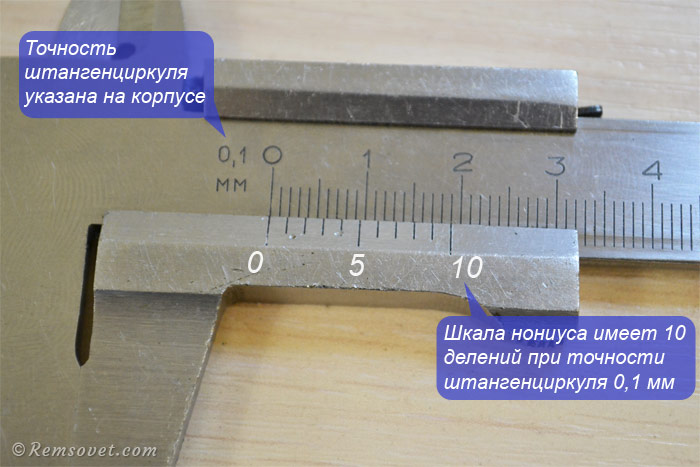
Приспособления для обработки отверстий
Обработка отверстий
Сверление.
Сверлением получают отверстия в сплошном материале. Короткие (неглубокие) отверстия сверлят обыкновенными спиральными сверлами, получая точность 12-13 квалитета, а при малых диаметрах даже более высокую.
Различают два метода сверления: вращением сверла – станки сверлильной группы и вращением детали – станки токарной группы.
Второй метод используют при глубоком сверлении, кольцевом сверлении крупных отверстий, требующем от станка большей мощности и жесткости, чем может обеспечить сверлильный станок. В остальных случаях этот метод является простым следствием включения сверления в состав токарной операции (револьверные станки, токарные автоматы и др.). Для уменьшения бокового отжима сверла в момент врезания предусматривают в предшествующем переходе засверливание отверстия коротким жестким сверлом с меньшим углом при вершине.
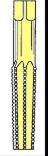
На сверлильных станках операции сверления выполняют с помощью кондукторов. Кондуктор позволяет обрабатывать в одной операции много отверстий одного диаметра. Для получения отверстий разных диаметров в одной операции применяются для закрепления инструмента быстросменные патроны (рис. 5.8). Для повышения производительности применяют многошпиндельные головки или специальные (агрегатные) станки.
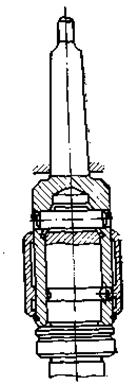
рис. 5.8. Быстросменный патрон
Для точных отверстий сверление является первой операцией (или переходом), подготавливающей отверстие к последующей более точной обработке. Применение кондуктора с быстросменными втулками и быстросменных патронов для закрепления инструментов в шпинделе станка позволяет выполнять в одной операции сверление, зенкерование и развертывание.
Зенкерование. Зенкеры применяют для обработки отверстий диаметром до 120 мм. Цельные зенкеры имеют 3-4 режущих зуба и спиральные канавки, меньшей глубины, чем у сверл. Благодаря этому они обладают большей жесткостью, чем сверла, и менее склонны к уводу. Крупные зенкеры делают насадными, со вставными зубьями.
Зенкерование – универсальный процесс, как и обработка резцом. Наибольшая величина припуска ограничивается лишь прочностью зенкера. Геометрия зуба зенкера близка к геометрии резца, но поскольку у зенкера несколько зубьев, подача его на один оборот может быть большей, а вместе с этим — больше и производительность обработки.
Черновое (обдирочное) зенкерование применяют для обработки отверстий, полученных в отливках или поковках. Для предотвращения вибраций и увода зенкер направляют направляющей втулкой. Это необходимо не из-за малой жесткости самого зенкера, а вследствие недостаточной жесткости станка, особенно если станок сверлильный. Точность отверстия после обдирки зенкером примерно соответствует 12-13 квалитету.
Особенно часто зенкерование применяют после сверления для повышения точности отверстия и точности положения его оси, которое обеспечивается лучшей по сравнению со сверлом геометрией зенкера и его большей жесткостью. При этом достигается 11-12 квалитет точности отверстия по диаметру, а в благоприятных условиях (малый диаметр, небольшой и равномерный припуск) и более высокая, с шероховатостью до Ra 2.5 мкм.
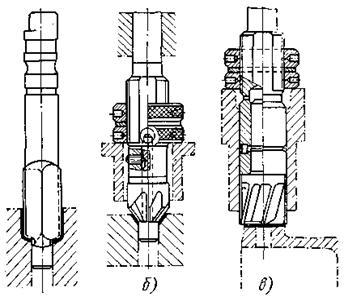
Рис. 5.9. Раззенковывание отверстия (а), зенкование фаски (б) и подрезание торца (в)
Зенкерованием снимают фаски у отверстий, делают углубления, а также площадки (торцовка), необходимые для крепежных деталей т. п. Для того чтобы указать на такую особенность процесса, его часто называют зенкованием, а применяемые зенкеры — зенковками (рис. 5.9). Подрезание торцев в труднодоступных местах производят съемными зенковками (рис. 5.10), укрепляемыми на державке так называемым штыковым затвором.
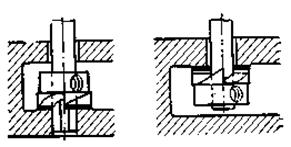
рис. 5.10. Съемные зенковки
В операциях, выполняемых на револьверных станках, находят применение, кроме сверл, зенкеров и зенковок, комбинированные инструменты, позволяющие совмещать переходы.
Развертывание. Развертыванием обрабатывают отверстия в том же диапазоне диаметров, что и зенкерованием. Небольшие развертки делают цельными, а крупные — насадными.
Развертки рассчитаны на снятие малого припуска. Они отличаются от зенкеров большим числом зубьев и прямым направлением зубьев, меньшими углами в плане. Снятие разверткой большого припуска дает результаты по точности и производительности даже худшие, чем зенкерование.
Для того чтобы оставить на развертывание малый припуск, предшествующая обработка должна быть соответственно точной — обычно ею служит зенкерование или растачивание резцом. В результате может быть достигнута точность отверстия, соответствующая 9-10 квалитету.
Для достижения более высокой точности необходим более точный метод предшествующей обработки. Таким методом может служить само развертывание после зенкерования или растачивания резцом. По отношению к последующему более точному (чистовому) развертыванию оно будет черновым. Чистовым развертыванием возможно получать отверстия с точностью до 7 квалитета при шероховатости до Ra 0,63.
Как процесс более тонкий, чем зенкерование, развертывание более чувствительно не только к колебаниям величины припуска, но и к другим факторам, влияющим на точность обработки. В частности, помимо высокой точности и тщательной заточки самой развертки, обязательным условием для получения высокой точности отверстия является строгое совпадение оси развертки с осью отверстия, подлежащего развертыванию.
Несовпадение осей приводит к разбиванию отверстия, поэтому развертку связывают со станком не жестко, а с помощью державки (качающейся или плавающей — рис. 5.11), позволяющей развертке самоустанавливаться по отверстию.
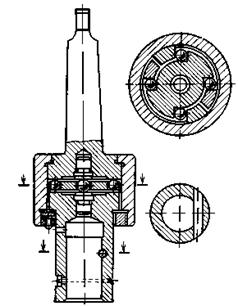
Рис. 5.11. Плавающая державка
Таким образом, развертывание принадлежит к процессам, позволяющим улучшать только точность диаметра и чистоту обработки, положение оси отверстия остается практически прежним.
В некоторых случаях бывает целесообразно, а иногда и необходимо, давать развертке принудительное направление с помощью втулок. Это нужно при малой длине отверстия, при малой длине приемного конуса (развертывание глухого отверстия почти на всю его длину) с целью предотвратить перекос развертки (рис.5.12).
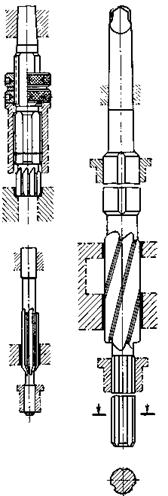
Рис. 5.12. Направление разверток: а – заднее, б – переднее, в – двойное
Для развертывания крупных отверстий применяют также плавающие развертки — двузубые плоские ножи, точно пригнанные к пазу державки. Наиболее часто ими пользуются в операциях, выполняемых на расточных станках.
Характерным дефектом развертывания являются риски на обработанной поверхности, возникающие вследствие случайного налипания материала на зуб развертки, а также пятна — следы предшествующей обработки, особенно вероятные при малом припуске. Поэтому развертывание отверстий, в которых подобные дефекты не допускаются, заменяют при возможности другими процессами — хонингованием (для стальных деталей) или тонким растачиванием (детали из цветных сплавов).
Растачивание. Существует два основных способа растачивания: растачивание, при котором вращается деталь (станки токарной группы), и растачивание, при котором вращается инструмент (расточные станки).
Растачивание резцом на токарном станке общего назначения является во всех отношениях наиболее универсальным методом обработки отверстий. На токарных станках можно обрабатывать отверстия самых различных размеров с различной точностью, в самых разнообразных по форме и размерах деталях.
Обрабатываемые детали устанавливают на станке при помощи патронов общего назначения и специальных приспособлений. При растачивании выемок, выточек и т. п. в центральном отверстии длинных деталей (пустотелые валы) конец детали можно поддерживать люнетом.
В отношении величины допустимого припуска на обработку, экономически целесообразной (и достижимой) точности обработки и т. д., растачивание — подобно обтачиванию.
Расточные станки применяют для обработки отверстий в крупных деталях, таких, которые трудно или невозможно разместить и вращать на станке токарного типа.
Инструментами служат резцы, закрепленные в державках (длинные державки с передним направлением называют борштангами), расточные пластины и блоки. Применение резцов обусловлено их простотой и надежностью при грубом растачивании литого или прошитого отверстия, при неравномерном распределении припуска по диаметру отверстия. Закрепление резца в державке может быть радиальным или осевым (рис. 5.13).
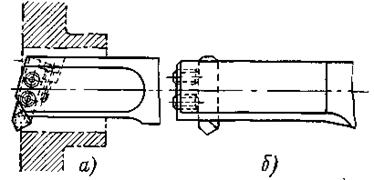
Рис. 5.13. Закрепление резца в державке: а – радиальное, б – осевое
Расточная пластина является мерным, специальным инструментом. В противоположность этому расточной блок (рис. 5.14) представляет собой корпус со вставными резцами, положение которых можно регулировать, т. е. устанавливать резцы на требуемый диаметр поверхности. Блок закрепляют в борштанге при помощи конического штифта или клина, допускающего быстрое снятие блока. Для чистового растачивания применяют также плавающие блоки.
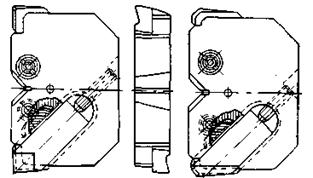
Рис. 5.14. Расточные блоки: а – черновой; б — чистовой
Чистовым растачиванием получают точность до 6 квалитета. Точность расположения отверстия зависит от точности установки детали в приспособлении и от точности установки шпинделя станка относительно детали.
Шлифование отверстий. Отверстия шлифуют реже, чем наружные цилиндрические поверхности, так как для получения точного отверстия используют другие методы (развертывание, хонингование и др.).
Но для деталей с высокой твердостью, не допускающей обработку лезвийным инструментом, шлифование является единственным методом, позволяющим повышать не только точность самого отверстия, но и точность координат его оси. Кроме того, шлифование бывает необходимым для обработки глухих коротких отверстий, отверстий большого диаметра, отверстий с тонкими стенками, с канавками и во многих других случаях. Вероятность брака при шлифовании всегда меньше, чем при развертывании. В производствах небольшого масштаба использование шлифования позволяет не изготовлять нестандартные развертки.
В производствах большого масштаба чистовое шлифование сквозных отверстий часто заменяют хонингованием, выдерживая необходимые координаты оси на операции шлифования.
Сквозные отверстия шлифуют методом продольной подачи, а короткие — методом врезания (рис. 5.15).
Рис. 5.15. Схемы шлифования на внутришлифовальном станке
В массовом производстве деталей типа колец широко применяют бесцентровое внутреннее шлифование (рис. 5.16). Кольцо поддерживается опорным роликом 1 и прижимается к ведущему кругу 2 нажимным роликом 3. Можно видеть, что такая схема шлифования обеспечивает наилучшую равностенность кольца.
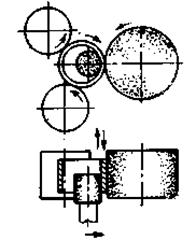
Рис. 5.16. Схема внутреннего бесцентрового шлифования
Протягивание отверстий. Для протягивания нужна достаточно большая жесткость детали в направлении оси отверстия. В процессе протягивания связь протяжки с деталью (конечная связь) — самоустанавливающаяся (рис. 5.17), поэтому протягивание, подобно развертыванию, дозволяет влиять только на точность самого отверстия.
Протягивание отличается высокой производительностью при больших допустимых припусках на обработку и высокой точностью получаемой поверхности. По широте диапазона допустимого припуска оно сравнимо со всеми видами растачивания, а по точности — с развертыванием.
Подготовка отверстия под протягивание производится сверлением или растачиванием. В случае неперпендикулярности отверстия и опорного торца детали применяют сферическую опору (рис. 329, б). Припуск на протягивание оставляют в среднем величиной 0,5-0,8 мм. Подачу на зуб предусматривают в пределах 0,02-0,1 мм в зависимости от конкретных условий. Обычная точность отверстия после протягивания — 6 квалитет, с шероховатостью поверхности до Ra 0.63.
С целью повысить точность до 5 квалитета при обработке деталей из цветных сплавов часто применяют калибрующие протяжки. Зубья такой протяжки не режут, а скоблят металл (шабрующие зубья) или только сглаживают стенки отверстия (выглаживающие зубья).
При обработке вязких сталей находят применение протяжки с чередующимися секциями уплотняющих и режущих зубьев. Уплотнение материала перед режущими зубьями оказывают благоприятное влияние на процесс, особенно в отношении чистоты обработки, уменьшая возможность надиров.
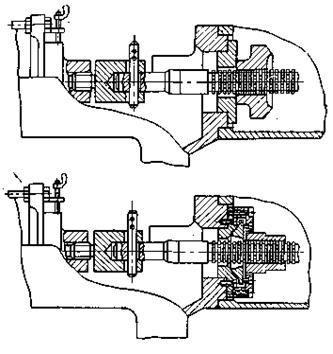
Рис. 5.17. Протягивание отверстия: а – опора жесткая; б – опора плавающая
Вследствие необходимости хорошей загрузки протяжного станка и сравнительно высокой стоимости инструмента, протягивание оправдывается в производстве с достаточно большим выпуском деталей.
Особенности обработки глубоких отверстий. Глубокими называют отверстия, у которых длина намного (в 10 и более раз) превышает диаметр. Большая длина отверстия требует особых мер для уменьшения увода инструмента (искривления оси отверстия), возрастающего вместе с увеличением длины. Особенно важно уменьшить увод при сверлении, так как существенно улучшить прямолинейность оси отверстия последующей обработкой очень трудно, а часто и невозможно.
Для глубокого сверления характерны следующие особенности:
1. Применяется станок определенного назначения (для глубокого сверления), на котором операция ведется обязательно при вращении детали;
2. В начале обработки сверло обязательно направляется втулкой или предварительно расточенной (иногда еще и прошлифованной) частью самого обрабатываемого отверстия;
3. Применяются сверла специальных конструкций с повышенной жесткостью и точностью;
4. Предусматривается вымывание стружки из зоны резания смазочно-охлаждающей жидкостью, подаваемой под высоким давлением до 4 МПа и более, благодаря чему отпадает надобность в выводах сверла в процессе сверления.
В качестве инструментов применяют пластинчатые сверла-перки для сравнительно неглубоких отверстий большого диаметра, сверла одностороннего резания и другие конструкции под общим названием «сверла для глубокого сверления». Лучшие из таких сверл уводятся очень незначительно (десятые доли миллиметра при d = 30 мм и l:d = 30-40).
Повышение точности диаметра и уменьшение шероховатости, если в этом есть необходимость, достигают с помощью зенкерования, развертывания или протягивания отверстия. Для зенкерования и развертывания глубоких отверстий характерно применение так называемой обратной подачи. Инструмент не проталкивается в отверстие, а протягивается через него, чтобы тонкая державка работала на растяжение. Улучшить прямолинейность или изменить положение оси отверстия путем растачивания возможно лишь в том случае, если диаметр отверстия достаточно велик для применения каких-либо средств, препятствующих отжиму резца.
Инструменты и приспособления, применяемые при обработке отверстий;
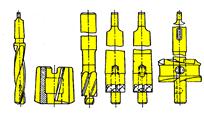
Зенкерыпредназначены для обработки отверстий в заготовках, полученных отливкой штамповкой или предварительным сверлением. В отличие от сверла зенкер имеет большее число режущих кромок (три или четыре), что обеспечивает получение поверхностей с более высокими показателями точности и шероховатости. По конструкции зенкеры бывают насадные и цельные и могут иметь различное направление угла спирали (правое, левое, прямое).
 Зенкеры:Выбор конструкции зенкера и материала рабочей
Зенкеры:Выбор конструкции зенкера и материала рабочей
 части в значительной степени зависит от обрабатываемого
части в значительной степени зависит от обрабатываемого
материала и параметров обрабатываемого отверстия:
* зенкеры из быстрорежущей стали, имеющие три-четыре
зуба и диаметр от 10 до 40мм, применяются для обработки
отверстий в заготовках из конструкционной стали;
* зенкеры, оснащенные пластинами из твердого сплава,
имеющие три-четыре зуба и номинальный диаметр от 14
а б в г д е до 50мм, используются при обработке отверстий в
а-спиральный цельный; б-насадной; заготовках из труднообрабатываемых и закаленных сталей;
в- цилиндрический; г- со сменно * зенкеры с насадными головками из быстрорежущей
составляющей; д- сборный; е- двусторонний стали номинальным диаметром от 32 до 80мм
предназначены для обработки отверстий в заготовках из
 63
63
* перовые зенкеры служат для обработки глухих отверстий в заготовках из чугуна и цветных
* для обработки глухих отверстий диаметром от 15 до 25мм применяется специальный зенкер, у которого в корпусе выполнено специальное отверстие для подачи СОЖ в зону резания.

 Зенковкии цековкипредназначены для обработки опорных поверхностей под крепежные винты в отличие от зенкеров имеют режущие зубья на торце и направляющие цапфы, которые обеспечивают нужное направление зенковок и цековок в процессе обработки.
Зенковкии цековкипредназначены для обработки опорных поверхностей под крепежные винты в отличие от зенкеров имеют режущие зубья на торце и направляющие цапфы, которые обеспечивают нужное направление зенковок и цековок в процессе обработки.
Зенковки для обработки отверстий под цилиндрические
 головки винтов изготавливаются с цилиндрическим и
головки винтов изготавливаются с цилиндрическим и
коническим хвостовиком. Зенковки с цилиндрическим
хвостовиком выпускаются диаметром 15; 18; 20; 22 и 24мм; а
 зенковки с коническим хвостовиком – диаметром 15; 18; 20; 22
зенковки с коническим хвостовиком – диаметром 15; 18; 20; 22
24; 26; 30; 32; 33; 34; 36 и 40мм.
Зенковки для обработки конических углублений с углами
 60, 90 и 120º также изготавливают с цилиндрическим,
60, 90 и 120º также изготавливают с цилиндрическим,
и с коническим хвостовиком. Зенковки с цилиндрическим хвостовиком
изготавливают диаметром 8; 10; 12; 16; 20; 25мм, а с коническим
хвостовиком – диаметром 16; 20; 25; 31,5; 40; 63 и 80мм.
 Разверткибывают цилиндрические и конические.
Разверткибывают цилиндрические и конические.
Конические развертки предназначены для развертывания конусных

 отверстий. Ручные развертки приводят во вращение ручным воротком.
отверстий. Ручные развертки приводят во вращение ручным воротком.
На рабочей части развертки имеется от 6 до 14 нарезанных зубьев, вдоль которых
расположены канавки; зубья служат для образования режущих кромок и отвода
наружу снимаемой стружки. Нижняя конусная часть развертки снимает стружку, а
верхняя – калибрующая – направляет развертку и окончательно калибрует отверстия.
Ручные развертки на своей хвостовой части имеют квадратный конец для
вращения их с помощью воротка. На машинных развертках хвостовик конусный.
Для обработки конических отверстий используют комплект конических разверток
 из трех штук: черновая (обдирочная), промежуточная и чистовая развертки. Гладкие цилиндрические отверстия обрабатывают развертками с прямыми канавками. Если же в отверстии имеется шпоночный паз, то для его развертывания применяют инструменты со спиральными канавками.
из трех штук: черновая (обдирочная), промежуточная и чистовая развертки. Гладкие цилиндрические отверстия обрабатывают развертками с прямыми канавками. Если же в отверстии имеется шпоночный паз, то для его развертывания применяют инструменты со спиральными канавками.
Для более чистой обработки поверхности отверстий и охлаждения инструмента при
развертывании просверленные отверстия в стали смазывают минеральным маслом, в
меди – эмульсией, в алюминии – скипидаром, а в латуни и бронзе отверстия
развертывают без смазывания.
Отверстия развертывают вручную следующим способом. Деталь прочно укрепляют в тисках. В отверстие детали вставляют развертку, чтобы ось развертки совпала с осью отверстия. Затем начинают вращать вороток с разверткой вправо, плавно подавая его вперед. Развертку вращают только в одну сторону.
Сверление отверстий в металле и дереве
Производство многих деталей из металла предполагает создание в конструкции различного вида отверстий. Они могут быть сквозными или глухими. Сверление отверстий осуществляется при проведении слесарных работ. Эти операции позволяют получить отверстия различного диаметра и необходимой глубины. Технология сверления отверстий в металле приводится в соответствие с технологической картой. На чертеже указывают размеры отверстия, величину допуска, конструктивные особенности (например, постоянный или изменяемый диаметр, снятие фаски с одного или обоих краёв и так далее).

Технология сверления
Процесс предполагает последовательное удаление слоя металла в окружности заданного диаметра с помощью режущего инструмента. Сверление металла объединяет два вида движения – вращательное и поступательное. Чтобы получить необходимые размеры отверстия в металлических заготовках необходимо точно выдерживать следующие параметры технологического процесса:
- скорость вращения режущего инструмента;
- скорость горизонтального или вертикального перемещения (в зависимости от взаимного расположения заготовки и сверла).
Отверстие в металле получается с заданными параметрами только при правильно выполненной подготовительной и основной операции, а также выборе необходимого оборудования и режущего инструмента. Часто для получения требуемой точности выполняют предварительное сверление. Оно называется черновое. Производится операция с пониженным классом точности. Далее осуществляется операция чистовой обработки с применением высокоточных станков и инструмента для металлических заготовок.
Сам процесс производится в различных режимах: с применением ручного инструмента (дрели или другого инструмента), специальных сверлильных или металлорежущих станках.
Во всех случаях для получения необходимого отверстия применяют различные виды свёрл. На сверлильных станках патрон с зафиксированным сверлом вращается и подводится к поверхности заготовки. На металлорежущих станках сверло закрепляется в задней бабке станка, а заготовка вращается. Второй способ позволяет получить более высокую точность отверстия и стенок полученного отверстия.
В зависимости от задач для обоих методов применяют следующие виды свёрл:
- спиральные (наиболее распространённый вид этого инструмента);
- с напаенными пластинками на режущую кромку;
- центровочные;
- пушечные;
- перьевые (применяются для сверления отверстий в заготовках из любых пород древесины).
Спиральные свёрла своей поперечной кромкой оказывают давление на поверхность металла. На этот процесс приходится более 65% усилия при вращательном и поступательном движении. В этот момент происходит значительное повышение температуры, как поверхности заготовки, так и передней кромки сверла. Поэтому необходимо правильно соблюдать тепловой режим в процессе сверления.

Для ускорения процесса резания в спиральных свёрлах применяют так называемую двойную заточку. Она позволяет более эффективно работать по наиболее твердым маркам металла, в том числе по чугуну. Такая заточка приводит к увеличению ширины стружки, снижается величина главного угла, повышается стойкость и долговечность сверла.
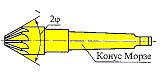
Технология создания центровочных отверстий предполагает применение специальных центровочных свёрл. Они изготавливаются из инструментальной стали и имеют двустороннюю комбинированную конструкцию.
Нанесение на режущую кромку сверла пластин, обладающих повышенной прочностью, позволяет использовать их для сверления изделий из чугуна, металла повышенной твёрдости, плотных строительных конструкций (из бетона, камня, керамического гранита и так далее).

Перовые свёрла отличаются конструкцией режущей кромки. Она выполнена в форме пластин. Обычно они применяются для изготовления отверстий в древесных заготовках. Иногда специальные перовые свёрла применяются для изготовления отверстий в твёрдых поковках и некоторых видах литья.
Режимы сверления
Для получения точных и качественных отверстий необходимо соблюдать режимы и технологии всех операций. Сверление металла предполагает соблюдение следующих режимов:
- выбор необходимого диаметра и типа сверла;
- скорости и глубина резания;
- скорость и точность подачи (сверла или заготовки);
- угол контакта режущей поверхности с заготовкой;
- температуры нагрева заготовки и сверла (обеспечение охлаждения, в случае необходимости).
Выполнение всех режимов позволяет получить отверстие в металле, удовлетворяющее условиям конструкторской документации. Правильно выбранный режим повышает точность обработки и продлевает срок службы режущего инструмента. Для выбора режимов сверления металлических изделий разработаны специальные таблицы. Они включают точные параметры режимов резания. Например, зная марку стали и диаметр используемого сверла можно с помощью данных переводной таблицы можно установить скорость резание. Это позволит точно настроить скорость вращения шпинделя применяемого станка. Для этого используют переводную таблицу, которая нанесена на специальную пластину и закреплена на лицевой панели каждого станка.

В отдельных случаях применяют предварительное сверление. Оно подготавливает черновое отверстие для дальнейшей обработки (фрезерования или развёртки). Если заготовка достаточно толстая или необходимо получить глубокое отверстие применяют поэтапный режим изготовления.
Типы отверстий и методы их сверления
В теории металлообработки все отверстия делятся по следующим признакам:
- назначению;
- геометрическим размерам и глубине;
- степени обработки.
По назначению их подразделяют: для крепления двух и более элементов, последующего нарезания резьбы, вставки отдельных элементов конструкции.
По второму признаку рассматривают следующие виды:
- сквозные;
- глухие (в том числе глубокие);
- половинчатые;
- большого диаметра.
Особое место занимают отверстия, которые подготавливают для нарезания внутренней резьбы. В этом случае сверление и рассверливание отверстий производиться с учётом будущего диаметра вкручиваемого элемента, обладающего наружной резьбой. Для каждого из отверстий выбирают свои способы сверления.


Так как сверление это процесс механического резания металла, поэтому для получения желаемого результата следует выбрать необходимые методы обработки. Для производства сквозных отверстий в деталях необходимо продумать систему их крепления, которая не позволит повредить поверхность, находящуюся за деталью. Наиболее целесообразно применять тиски или струбцины.
Для изготовления глухих или половинчатых отверстий следует предусмотреть точную остановку сверла, которое обеспечит необходимый размер. Сверление больших отверстий предполагает применение специального оборудования. При необходимости получения отверстий разного диаметра следует подобрать требуемый набор свёрл или применять станки с числовым программным управлением. Они позволят автоматически производить замену сверла на инструмент с заданным диаметром.
Оборудование и приспособления для сверления
Для каждого из этапов разработан инструмент для сверления отверстий. На подготовительной стадии применяются следующие инструменты, позволяющие производить точную разметку места положения будущего отверстия. Для этого применяют: керн, специальный шаблон или кондуктор. Керн представляет собой хорошо заточенный стержень из прочной инструментальной стали. С его помощью наносят углубление на поверхности заготовки, в точке, где планируется произвести сверление. Попадая в это углубление, сверло не скользит по поверхности и производится точное сверление.
Для повышения производительности на предприятиях с массовым производством изготавливают специальные шаблоны. Они позволяют производить разметку мест будущих отверстий у однотипных заготовок. Специальные шаблоны применяют для высверливания на цилиндрических поверхностях. Их изготавливают из стальной полоски, согнутой под прямым углом. На одной из поверхностей сверлят небольшое отверстие, которое в дальнейшем позволит керном наносить отметку на цилиндрической поверхности.
Для получения повышенной точности разметки, соблюдения вертикального положения сверла и соблюдения заданного расстояния, между отверстиями применяется инструмент называемый кондуктором. Кроме этого его применяют при сверлении тонкостенных изделий, для которых не возможно сильное механическое воздействие (например, удар молотка по керну).



Кроме этих изделий применяют инструменты и приспособления позволяющие производить сверление дрелью при её жесткой фиксации. С этой целью применяю:
- направляющий фиксатор;
- удерживающая стойка;
- кондуктор для направления движения сверла.
Первые два приспособления изготавливаются под конкретную конструкцию электродрели. Кондуктор позволяет точно направлять сверло к месту будущего отверстия. Его успешно используют для размеров, не превышающих 20 миллиметров. Поэтому при изготовлении отверстий большого диаметра с помощью кондуктора производят предварительное рассверливание.
Все эти проблемы легко решаются при применении сверлильных или токарных станков. Сверлильные станки делятся на три категории:
- универсальные;
- специализированные;
- специальные.
Они классифицируются по следующим признакам:
- конструкцией стола;
- уровню автоматизации;
- количеству имеющихся шпинделей;
- степени точности;
- наличию дополнительных возможностей.
Первая категория станков позволяет решать практически весь спектр задач по производству отверстий. Серьёзным ограничением служит допустимое расстояние, на которое может двигаться патрон с закреплённым сверлом. Это обстоятельство не позволяет производить сверления на большую глубину. В этом случае применяют специализированные станки. Для повышения производительности труда и увеличении количества выпускаемых однотипных деталей конструируют специальные агрегаты. Они способны выполнять перечень необходимых операций с высокой точностью и скоростью.

По конструкции такие станки выпускаются с одним или несколькими шпинделями. Конструкция стола отличается многообразием: обычные, плавающие, подъёмные и другие. Уровень автоматизации определяется способом выполнения операций сверления. Самыми простыми станками являются ручные и механические. Более совершенными являются автоматические и станки с числовым программным управлением.
Кроме сверлильных станков для решения этих задач используют различные токарные станки.
Для получения отверстий на токарном станке в шпинделе передней бабки закрепляют сверло, а в задней бабке крепят заготовку.
На токарных станка можно выполнять весь перечень операций связанных с получением отверстий: непосредственно само сверление, рассверливание с последующим развёртыванием или зенкованием.
Советы мастеров
При проведении работ профессионалы советую обратить внимание на следующие особенности. Их делят на три категории:
- предварительный (подготовительный) этап;
- этап проведения работ;
- соблюдение техники безопасности.
На первом этапе необходимо:
- выбрать необходимое оборудование (станок, электрическую или ручную дрель), в зависимости от существующих возможностей;
- на основании стандартов и сплавочной литературы определить режимы резания и допустимые виды свёрл для проведения будущей операции;
- выбрать инструмент для разметки (если такого нет в наличии, изготовить самому);
- подобрать устройство фиксации дрели.
Предварительный этап должен заканчиваться проверкой надёжности крепления сверла и заготовки. Если применяется фиксатор дрели, следует проверить его надёжность.
Работы по сверлению отверстий должны производиться в строгой последовательности с составленной технологической картой или техническим процессом. Особое внимание следует обратить:
- сверло к месту будущего отверстия необходимо подводить только после того, как оно набрало заданную скорость вращения;
- извлекать сверло следует только в процессе его вращения (желательно на минимальных оборотах, если существует возможность изменения скорости вращения);
- следить за процессом резания (например, если режущая кромка не выполняет операцию сверления, следовательно, материал сверла мягче материала заготовки);
- для сверления не сквозных отверстий необходимо предусмотреть фиксатор или метку, позволяющую определить глубину прохода в материале;
- при работе на станках, оснащёнными ЧПУ, необходимо осуществлять контроль над последовательностью проводимых операций.
Важным элементом при проведении сверлильных работ является соблюдение техники безопасности. Она предполагает соблюдение следующих правил:
- обеспечение надёжности крепления всех элементов конструкции;
- организацию условий отведения образовавшейся стружки;
- соблюдение температурного режима (не допущения перегрева сверла и заготовки);
- применение специальной одежды и средств защиты (рук, глаз, открытых участков тела);
- на одежде не должно быть свободно свисающих элементов;
- длинные волосы должны быть заправлены в головной убор (это предотвратит возможность их наматывания на вращающиеся элементы станка).


Применения советов профессионалов позволит качественно выполнить операцию сверления и получить отверстия высокой степени точности на местах, указанных в конструкторской документации.
Обработка отверстий: виды операций и используемый инструмент
Обработка отверстий – это целый ряд технологических операций, целью которых является доведение геометрических параметров, а также степени шероховатости внутренней поверхности предварительно выполненных отверстий до требуемых значений. Отверстия, которые обрабатываются при помощи таких технологических операций, могут быть предварительно получены в сплошном материале не только при помощи сверления, но также методом литья, продавливания и другими способами.

Обработка высверленного отверстия цилиндрическим зенкером
Конкретный способ и инструмент для обработки отверстий выбираются в соответствии с характеристиками необходимого результата. Различают три способа обработки отверстий – сверление, развертывание и зенкерование. В свою очередь эти методы подразделяются на дополнительные технологические операции, к которым относятся рассверливание, цекование и зенкование.
Чтобы понять особенности каждого из вышеперечисленных способов, стоит рассмотреть их подробнее.
Сверление
Чтобы обрабатывать отверстия, их необходимо предварительно получить, для чего можно использовать различные технологии. Наиболее распространенной из таких технологий является сверление, выполняемое с использованием режущего инструмента, который называется сверлом.

Основные части спирального сверла
При помощи сверл, устанавливаемых в специальных приспособлениях или оборудовании, в сплошном материале можно получать как сквозные, так и глухие отверстия. В зависимости от используемых приспособлений и оборудования сверление может быть:
- ручным, выполняемым посредством механических сверлильных устройств или электро- и пневмодрелей;
- станочным, осуществляемым на специализированном сверлильном оборудовании.

Физика сверления отверстий
Использование ручных сверлильных устройств является целесообразным в тех случаях, когда отверстия, диаметр которых не превышает 12 мм, необходимо получить в заготовках из материалов небольшой и средней твердости. К таким материалам, в частности, относятся:
- конструкционные стали;
- цветные металлы и сплавы;
- сплавы из полимерных материалов.
Если в обрабатываемой детали необходимо выполнить отверстие большего диаметра, а также добиться высокой производительности данного процесса, лучше всего использовать специальные сверлильные станки, которые могут быть настольными и стационарными. Последние в свою очередь подразделяются на вертикально- и радиально-сверлильные.
Рассверливание – тип сверлильной операции – выполняется для того, чтобы увеличить диаметр отверстия, сделанного в обрабатываемой детали ранее. Рассверливание также выполняется при помощи сверл, диаметр которых соответствует требуемым характеристикам готового отверстия.

Физика рассверливания отверстий
Такой способ обработки отверстий нежелательно применять для тех из них, которые были созданы методом литья или посредством пластической деформации материала. Связано это с тем, что участки их внутренней поверхности характеризуются различной твердостью, что является причиной неравномерного распределения нагрузок на ось сверла и, соответственно, приводит к его смещению. Формирование слоя окалины на внутренней поверхности отверстия, созданного с помощью литья, а также концентрация внутренних напряжений в структуре детали, изготовленной методом ковки или штамповки, может стать причиной того, что при рассверливании таких заготовок сверло не только сместится с требуемой траектории, но и сломается.
При выполнении сверления и рассверливания можно получить поверхности, шероховатость которых будет доходить до показателя Rz 80, при этом точность параметров формируемого отверстия будет соответствовать десятому квалитету.
Зенкерование
При помощи зенкерования, выполняемого с использованием специального режущего инструмента, решаются следующие задачи, связанные с обработкой отверстий, полученных методом литья, штамповки, ковки или посредством других технологических операций:
- приведение формы и геометрических параметров имеющегося отверстия в соответствие с требуемыми значениями;
- повышение точности параметров предварительно просверленного отверстия вплоть до восьмого квалитета;
- обработка цилиндрических отверстий для уменьшения степени шероховатости их внутренней поверхности, которая при использовании такой технологической операции может доходить до значения Ra 1,25.

При зенкеровании прикладывается меньшая сила реза, чем при сверлении, и отверстие получается более точное по форме и размерам
Если такой обработке необходимо подвергнуть отверстие небольшого диаметра, то ее можно выполнить на настольных сверлильных станках. Зенкерование отверстий большого диаметра, а также обработка глубоких отверстий выполняются на стационарном оборудовании, устанавливаемом на специальном фундаменте.
Ручное сверлильное оборудование для зенкерования не используется, так как его технические характеристики не позволяют обеспечить требуемую точность и шероховатость поверхности обрабатываемого отверстия. Разновидностями зенкерования являются такие технологические операции, как цекование и зенкование, при выполнении которых используются различные инструменты для обработки отверстий.

Зенкеры конусные по металлу
Специалисты дают следующие рекомендации для тех, кто планирует выполнить зенкерование.
- Зенкерование следует проводить в процессе той же установки детали на станке, при которой осуществлялось сверление отверстия, при этом из параметров обработки меняется только тип используемого инструмента.
- В тех случаях, когда зенкерованию подвергается необработанное отверстие в деталях корпусного типа, необходимо контролировать надежность их фиксации на рабочем столе станка.
- Выбирая величину припуска на зенкерование, надо ориентироваться на специальные таблицы.
- Режимы, на которых выполняется зенкерование, должны быть такими же, как и при осуществлении сверления.
- При зенкеровании должны соблюдаться те же правила охраны труда и техники безопасности, как и при сверлении на слесарно-сверлильном оборудовании.
Зенкование и цекование
При выполнении зенкования используется специальный инструмент – зенковка. При этом обработке подвергается только верхняя часть отверстия. Применяют такую технологическую операцию в тех случаях, когда в данной части отверстия необходимо сформировать углубление для головок крепежных элементов или просто снять с нее фаску.

Чем различаются зенкование и цекование
При выполнении зенкования также придерживаются определенных правил.
- Выполняют такую операцию только после того, как отверстие в детали будет полностью просверлено.
- Сверление и зенкование выполняются за одну установку детали на станке.
- Для зенкования устанавливают небольшие обороты шпинделя (не больше 100 оборотов в минуту) и применяют ручную подачу инструмента.
- В тех случаях, когда зенкование осуществляется цилиндрическим инструментом, диаметр цапфы которого больше диаметра обрабатываемого отверстия, работу выполняют в следующей последовательности: сначала сверлится отверстие, диаметр которого равен диаметру цапфы, выполняется зенкование, затем основное отверстие рассверливается на заданный размер.
Целью такого вида обработки, как цекование, является зачистка поверхностей детали, которые будут соприкасаться с гайками, головками болтов, шайбами и стопорными кольцами. Выполняется данная операция также на станках и при помощи цековки, для установки которой на оборудование применяются оправки.
Развертывание
Процедуре развертывания подвергаются отверстия, которые предварительно были получены в детали при помощи сверления. Обработанный с использованием такой технологической операции элемент может иметь точность, степень которой доходит до шестого квалитета, а также невысокую шероховатость – до Ra 0,63. Развертки делятся на черновые и чистовые, также они могут быть ручными или машинными.

Цилиндрические ручные развертки 24Н8 0150
Рекомендации, которых следует придерживаться при выполнении данного вида обработки, заключаются в следующем.
- Припуски в диаметре обрабатываемого отверстия выбираются по специальным таблицам.
- При использовании ручного инструмента, который вращают только по часовой стрелке, сначала выполняют черновое, а потом чистовое развертывание.
- Обработку стальных деталей выполняют с обязательным использованием СОЖ, чугунных – всухую.
- Машинное развертывание проводят сразу после сверления на станке – с одной установки детали.
- Для контроля качества результата используют специальные калибры.