

Как варить нержавейку электродом видео
Как варить нержавейку простым электродом – личный опыт, иногда можно
Главная страница » Сварочные работы » Как варить нержавейку простым электродом – личный опыт, иногда можно
Понятное дело, что профессионалы скажут, что не стоит варить нержавейку “черным” электродом. Ни иногда в жизни бывают ситуации, когда требования к изделию не так уж высоки , а искать электроды по нержавейке нет времени. Как показал продемонстрированный ниже эксперимент, вполне можно заварить даже “на воду” емкость из нержавки простым электродом.
Что мы имели: лопнувший из-за закипания теплообменник банной печи “Термофор”, инвертор сварочный Elitech, электроды АНО-4 диаметром 3мм. Вода с системе бани течет самотеком, давления нет. А лопнул теплообменник из-за замершей пробки в трубе. Было решено заварить и заодно проверить вопрос сварки нержавеющей стали ржавеющим электродом на личном опыте. Тем более, что поиски по интернету показали, что профессионалы и знатоки называют единственным минусом то, что шов заржавеет. В данном случае это совсем не страшно.
 Вот эта трещина крупным планом.
Вот эта трещина крупным планом.
 Выставляем ток на 60.
Выставляем ток на 60.
 Варим двумя проходами.
Варим двумя проходами. 
Шов с отбитым шлаком.  Чуток поточил шов болгаркой, посмотреть какой он внутри.
Чуток поточил шов болгаркой, посмотреть какой он внутри.
Стоит также в заключение добавить, что баня работает, теплообменник исправно исполняет свою функцию, ничего не течет, вода греется.
Если требования к сварному шву не критичны, то вполне можно варить.
Как варить нержавейку инвертором. Нюансы технологии
Нержавеющая хромоникелевая сталь найдется в хозяйстве домашнего мастера. К сожалению, иногда требуется отремонтировать нужную вещь или сделать новую из н/ж.
Как происходит сварка нержавейки инвертором? Нюансы технологии освещены в статье.
Маркировка сталей и подготовка поверхностей
В Европе, Америке и России получили распространение 4 марки. В разных странах, стали имеют отличительную маркировку. Соответствие марок по странам вы найдете в таблице.

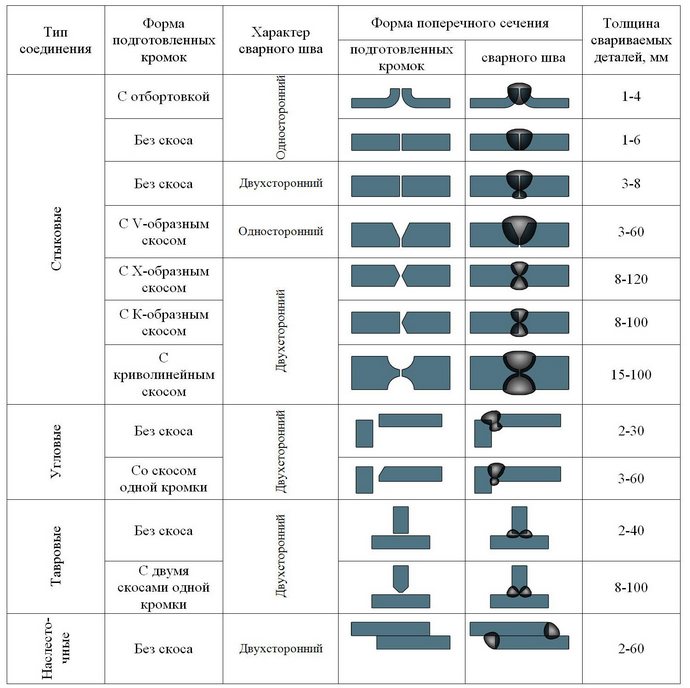
Сварка нержавейки в домашних условиях инвертором выполняется только после зачистки и разделки кромок в случае необходимости.
Заготовки зачищаются специальной щеткой. Разделка фасок выбирается от вида соединения и толщины свариваемых металлических изделий.
Хромоникелевые сплавы — пластичны, не нуждаются в подогреве при сварке, неплохо свариваются. Но, имеют особенность при соединении, в виде:
- межкристаллитной коррозии;
- горячих трещин в соединениях.
Как инвертором варить нержавейку
При сварке в домашних условиях нужно придерживаться ряд правил:
- не нагревать заготовку и место шва свыше 150 градусов;
- соединение производить на малых токах с высокой скоростью, без колебательных движений короткой дугой;
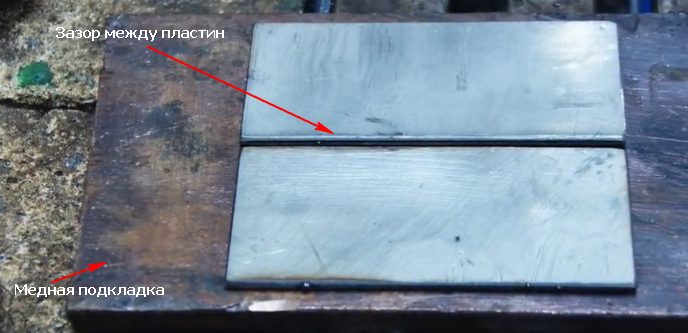
- для теплоотвода под заготовки подкладывать медные пластины;
- толстые металлы с разделкой сваривать многопроходным соединением.
Электросварка нержавейки инвертором выполняется электродами специально предусмотренными для таких сплавов. В этой статье, рассказывается о марках плавящихся стержней для нержавеющей стали.
После сварки, место шва зачищается щеткой и обрабатывается специальной пастой с антикоррозионными свойствами.
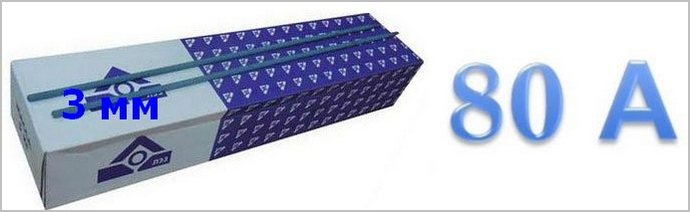
Как правильно сваривать нержавейку инвертором? Электроды согласно инструкции на упаковке прокалывают в печи. Металл толщиной до 3 мм соединяют без разделки. Заготовки кладут с зазором 1-2 мм между собой на медную пластину для теплоотвода, тщательно зачищают щеткой.
На инверторном аппарате для электродов диаметром 3 мм выставляют ток 80 А и не спеша начинают сварочный процесс.
Чтобы соединение получилось без дефектов, сварка выполняется короткой дугой без поперечных колебательных движений. После отбития шлака и зачистки шва, на зону провара накладывается травильная паста на 20-30 минут для восстановления коррозийных свойств металла. По истечению времени, остатки пасты смываются проточной водой.
Видео: как пользоваться травильной пастой.
P.S. Cварка инвертором нержавейки для начинающих таит в себе нюансы. Новичку с первого раза тяжело справится с хромоникелевыми сплавами. Нужен навык, без метода проб и ошибок не обойтись.
С толстостенной нержавейкой справиться легче, чем с тонкой. Для тонких металлов подбирается более малый сварочный ток и правильный диаметр электрода. Тренируйте твердую руку сварщика и привыкайте к сварочному аппарату.
Можно ли варить инвертором Ресанта нержавейку
Отзыв от дяди Васи :
[lt_alert style=”orange”]Сварил своими руками печку в баньку аппаратом Ресанта САИ 190. Металл толщиной 2 и 7 мм. Работал электродами ЦЛ 11, диаметром 3 мм. Ток выставлял 80-90 А. Инвертор работал хорошо. Пробовал 2 мм электродами, когда тройка кончилась, не понравилось. Двойка сгорает быстро, годится только для тонкого металла или прихваток.[/lt_alert]
[lt_alert style=”blue”]Я варил Ресантой металл толщиной 4 мм, электроды ЦЛ 11. Сварить нержавейку красиво трудно, но можно, надо привыкнуть к плавлению и жидкотекучести хромоникелевых сплавов.[/lt_alert]
Как правильно варить нержавейку электродом
Иногда в домашних условиях необходимо срочно заварить емкость или трубу из нержавейки. Начинающие сварщики, имеющие в хозяйстве бытовой инвертор, могут устранить проблему самостоятельно. Хотя в промышленных условиях ручную сварку нержавейки электродом не практикуют, дома можно устранить дефект обычной электросваркой. Специалисты поделятся опытом, как варить нержавейку электродом. Какие особенности легированных металлов нужно учитывать, какого режима придерживаться при работе.

Особенности сварки нержавеющей стали
Главная проблема, возникающая у неопытных сварщиков – некачественный шов. В трубе может появиться течь даже при небольшом давлении. На металле в районе шва возникают трещины.
При сварке нержавейки электродом нужно учитывать ряд особенностей легированной стали, ее физические свойства:
- У металла большой коэффициент расширения, он после соединения электросваркой в процессе охлаждения стягивается. Если варить нержавейку обычной присадкой для углеродистой стали, имеющей небольшой коэффициент расширения, на шве могут появиться трещины – его будет разрывать от внутренних напряжений в нержавейке.
- При окислении ванны расплава на поверхности образуется пористость за счет кристаллизации. Если нет возможности создать над рабочей зоной защитную атмосферу, нужно подбирать стержни со специальной обмазкой, содержащей компоненты, препятствующие поступлению кислорода в шов.
- Легированная сталь, используемая в быту, плавится при невысоких температурах. Под воздействием электродуги из нержавейки способны выгорать легирующие добавки. Без них металл будет ржаветь. Чтобы не допускать перегрева, шов ведут в шахматном порядке.
- Присадку для сварки нержавейки подбирают с учетом особенных свойств легированного металла. Желательно точно знать марку свариваемых заготовок.
Какие электроды выбрать для нержавейки
Риск образования трещин снизится, если выбирать присадку со стержнем, по химическому составу схожим с заготовками. Для сварки нержавеющей стали выпускают несколько видов стержней:
- ЦЛ-11 создан для сварки хромоникелевого сплава, у них фтористо-карбонатная обмазка, сварку можно производить при температуре до +450°С. Работать электродом можно в любом положении.
- ОЗЛ-6 предназначен для жаропрочных сталей, если варить им другие заготовки, электрод будет расправляться медленнее, шов получится непрочный;
- НЖ-13 – для пищевой нержавейки. Можно использовать для хромоникелевой стали, легированной молибденом. Обмазка образует небольшой слой шлака, защищающего ванну расплава от окисления.
- ЗИО-8 – для жаростойких сплавов, с ним возникнут проблемы при сварке бытовой нержавейки.
- НИИ-48Г – универсальная присадка с основным видом покрытия.
- ЭФ400/10У, ОЛЗ-17У – профессиональные электроды, предназначенные для аустенитных сплавов. В быту такие стержни использовать нежелательно, обмазка содержит вредные компоненты.
Марки ЭА, ESAB выбирают для ответственных соединений. Для самостоятельной работы лучше выбрать что-то попроще. Перед работой стержни прокаливают, в зависимости от марки, нагревают до +160–220°С. Заранее их не греют, обмазка после охлаждения станет хрупкой, будет обсыпаться.
Можно варить легированный металл неплавящимися электродами, содержащими вольфрам. В стык, расплавленный тугоплавким стержнем, вводят присадочную проволоку. Работу проводят полуавтоматом, создающим защитную атмосферу. Новичкам за такую работу лучше не браться. Проволока применяется для соединения емкостей, труб, испытывающих высокое давление. Присадка качественно заполняет стык, образует прочный шов, не подверженный образованию трещин.
Можно ли варить нержавейку обычным электродом?
Использовать углеродистые стержни можно только в крайних случаях. Ожидать особой прочности от шва в этом случае не стоит. При остывании соединения можно будет услышать потрескивание – черный металл порвет сокращающаяся в размерах нержавейка. Со временем в рабочей зоне обязательно образуется ржавчина, даже под небольшим давлением образуется течь.
Простым электродом НЕ варят:
- нихромовые трубы системы отопления;
- полотенцесушители;
- нержавеющие емкости.
Новичкам, имеющим дома инвертор, желательно иметь в запасе пачку универсальных электродов для нержавейки.
Технология сварки нержавеющей стали электродом
Ход работы немного отличается от электросварки черных металлов. Есть тонкости образования шва, поэтому должна соблюдаться технология сварки. Подготовительный этап стандартный:
- Заготовки зачищают, снимают с них грязь, масляные пятна, следы краски. Все эти компоненты вспенивают ванну расплава.
- У деталей, толще 4 мм, разделывают кромки под углом 45°.
- Детали укладывают встык с зазором не меньше 1 мм, это связано с большим коэффициентом расширения нержавейки в процессе сварки.
- Прочность швов повышается, если детали предварительно прогревают до +150°С, затем приступают сваркой.
Как правильно варить нержавейку электродами:
- Сначала будущий шов прихватывают в нескольких местах.
- Стержень необходимо держать под углом от 45 до 60°, наклоняют его к себе или в сторону.
- Нужно быть готовым к густой ванне расплава, жидкий металл вязкий, как пластилин.
- Шов накладывают мелкими стежками, быстро.
- Необходимо поддерживать короткую дугу, колебательные движения недопустимы.
- При остывании стыка металл дополнительно не охлаждают, шов должен кристаллизоваться постепенно, чтобы не возникали внутренние напряжения в заготовках. Тогда качество соединения будет нормальным.
- Сварку тонкой нержавейки электродом проводят током обратной полярности, при таком подключении клемм самая высокая температура будет сконцентрирована на кончике присадочного стержня.
Какой сварочный аппарат выбрать
Сварочные аппараты некоторые умельцы берут напрокат. Для работы с легированным металлом надо выбирать современное оборудование для сварки, генерирующее постоянный ток, с таким аппаратом легче поддерживать короткую дугу, получаются ровные стежки шва. Можно сварить металл трансформатором, но в этом случае возможно образование наплывов, снижающих прочность реставрированного элемента. Лучше выбирать сварочники с дополнительными функциями. Риск залипания электрода, прожога заготовки снизится. Хороший вариант – универсальный генератор, вырабатывающий постоянный и переменный ток. Допустимо использование инвертора, выдающего переменный импульсный ток высокой частоты.
Настройка сварочного аппарата
Для сварки нержавеющей стали электродами придерживаются определенного режима работы. Чтобы сварить 4 мм заготовки, нужен аппарат, выдающий 100 А с напряжением 16 В. Диапазон сварки более тонких деталей:
Сварка нержавейки инвертором
- 1. Сварка нержавейки: что нужно знать?
- 2. Как варить нержавейку инвертором
Изделия из нержавейки пользуются большой популярностью. Наверняка у каждого дома найдётся хоть одно такое изделие, отличающееся прочностью и надежностью в использовании.
Однако порой случается так, что и изделия из нержавейки требуют ремонта. Для этих целей чаще всего используется сварка. А поскольку в последнее время для бытовых нужд приобретаются инверторы, то и возникает закономерный вопрос об их работе с нержавейкой.
В данной статье строительного журнала samastroyka.ru будет рассказано о том, как варить нержавейку инвертором.
Сварка нержавейки: что нужно знать?
Нержавейка относится к высоколегированной стали, большую часть которой составляет хром. Есть в составе нержавейки также и никель, титан, мобилен, и другие добавочные элементы, улучшающие характеристики этого металла против коррозии.
Из-за того, что нержавеющая сталь имеет теплопроводность почти, что вдвое меньше, чем у обычной стали, варить её довольно сложно. Делать это нужно только при пониженном напряжении и на обратной полярности тока.
Также, при неправильной сварки нержавейки, её может сильно повести, и это нужно обязательно учитывать, выставляя необходимые зазоры между свариваемыми элементами. Кроме того, после сварки, места швов будут подвержены коррозийным процессам, поэтому их следует защитить, чтобы уберечь целостность металлоизделия.
Как варить нержавейку инвертором
Чтобы правильно сварить нержавейку инвертором следует придерживаться таких правил:
1. Не перегревать слишком сильно заготовку, поскольку температура свыше 150 градусов здесь является уже критической;
2. Варить нержавейку допускается только на малом токе. При этом нужно исключить колебательные движения электродом и увеличить скорость сварки до предела;
3. Обязательно нужно позаботиться об отводе тепла, для чего под свариваемые заготовки рекомендуется подкладывать медные пластины достаточной толщины;
4. Сварка толстой нержавейки должно осуществляться с разделкой и многопроходным соединением.
5. Для сварки нержавеющей стали нужны специальные электроды, которые предназначены для этих целей (можно варить и обычными электродами, но качество сварочного шва будет намного хуже).
Перед тем как варить нержавейку инвертором, место сваривания заготовок нужно обезжирить. Для этого можно использовать ацетон или бензин. Обезжиренная поверхность позволить сварочной дуге гореть более устойчиво.
Если сварка осуществляется электродами 3 мм, то ток на инверторе должен быть выставлен не менее 80 А. Так же, как было сказано выше, варить нержавейку рекомендуется на токе обратной полярности, обязательно подложив под металлоизделие теплоотводящие пластины из меди.
Для надежной дуги расстояние между электродом и нержавеющим металлом должно быть выдержано в 2-3 мм. При этом угол наклона электрода при сварке, также имеет немалое значение. Угол электрода к поверхности нержавейки должен составлять около 80 градусов, и только к дуге.
Обязательно после сварки нержавейки швы должны быть защищены от процессов коррозии. Для этого они при необходимости зачищаются, после чего покрываются специальной пастой с антикоррозийным составом.
Сварка нержавейки инвертором, в силу своих особенностей, требует немалого опыта. Новичку в этом, на первых порах, будет сложно, поэтому без экспериментов, ошибок и проб, не обойтись.

