрушение окисной пленки и предотвращает риск прожигания соединяемых деталей, но и гарантирует получение качественного и надежного сварного шва.
Отдельные модели сварочного оборудования могут работать от обычной электросети, но более стабильную работу демонстрируют те из них, которые подключаются к трехфазной электрической сети с напряжением 380 В. Такие аппараты обеспечивают стабильность сварочной дуги и равномерность распределения нагрузки на электрическую сеть.
На выбор оборудования для выполнения сварочных работ с алюминием и сплавами на основе данного металла оказывает влияние и торговая марка, под которой оно выпускается. Среди опытных специалистов большой популярностью пользуются полуавтоматы от немецких и итальянских производителей, а также аппараты отечественного производства.
Сварка деталей из алюминия и сплавов на основе данного металла является достаточно сложным технологическим процессом, к выполнению которого следует привлекать только квалифицированных специалистов, обладающих опытом работы в данной области.
Сварка алюминия полуавтоматом
Алюминий используется во многих производственных процессах. Однако при изготовлении конструкций возникают трудности со сваркой элементов. Специфические свойства металла зачастую не приводят в результате к прочному и надежному шву. Особенно это проявляется при работе без соответствующих навыков.
Современные технологии не стоят на месте, и сегодня сварочное соединение алюминия выполняется специализированными полуавтоматами (MIG/MAG). Устройства способны преодолеть сопротивление тонкой оксидной пленки материала и создать наилучший шов.

Технология сварки
Сваривание алюминиевых заготовок происходит с помощью плавящего электрода в газовой среде, либо самозащитной проволоки. Окисления не происходит благодаря действию инертного газа. Наиболее часто в этих целях применяют аргон. Подается электрод в автоматическом режиме, а движение горелкой осуществляется вручную. Такой процесс соединения заготовок называют MIG/MAG-сварка.
Работать с металлом рекомендуется с газом, так как его отсутствие ведет к отрицательному действию:
- шов характеризуется повышенной пористостью и низкой прочностью;
- образовавшийся шлак сложно удалить;
- сильно разбрызгивается материал.
Без газа сваривают только для удешевления. Поэтому преимущественно его используют “кустари”, которым важна экономия, а не качество шва.
Еще одной особенностью алюминиевых изделий по сравнению со стальными является высокая теплопроводность, что приводит к повышению скорости подачи. А с крупногабаритными изделиями требуется дополнительный их прогрев.
Модели полуавтоматов выпускаются со стандартным набором опций, либо с наличием импульсного режима. Второй вариант оборудования обеспечивает более качественный результат. Объясняется это воздействием импульса на металл, что приводит к мгновенному пробиванию оксидной пленки на поверхности заготовки. В это же время алюминий на электроде плавится и вдавливается в обрабатываемую деталь.
MIG/MAG наибольшее распространение получила на различных производствах. При этом надежность и прочность швов обеспечиваются:
- выполнением работ высококвалифицированными сварщиками;
- необходимы инертный газ и высококачественная присадка;
- применением функционального профессионального оборудования.
Сравнение сварки полуавтоматическим и аргонодуговым методами
Отличия между двумя методами:
- Использование различных видов электродов. Для TIG-метода они производятся из тугоплавкого вольфрама, при MIG/MAG-сварке применяется проволока из алюминия.
- Аргонодуговая производится только в ручном режиме. Она обеспечивает более прочные и качественные швы, поэтому применяется для соединения наиболее ответственных участков конструкций.
- Применение вольфрамовых стержней требует оснащения дорогостоящими комплектующими, что повышает себестоимость процесса.

Особенности и достоинства
К особенностям такого типа сварки относятся:
- Необходимость применения качественную проволоку. Плохая присадка ухудшает стабильность и эффективность процесса.
- Необходимость использования аппарата с импульсным режимом для получения наиболее качественного шва.
- Увеличенные значения подачи (выше на 15-20%) и напряжения (выше на 30%) по сравнению с черными металлами той же толщины.
- Высокая производительность. По сравнению с TIG-методов скорость повышается в 2-3 раза.
- Простота процесса. Работать с агрегатом может практически любой человек, получая при этом шов достаточно высокого качества. С аргонодуговой справится может только специалист.
Требования к оборудованию
Аппараты должно отвечать следующим требованиям:
- Должен использоваться ток обратной полярности.
- Механизм подачи должен включать 4 ролика, так как из-за мягкости материала может происходить его замятие. При этом ролики должны быть гладкими, без заусенцев и иметь U-образную форму.
- Рекомендуемый диаметр наконечника больше диаметра сварочной проволоки. Связано это с сильным расширением при нагревании. Для работы предпочтительнее применять электрод AlMg5.
- Оптимальный вариант – чистый аргон. В этом случае получают наилучший сварной шов.
- Необходимо чтобы MIG/MAG горелка была оборудована специальным рукавом из тефлона, который снижает трение присадки.
- Полуавтоматы рекомендуется использовать для сваривания изделий толщиной более 3 мм. При этом необходимо использовать формирующую подкладку с канавкой.
Особенности выбора сварочного аппарата
Современный рынок предлагает широкий ассортимент сварочных полуавтоматов. Для выбора модели следует определиться с назначением оборудования, частотой его использования. Исходя из этого, подбирают устройство. Всего различают 4 основных класса:
- Бюджетный. Он нашел свое применение в частном хозяйстве для бытовых нужд. Модели характеризуются компактностью и малой массой. Для питания достаточно сети в 220 В. Аппараты бюджетного сегмента идеальны для периодического использования.
- Средний. Отличается повышенными техническими показателями – плавной регулировкой тока и подачи, большим потребляемым током и т.д. Однако для получения наилучшего соединения необходимо настроить горелку и заменить ролики.
- Средний с импульсным. Модели среднего класса выделяются многофункциональностью, имеют различные встроенные программы работ. Длительный срок службы обеспечивается надежными комплектующими.
- Промышленный с импульсным. Полуавтоматы промышленного класса характеризуются производительностью и улучшенными техническими характеристиками. Питаются от сети напряжением 380 В и имеют систему жидкостного охлаждения. Использовать их можно в течение длительного времени. При этом работать с ними легко и просто, а получаемые швы отличаются качеством и надежностью.