

Подготовка паяльника к пайке
Как правильно восстановить, залудить жало паяльника
 Работа с радиоэлектроникой предполагает пайку материалов. Научиться этому легко, а если есть непонятные нюансы, то с опытом они исчезнут. Инструмент требует обслуживания для своей качественной работы. Мастеру нужно уметь правильно залудить жало паяльника, чтобы держался припой. Инструмент при этом не должен быть повреждён. Качество пайки зависит от правильных действий при обработке основания.
Работа с радиоэлектроникой предполагает пайку материалов. Научиться этому легко, а если есть непонятные нюансы, то с опытом они исчезнут. Инструмент требует обслуживания для своей качественной работы. Мастеру нужно уметь правильно залудить жало паяльника, чтобы держался припой. Инструмент при этом не должен быть повреждён. Качество пайки зависит от правильных действий при обработке основания.
Особенности покрытий
Паяльники простого типа традиционно имеют медное жало. Материал до сих используется с момента изобретения инструмента из-за своих высоких теплопроводящих свойств. Но есть недостаток — способность к высокому износу. Медь выгорает или растворяется в припое. Недостаток требовалось устранить, и производители стали наносить дополнительное покрытие из никеля или серебра.
Никель обладает высокой прочностью и не изнашивается. Долгий срок службы — это преимущество никелевого покрытия. Недостаток — слабая адгезия. Такой наконечник плохо удерживает припой. Пайку можно выполнить только при подаче припоя непосредственно в зону работы. Рабочую область нагревают жалом, потом ложат небольшую часть припоя или паяльной пасты. Схватывание происходит от нагрева.
Серебро имеет хорошую адгезию, но слабо проводит тепло. К тому же материал дорогой. Со временем серебро изнашивается и обнажает медную основу. Это происходит из-за того, что покрытие из серебра растворяется в припое.
 Особенности напыления усложняют работу и обслуживание. Поэтому радиолюбители, особенно старшего поколения, предпочитают медные паяльники. Но у медного жала есть недостаток — горячая медь мгновенно окисляется. Взаимодействие с воздухом происходит лишь на тонком слое, но этого достаточно для нулевой адгезии. Тепло тоже передаётся хуже. Выход из ситуации — наконечник всегда нужно покрывать тонким слоем припоя.
Особенности напыления усложняют работу и обслуживание. Поэтому радиолюбители, особенно старшего поколения, предпочитают медные паяльники. Но у медного жала есть недостаток — горячая медь мгновенно окисляется. Взаимодействие с воздухом происходит лишь на тонком слое, но этого достаточно для нулевой адгезии. Тепло тоже передаётся хуже. Выход из ситуации — наконечник всегда нужно покрывать тонким слоем припоя.
Олово нельзя наносить перед пайкой, поскольку под его слоем начинает выгорать медь. На месте выгорания появляются шлаки, из-за которых отсутствует адгезия. Мастер начинает отвлекаться от работы.

Абразивные материалы стачивают покрытие. Никель или керамика нанесены тонким слоем на жало — вот почему нельзя их стачивать. Дорогостоящий наконечник превратится в медный пруток.
Процесс подготовки медного жала
 Процесс покрытия не вызывает трудностей. Расплавленный припой хорошо ложиться на горячую медь, но с одним условием — она должна быть чистой. Добиться этого можно только при низкой температуре. Окисление при повышении температуры ускоряется и адгезия пропадает. Холодный припой нельзя прилепить к жалу, поскольку он не плавится. Получается замкнутый круг.
Процесс покрытия не вызывает трудностей. Расплавленный припой хорошо ложиться на горячую медь, но с одним условием — она должна быть чистой. Добиться этого можно только при низкой температуре. Окисление при повышении температуры ускоряется и адгезия пропадает. Холодный припой нельзя прилепить к жалу, поскольку он не плавится. Получается замкнутый круг.
Шлаки, остатки канифоли и пластика, окалину и прочий мусор можно удалить на холодном инструменте. Стержень перед этой операцией вытаскивают, чтобы не повредить нагреватель. Жало внутри нагревателя тоже окисляется, что ухудшает теплопередачу. Электричество из-за окалины преодолевает лишнее сопротивление и расходуется впустую.
Перед тем как залудить паяльник с медным жалом его нужно очистить от грязи. Делают это напильником или наждачкой. Материал следует заточить до чистого слоя, чтобы внешний вид был как новый. Проще это сделать наждачкой. Поверхность полируют до гладкого состояния — так окисление проходит медленнее.
Скорость окисления можно снизить, если оковать жало. Делают это молотком на наковальне. Аккуратными ударами укрепляют поверхность и придают форму медному прутку. Далее переходят к процессу лужения, пока оно не покрылось шлаками.
Способы лужения медного жала:

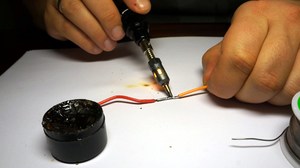
 Канифолью. Способ дымный, поэтому в жилом помещении провести его сложно и опасно для здоровья. Лучше воспользоваться балконом. Зачищенное основание погружают в баночку с канифолью и кладут туда немного припоя. Он моментально покроет жало и не даст ему окислиться. После процедуры кончик жала протирают толстым натуральным сукном, но аккуратно, чтобы не обжечь пальцы. Припой вотрётся в медь. Процедуру выполняют после длительного хранения паяльника.
Канифолью. Способ дымный, поэтому в жилом помещении провести его сложно и опасно для здоровья. Лучше воспользоваться балконом. Зачищенное основание погружают в баночку с канифолью и кладут туда немного припоя. Он моментально покроет жало и не даст ему окислиться. После процедуры кончик жала протирают толстым натуральным сукном, но аккуратно, чтобы не обжечь пальцы. Припой вотрётся в медь. Процедуру выполняют после длительного хранения паяльника.- Способ натирания поверхности оловом. Чистое основание немного разогревают и макают в канифоль. Затем поверхность натирают оловом. Процедуру повторяют несколько раз. Защитный слой закрепляют натиранием о сукно. Результат можно получить без дыма в любом помещении.
Правильная подготовка позволит не нервничать на начальном этапе работы. Спустя время процесс нужно переделывать из-за того, что медь начинает окисляться.
Лужение современного покрытия
 Наконечники из керамики и никеля не нужно лудить. Так читают производители, но это не более чем реклама. Современные покрытия тоже склонны к окислению, только процесс происходит медленнее. Залудить жало паяльника паяльной станции современного типа обычным способом не получится — покрытие будет стёрто.
Наконечники из керамики и никеля не нужно лудить. Так читают производители, но это не более чем реклама. Современные покрытия тоже склонны к окислению, только процесс происходит медленнее. Залудить жало паяльника паяльной станции современного типа обычным способом не получится — покрытие будет стёрто.

Очистку выполняют мокрой тряпочкой их х/б ткани. Берут твёрдую канифоль, куда ложат немного припоя. Наконечник следует натереть тряпочкой и моментально окунуть в канифоль. Кусок припоя утапливают вертикально вниз. Припой плавится и обволакивает конус жала.
Очистка в процессе работы
Правильно облудить паяльник важно не только во время подготовки к работе. Спустя какое-то время пайки может случиться так, что материал снова не будет липнуть к основанию. Это происходит через минут 15. Под слоем лужения обгорает медь. Существует несколько способов как правильно залудить паяльник во время работы.
Бруском дерева
Брусок дерева неотёсанный всегда должен находиться под рукой у мастера. Используют хвойные породы, поскольку такая древесина имеет природную канифоль. На древесину наливаю флюс и ложат немного припоя. Как только на жале появляется окалина, натирают его о дерево. Во время этого процесса основание очищается и облуживается.
Губка из металла
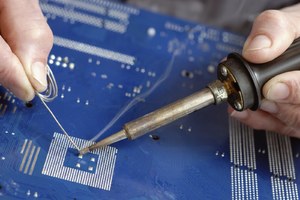 Способ моментального лужения основания паяльника. Заводские паяльные установки оснащены подобным устройством в виде губки из стали в контейнере.
Способ моментального лужения основания паяльника. Заводские паяльные установки оснащены подобным устройством в виде губки из стали в контейнере.
Мастеру удобно пользоваться подобным методом, но его можно улучшить. Низ губки измазывают флюсом — паяльным салом. При неглубоком погружении жала оно будет просто очищаться. А если на основание нанести припой и макнуть его глубоко, до основания губки, то очистка будет совмещена с лужением.
Метод оптимален для современных наконечников с керамическим или никелевым напылением. Даже паяльники с тонким жалом из меди можно так очищать и залуживать. Повреждения устройству сложно нанести даже при сильном нажатии.
Использование канифоли
Способ для традиционного инструмента с простым жалом из меди. Металл быстро окисляется и через 10−15 минут припой уже не подцепить. Если почистить отдельно от флюса, то мастер не успеет донести паяльник — так быстро проходит окисление.
Чистят инструмент из-за этого в канифоли. Под паяльник ложат надфиль, можно воспользоваться стальной проволокой. Затем жалом трут до того момента, пока флюс не расплавится. Припоя не должно быть.
Классический метод и профилактика
Предыдущие способы придумали мастера относительно недавно. Наши предки, даже ещё отцы, делали лужение несколько иначе. Для этого требовался напильник с мелкой насечкой, верстак для работы (можно заменить доской), канифоль и максимально тугоплавкий припой.
Порядок действий:
 Зачищают одну грань основания.
Зачищают одну грань основания.- Глубоко погружают инструмент в канифоль и натирают грань о дерево.
- Контакт о дерево проводят на месте, где предварительно заготовлен припой. Процедуру повторяют несколько раз.
- Занимаются второй гранью.
- Залуживают круглую поверхность прута.
Процедура отнимет минут 10, не меньше. Большое количество времени на подготовку окупается тем, что с инструментом можно работать несколько дней без особой подготовки.
Работа продолжительное время спровоцирует перегрев. Повышение температуры усиливает окисление и прут приходится готовить к работе чаще. Дабы избежать лишних процедур следует придерживаться некоторых правил.
Профилактические меры от окисления:
 Максимальную мощность нельзя использовать постоянно.
Максимальную мощность нельзя использовать постоянно.- Регулятор температуры в паяльной станции следует выставлять на минимально возможное значение.
- Опытные мастера оснащают подставку для паяльника выключателем с ограничителем напряжения — при неиспользовании инструмента нагрев сохраняется, а покрытие не окисляется.
- После каждой пайки следует восстановить покрытие.
Инструмент всегда нужно держать наготове. После продолжительного простоя жало паяльника не лудится из-за сильного окисления. Восстановление адгезии покрытия, особенно из меди, проводят канифолью. После погружения в неё жало натирают тканью х/б. Во время работы паяльник тоже периодически нужно очищать.
Подготовка паяльника к пайке
При первом включении нового паяльника в сеть бывает, из его корпуса начинает выходить дым, это выгорает лаки и жиры, которые попадают при сборке и консервации. Поэтому первое включение нового паяльника желательно делать в хорошо вентилируемом помещении или выставить паяльник в окно на улицу, подключив через удлинитель.
Прежде, чем приступить к пайке, жалу нового паяльника требуется придать напильником удобную для конкретного вида пайки форму. Если конец жала, прогрев паяльник в течение 15-20 мнут отковать, то оно будет служить дольше, так как медь уплотнится, и не так быстро будет растворяться при пайке в припое.

Самая универсальная форма жала – угловая и на срез. Реже, ножевидная, такая форма жала паяльника удобна, если нужно прогреть одновременно, например, ряд контактов разъема или выводов микросхемы при выпаивании из печатной платы.
Для возможности пайки паяльником некоторых радиоэлементов приходится изготовить специальное жало, как например на фото. Жало такой формы позволяет выпаивать паяльником без разрушения безвыводные SMD компоненты – резисторы, диоды, конденсаторы и другие радиоэлементы. Жалом стандартной формы такую пайку не выполнить.

После формирования жала паяльника, его рабочие плоскости необходимо залудить. Для этого прогревают паяльник до рабочей температуры, быстро прикасаются жалом по очереди к канифоли и припою, и растирают жало о плоскую деревяшку.
Признаком разогрева жала паяльника до требуемой температуры является вскипание канифоли с обильным выделением пара при прикосновении к ней жалом паяльника. Если не удается залудить жало, то нужно еще раз зачистить его рабочую поверхность и залудить повторно. Признаки хорошей залудки, это когда вся поверхность покрыта тонким слоем припоя.
Подставка для паяльника
Перед пайкой паяльник нужно разогреть. При этом корпус паяльника нагревается до температуры 300°С и для защиты окружающих предметов от повреждения необходимо исключить контакт паяльника с ними. Для этого служит подставка для паяльника, которая кроме функции защиты является своеобразным столиком, на котором обычно размещают флюс, припой, поролон для чистки жала паяльника и выполняют работы по лужению проводов.
Подставки для паяльника заводского изготовления не удобные в эксплуатации, главным образом из-за малых размеров. Подставку для паяльника легко сделать самому.

Для паяльника на 40 Вт у меня подставка сделана из листа фанеры толщиной 5 мм и размером 18 см×25 см. Большей столик удобен для работы, на нем я лужу поверхности деталей, стряхиваю на него излишки пропоя с жала паяльника. Для опоры горячей части паяльника к фанере на расстоянии 10 мм друг от друга, шурупами прикручены две чашки от звонка старого телефона. Они удобны по размеру, одновременно служат для хранения канифоли и кусочков припоя.
Благодаря круглой форме с паяльником чашки соприкасаются только в двух точках и поэтому мало отбирают у него тепла. На столике еще закреплен радио крокодил, который удерживает поролон для чистки жала. Легкосъемное крепление необходимо для увлажнения поролона (мокрый поролон лучше удаляет с жала грязь) и в случае необходимости замены его при износе. Крокодил я закрепил следующим образом. Сделал плоской его часть, предназначенную для вставления вилки, и подсунул под чашку.

Для паяльника на 10 Вт подставка несколько другая. Представляет собой пластмассовую коробку, в которой размещен понижающий трансформатор с 220 В на 12 В. Опора для паяльника, согнута из выкроенного листа железа, который одновременно является боковой крышкой коробки. Сверху прикручен лист стеклотекстолита, для лужения деталей.
Инструмент для выполнения пайки
На инструменте не стоит экономить, в наличии его должно быть достаточно, для выполнения любых видов пайки паяльником.

Качество и эстетический вид паяного соединения напрямую зависит от набора имеющегося инструмента. При пайке паяльником детали сильно нагреваются и в руках их не удержать. Поэтому нужны разных размеров пинцеты, плоскогубцы.

Если губки пинцета заточить, как показано на фотографии, то детали при пайке не будут выскальзывать. Таким пинцетам также будет удобно удерживать маленькие винтики при их закрутке.
Для зачистки от окислов и снятия изоляции понадобятся кусачки, нож, напильники, кар щетка, наждачная бумага. Для придания проводам требуемой формы, например концу толстого проводника для резьбового соединения при подсоединении к розетке или выключателю, понадобятся круглогубцы.

Микросхемы хорошо выпаивать с помощью медицинской иглы, отсоса или медной оплетки от экранированного коаксиального кабеля.

Освобождать заплывшие припоем металлизированные отверстия в печатных платах после выпайки деталей удобно зубочисткой, остро заточенной спичкой или швейной иголкой. Для этого нужно с одной стороны припой в отверстии разогреть паяльником, а с другой стороны вытолкнуть его с помощью выше перечисленного инструмента.
Как залудить паяльник?
Подготовка и уход за паяльником

Если на эту страничку попали те, кто уже умеет правильно паять, то информация Вам вряд ли пригодится, это мануал для новичков.
Радиоэлектроника для начинающих начинается с пайки. Это аксиома. Научиться паять довольно просто, как и в любом деле, нужна практика. Если паяльный набор готов, то пора приступить к подготовке инструмента.
Заточка жала паяльника.
Прежде чем паять необходимо подготовить новый паяльник к работе, а точнее, заточить жало под определённую форму и покрыть тонким слоем припоя.

Жало необходимо заточить напильником под углом в 30-40 градусов, так, чтобы получился клин. Острый край жала следует затупить, чтобы получился плоский край шириной около 1 мм. Обычно, у новых паяльников жало уже заточено клином, но оно покрыто слоем патины – зеленоватым окислом меди и кислорода. Этот окисел надо убрать напильником по металлу или мелкозернистой шкуркой.

Кроме “классической” клиновидной формы жалу можно придать и другую, всё зависит от того, что вы будете паять. Для пайки мелких деталей можно сделать его форму наподобие вытянутого конуса с шириной края 2 – 3 мм. Или же сделать пропил в краю, чтобы можно было одним касанием выпаивать SMD-резисторы.
Сразу после того, как заточили жало, нужно установить его в паяльник и залудить. Если не сделать этого, медная поверхность жала окислиться на воздухе и его придётся затачивать заново!
Залуживаем жало паяльника.
Далее необходимо залудить жало, т.е покрыть его тонким слоем припоя. Для этого включаем электрический паяльник в сеть и ждём, когда медный стержень прогреется до определённой температуры. Когда жало прогреется, это станет заметно по красноватому оттенку, медь станет красновато-оранжевого цвета. Затягивать прогрев не стоит, иначе жало обгорит. Как только жало приобретёт чуть красноватый оттенок, его необходимо прислонить к кусковой канифоли или смоле.

При этом будет обильное выделение дыма. Расплавленной канифолью покрываем всё жало. Далее расплавляем небольшой кусочек припоя так, чтобы он равномерно растёкся по поверхности. Можно потереть жало о деревянную дощечку, так припой лучше распределиться по медной поверхности.
Медное жало должно быть покрыто ровным слоем припоя. Если на поверхности остались непокрытые припоем участки, процесс лучше заново повторить.

Вот так происходит подготовка паяльника к работе. По мере необходимости процесс надо будет повторять, но делать это часто совсем необязательно.
Писал всё довольно подробно, чтобы новичкам было как можно легче.
Уход за паяльником.
Как и любой другой инструмент, паяльник требует ухода. Время от времени жало у паяльника выгорает, на нём появляются рытвины и неровности. Устраняется выгорание затачиванием жала и его лужением. Также следует обратить внимание на то, что при длительном использовании стержень покрывается окалиной, что препятствует быстрому прогреву.

Почему жало паяльника выгорает? Дело в том, что при нагреве медь частично растворяется в припое, а сам край жала подвергается пусть и небольшому, но механическому воздействию. Также стоит понимать, что когда паяльник не используется, жало сильно разогревается и это способствует окислению меди. Поэтому при холостом простое рекомендуют либо выключить паяльник, либо уменьшить температуру. У обычного электрического паяльника типа ЭПСН температурной регулировки нет, поэтому при простое его лучше выключить.
Окалину удаляют следующим образом.
Пассатижами вытаскивают медный стержень из паяльника. Убирают окалину со стержня с помощью мелкозернистой шкурки. Можно покрыть стержень небольшим слоем графита, потерев его о грифель обычного карандаша. Это предотвратит быстрое образование окалины в будущем. Лёгким постукиванием по нагревательному элементу паяльника добиться извлечения окалины из нагревательного элемента, где был установлен медный стержень. Устанавливают медный стержень на прежнее место.

Следует время от времени проверять состояние изоляции электрического паяльника. Для этого замеряют сопротивление между сетевой вилкой паяльника и жалом. О том, как измерять сопротивление я уже рассказывал. На омметре следует выставить мегаомный предел измерения (1 – 10Мом). Помните, что касаться руками металлических щупов мультиметра при замере сопротивления нельзя. Иначе, прибор покажет общее сопротивление Вашего тела и замеряемой цепи. Прибор должен показать бесконечно большое сопротивление. Это будет свидетельством добротной изоляции между жалом паяльника и электрической сетью.
Для тех, кто уже обзавёлся паяльной станцией, подойдут сменные жала 900М из меди. Они также требуют подготовки перед работой.
КАК ПРАВИЛЬНО ПАЯТЬ? ПАЙКА ДЛЯ НАЧИНАЮЩИХ
ТЕОРЕТИЧЕСКАЯ СУТЬ ПРОЦЕССА ПАЙКИ
Чтобы научиться, что-либо чинить или ремонтировать, очень полезно понимать базовую (физическую) основу той или иной работы. В чем состоит суть пайки, как процесса? Если обратиться к физике, то можно сказать, что во время пайки мы используем способность одного металла, который находится в расплавленном виде, растекаться по поверхности другого металла. Соединенные пайкой детали обволакиваются слоем припоя и остаются неподвижно соединенными после его застывания.
При пайке для нас наиболее важны два параметра: прочность спаянного соединения и проводимость спаянного соединения. Как правило, эти два параметра пропорциональны – чем прочнее и плотнее схвачены детали, тем больше между ними проводимость. Но следует помнить, что используемый припой имеет высокое удельное сопротивление, поэтому его слой должен быть, как можно тоньше, а вот укрывистость наоборот, как можно больше.
Возможность пайки определяется двумя основными условиями:
- Чистота деталей в месте спаивания. Соединение припоя происходит на атомном уровне, а присутствие даже самой малейшей оксидной пленки или загрязнения сделает надежное соединение невозможным.
- Температура плавления припоя должна быть ниже температуры плавления спаиваемых деталей. Вроде бы это само собой разумеется, но существуют и припои температура плавления, которых выше чем у алюминия.
ИНСТРУМЕНТ И РАСХОДНИКИ ДЛЯ ПАЙКИ
ФЛЮСЫ. Опытные мастера говорят, что правильный выбор припоя и флюса – это уже половина успеха при пайке. Сфера применения флюсов, как правило, подробно описывается на упаковке. Имеются и универсальные флюсы, которые подойдут для большинства случаев.
Флюс применяется для протравливания деталей, для снятия оксидной пленки и защиты металла от коррозии. Покрывая поверхность флюсом, вы очищаете ее и даете возможность олову растекаться по ней и смачивать ее.
Условно флюсы принято делить на два типа.
- Активные флюсы, сделанные на основе кислот, как правило, хлорной или соляной, могут паять почти что угодно. Основным их недостатком является необходимость смывки флюса сразу же после пайки. Это необходимо делать, потому что остатки кислоты вызывают сильную коррозию, а кроме того кислоты сами по себе являются проводниками и могут вызвать замыкание.
- Второй тип флюса – это флюсы, созданные на базе канифоли, которую используют и в чистом виде. Канифоль менее эффективна при пайке стальных деталей, но хороша для пайки цветных металлов и сплавов. Канифоль также требует смывки, так как со временем тоже способствует коррозии, а кроме того со временем же становится проводимой, вбирая в себя влагу из окружающей среды.
ПРИПОЙ. Чаще всего используют свинцово-оловянные припои под маркой ПОС. В маркировке припоя цифра после букв означает содержание в припое олова. Чем больше олова, тем выше механическая прочность соединения, а также его электропроводность. Кроме того, при большом содержании олова температура плавления припоя ниже. Зачем же в припое свинец? Свинец способствует нормализации застывания, без свинца олово может растрескаться или покрываться иглами.
Выделяют и специальные типы припоев. Например, бессвинцовые (марка БП). В таких припоях свинец заменен на индий или цинк. Эти припои не токсичны за счет отсутствия свинца, но имеют более высокую температуру плавления. Кроме того, такие припои дают более прочное более устойчивое к коррозии соединение. Также можно выделить специальные легкоплавкие припои, которые растекаются уже при температуру 90-100 градусов C. Эти припои используются при пайке деталей чувствительных к высоким температурам, например, в радиоаппаратуре. К таким специальным легкоплавким припоям относят сплавы Вуда и Розе.
ПАЯЛЬНИК. Паяльники различают по типу питания: сетевые и паяльные станции. Сетевые паяльники питаются от сети 220В. Они хороши для пайки проводов и массивных деталей за счет своей большой мощности. Большая мощность обеспечивает качественный и глубокий прогрев детали. Главным недостатком сетевого паяльника является неудобство работы с ним: он тяжеловат, жало располагается далеко от рукоятки. Выполнять тонкие работы таким паяльником неудобно и затруднительно.
В паяльных станциях используется термоконтроль для поддержки стабильного уровня температуры. Это маломощные паяльники, как правило, не более 40 Вт. Таким паяльником можно работать с мелкими деталями и деталями чувствительными к перегреву.
ЖАЛА ПАЯЛЬНИКА. Жала различают по форме: шиловидное (универсальное), лопаточка, тупой конус, скос и др. Выбирая форму жала важно добиться максимальной площади соприкосновения со спаиваемыми деталями. Это даст мощный, но непродолжительный нагрев.
Практически все жала изготавливаются из меди. Но жала могут быть с покрытием или без него. Жала с покрытием из хрома или никеля очень долговечные, но хуже смачиваются припоем, а также требуют бережного к ним отношения. Чистят такие жала с помощью латунной стружки или вискозной губки. Жала без покрытия – это по сути расходный материал. Жало со временем покрывается окислами, припой перестает к нему прилипать, и рабочая кромка нуждается в зачистке и лужении. В результате использования такое жало очень быстро стачивается.
Это наиболее простой вид пайки и выполнить его достаточно просто. Залуживаем провода. Концы проводов опускаем в раствор флюса. Затем смачиваем жало паяльника во флюсе и проводим эти жалом по концам проводов. Излишки расплавленного припоя стряхиваем. После лужения формируем скрутку и тщательно прогреваем, наносим припой в небольшом количестве, заполнением им пространство между жилами проводов.
Можно использовать и другой способ. Перед скручиванием провода смачивают флюсом, а пайку производят без предварительного лужения. Этот способ особенно часто используется при пайке многопроволочных жил.
Это касается электромонтажных работ. Соединять проводку с помощью пайки в распределительных коробках не принято. Потому что, во-первых, это будет неразъемным соединением, а во-вторых пайка со своим высоким переходным сопротивлением вызовет риск коррозии соединения. Провода, как правило, паяют при соединениях внутри самого электрического прибора или залуживают концы многопроволочных жил перед их затяжкой с помощью винтовых клемм.
ПРОИЗВОДИМ ПАЙКУ ПРОВОДОВ
ПАЙКА ЭЛЕКТРОННЫХ КОМПОНЕНТОВ
Для пайки электроники уже нужен определенный опыт. Хотя простая работа по замене неисправного электронного компонента на плате по силу и дилетанту.
Проще всего паять выводные элементы. Это элементы с ножками. Для начала фиксируем выводы этих элементов в отверстиях платы. Теперь с обратной стороны платы плотно прижимаем паяльник к хвосту, чтобы его прогреть. Затем в место пайки вводим проволочку припоя с флюсом. Обратите внимание, что достаточно небольшого количества олова. Нужно чтобы оно равномерно затекло в лунку и образовало подобие небольшой выпуклой «шляпки».
Во время пайки важно сохранять соединяемые элементы неподвижными до момента полного остывания припоя. Ведь любое даже самое малое нарушение формы олова во время кристаллизации приведет к дроблению всего припоя на мельчайшие кристаллики. Признаком такого явления будет резкое помутнение припоя. Если такое произошло, то нужно еще раз разогреть припой и дать ему остыть в полной неподвижности.
В нашей статье мы кратко рассказали лишь о самых первых основах пайки. Но даже эти минимальные знания будут полезны нашим домашним мастерам, которые впервые сталкиваются с проблемой пайки.
ОБЯЗАТЕЛЬНО СТАВЬТЕ ЛАЙКИ И ПОДПИСЫВАЙТЕСЬ НА КАНАЛ.

