Из каких частей состоит токарный резец
Основные части и элементы конструкции токарного резца
И так здравствуйте друзья! Сегодня мы с вами поговорим про то какие основные части и элементы токарного резца. Эта тема необходима нам потому, что это необходимо знать для дальнейшего изучения механической обработки на токарных станках.

Основные части и элементы токарного резца.
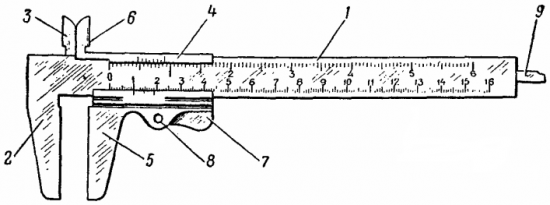
Для того чтобы было более понятно посмотрим на этот рисунок где изображен токарный резец и обозначены основные его составляющие. Или как их можно назвать элементы резца. Вы конечно можете меня обвинить, что я для примера привел резец очень древний, но извините это классика.

Элементы токарного резца подразделяются:
1. Это так называемый стержень (или державка) самого резца. Он непосредственно служит для крепления инструмента в резцедержателе токарного станка или револьверную головку.
2. Передняя поверхность. По ней сходит стружка в процессе обработки на токарном станке и падает в станину.
3. Вершина резца. Ну хочу вам сразу сказать, что вершина токарного резца должна находится строго по оси обрабатываемой заготовки не ниже и не выше иначе будет повышенный износ режущей пластины и как следствие ее разрушение.
4. Главная режущая кромка. Ну тут все понятно) главная кромка напрямую участвует в процессе резания, а если сказать проще срезает металл с заготовки.
5. Главная задняя поверхность. Имеет угол аналогичный наклону главной режущей кромки но в срезании металла не участвует.
6. Вспомогательная режущая кромка. Не участвует в процессе резания не помню честно говоря зачем она 🙂 если кто помнит пишите в комментариях обсудим и подискутируем.
7. Вспомогательная задняя поверхность. Эта поверхность является продолжением заднего угла вспомогательной режущей кромки.
Во общем не так уж сложно запомнить под главной режущей кромкой находится главная задняя поверхность а под вспомогательной соответственно вспомогательная поверхность. Уф ну и закрутил )))))
ДААА! вы наверное заметили что на вышеуказанном рисунке есть еще и сноска под названием головка резца. Но я про нее не забыл я как раз хотел вам про нее рассказать, а именно что все вышеуказанные пункты кроме стержня или державки и есть головка токарного резца.
Ну конечно вы сейчас скажите, что я рассказал про конструкцию «доисторического» токарного резца и будете от части правы это токарный резец с напаянной пластиной НО режущий инструмент с неперетачиваемыми твердосплавными пластинами имею такие же поверхности — ЭТО КЛАССИКА 🙂 .
Видео про основные части и элементы токарного резца:
Ну вот и все. Думаю что прочитав мою статью про основные части и элементы конструкции токарного резца,закрепив все этим на мой взгляд достаточно толковым видео вы поняли что к чему. Ну а если нет пишите в комментариях, что не понятно будем разбираться вместе. ДО ВСТРЕЧИ.
Да чуть не забыл А ТЫ ПОДПИСАЛСЯ на новые новости моего блога:) !
Основные поверхности токарного резца и его геометрические параметры
Токарный резец выбран в качестве представителя режущих инструментов, как наиболее простой.
Определения геометрических параметров токарного резца остаются справедливыми и для других типов режущих инструментов с учетом особенности их кинематических схем резца.
Токарный проходной резец состоит из рабочей части и державки (рис. 1.2).
Рабочая часть содержит режущие лезвия и образуется в процессе заточки (переточки) резца.
Державка служит для закрепления резца в резцедержателе станка.
Передняя поверхность – поверхность, по которой сходит стружка.
Главная задняя поверхность обращена к обрабатываемой поверхности заготовки.
Вспомогательная задняя поверхность обращена к обработанной поверхности заготовки.
Главная режущая кромка образуется пересечением передней и главной задней поверхности.
Вспомогательная режущая кромка образуется пересечением передней и вспомогательной задней поверхности.
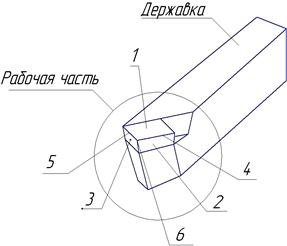
Рис. 1.2. Токарный проходной резец:
1 – передняя поверхность; 2 – главная задняя поверхность; 3 – вспомогательная задняя поверхность; 4 – главная режущая кромка; 5 – вспомогательная режущая кромка; 6 – вершина резца
Вершина резца является сопряжением главной и вспомогательной кромки по радиусу или фаске.
По ГОСТ 25762–83 различают статические и кинематические углы токарного резца.
Статические углы используются при разработке чертежа инструмента, при его заточке и контроле.
Кинематические углы резца образуются в процессе резания и зависят от параметров режима резания (главным образом – от величины подачи).
Статические углы токарного резца измеряются в статической системе координат, а кинематические – в кинематической системе координат. И статическая, и кинематическая системы координат связаны с кинематикой резца.
Статическая система координат – это прямоугольная система координат с началом в рассматриваемой точке режущей кромки, ориентированная относительно направления скорости V главного движения (рис. 1.3а). Для резца, установленного по оси центров, ось z направлена вертикально вверх, оси x и y расположены в горизонтальной плоскости (рис. 1.3а); ось y направлена вдоль оси державки резца, ось x – вдоль направления подачи резца.
Для отсчета статических углов токарного резца (углов заточки) используют следующие статические координатные плоскости: основную плоскость, плоскость резания и рабочую плоскость (рис. 1.3а).
Основная плоскость – плоскость, проведенная через рассматриваемую точку режущей кромки перпендикулярно вектору V скорости главного движения (плоскость OXY).
Плоскость резания – плоскость, касательная к режущей кромке в рассматриваемой точке и перпендикулярная основной плоскости.
Рабочая плоскость – плоскость, проходящая через векторы V скорости главного движения и Vs скорости движения подачи (плоскости OXZ).
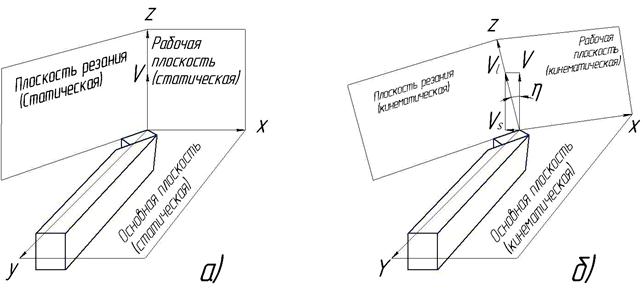
Рис. 1.3. Статическая (а) и кинематическая (б) системы координат (η – угол скорости резания)
На рисунке 1.4 показаны статические углы токарного резца.
Главная секущая плоскость – плоскость, перпендикулярная проекции главной режущей кромки на основную плоскость.
Вспомогательная секущая плоскость – плоскость, перпендикулярная проекции вспомогательной режущей кромки на основную плоскость.
В главной секущей плоскости расположены:
· главный передний угол γ – угол между передней поверхностью и основной плоскостью. В зависимости от положения передней поверхности относительно основной плоскости различают положительный или отрицательный передний угол (рис. 1.4). Если же передняя поверхность совпадает с основной плоскостью, то передний угол равен нулю. На рисунке 1.4 показан положительный передний угол;
· главный задний угол α– угол между главной задней поверхностью и плоскостью резания;
· угол заострения β – угол между главной задней и передней поверхностью резца.
Из рисунка 1.4 следует:
γ + β + α = 90 0 (1.1)
Обычно задают углы γ и α, а угол β рассчитывают по формуле (1.1).
Во вспомогательной секущей плоскости измеряют вспомогательный задний угол α1– это угол между вспомогательной задней поверхностью и плоскостью, проходящей через вспомогательную режущую кромку перпендикулярно основной плоскости.
В основной плоскости измеряются углы в плане:
· главный угол в плане φ – угол между проекцией главной режущей кромки на основную плоскость и рабочей плоскостью;
· вспомогательный угол в плане φ1 – угол между проекцией вспомогательной режущей кромки на основную плоскость и рабочей плоскостью;
· угол при вершине в плане ε – угол между проекциями главной и вспомогательной режущими кромками на основную плоскость.
Рис. 1.4. Статические углы токарного резца:
N-N – главная секущая плоскость; N1-N1 – вспомогательная секущая плоскость
Из рисунка 1.4 следует:
Обычно назначают углы φ и φ1, а угол ε определяют по формуле (1.2).
Угол наклона главной режущей кромки λ – угол, расположенный в плоскости резания между главной режущей кромкой и основной плоскостью. Угол λ может быть положительным, равным нулю и отрицательным. Угол λ равен нулю, если главная режущая кромка находится в основной плоскости. На рисунке 1.5б показан отрицательный угол наклона главной режущей кромки.
Рис. 1.5. Угол наклона главной режущей кромки λ токарного проходного резца [3]: a)λ>0, б)λ
Резец токарный
Содержание: Скрыть Открыть

Резец токарный – это основной рабочий элемент оснастки токарных дерево- и металлообрабатывающих станков применяемый для придания заготовке необходимой формы и размеров. От выбора типа токарного резца, его заточки и состояния во многом зависит возможность тех или иных операций, изготовления деталей требуемой конфигурации.

Конструкция токарного резца
Конструктивные элементы токарного резца – режущая часть или головка и державка, с помощью которой оснастка фиксируется в резцедержателе станка. Резец и державка могут иметь квадратную или прямоугольную форму. Размер резца должен соответствовать стандартному ряду в пределах от 160х100 до 630х500 мм для прямоугольной конфигурации и от 40х40 до 400х400 мм для квадратной.
Главной рабочей частью резца является головка, режущие свойства которой определяют углы кромок. Именно углы токарного резца определяют характер съёма металла с заготовки. Основные углы:
- Главный задний – находится между плоскостями резания и задней поверхностью резца. От него зависит параметр силы трения, качество обработки и скорость изнашивания инструмента. Подбирается в соответствии с плотностью обрабатываемого материала.
- Главный передний – определяет уровень деформации материала при срезе, усилие реза и эффективность отвода тепла. Должен быть обратно пропорционален твердости обрабатываемого материала – чем она выше, тем меньше угол.
- Резания. Расположен между передней и задней поверхностями головки.
- Заострения. Расположен между передней и задней поверхностями. От него зависит прочность и острота оснастки.
- Основной в плане. От него зависит количество снимаемого материала.
- Вторичный в плане. От него зависит шероховатость. Чем он ниже, тем выше качество поверхности.
- Вершина между задней вспомогательной поверхностью и кромкой реза. Имеет прямое соотношение с показателем прочности.
- Наклона режущей кромки – определяет геометрию пятна контакта резца и поверхности детали.
- Задний вспомогательный – определяет трение между задней плоскостью и заготовкой.

Все элементы конструкции токарного резца выполняются из одной марки стали. Рекомендуются металлокерамические твердые сплавы Т5К10 или сходные с ним.
Классификация резцов
Существует несколько характеристик для классификации резцов. В первую очередь это конструктивные особенности:
- Монолитное исполнение – единая головка и державка.
- Сборная конструкция – головка с напайкой из твердой марки стали.
- Сборная с механическим креплением. Данные типы токарных резцов оснащены пластинами из металлокерамики, которые крепятся болтовым соединением.
- Регулируемые резцы.
В зависимости от назначения резцов они подразделяются на черновые и чистовые, соответственно, для снятия большей или меньшей толщины металла при увеличенных или уменьшенных оборотах. Также инструмент подразделяется и по направлению подачи на правый и левый.
В основном виды резцов для токарного станка определяются по их функциональному назначению и подразделяются на:
- отрезные;
- проходные;
- канавочные;
- расточные;
- фасонные и резьбовые.

В зависимости от расположения режущей кромки относительно державки инструмент подразделяется на прямой, отогнутый и оттянутый. В прямых форма режущей кромки прямая, в отогнутых имеет изогнутую форму и в оттянутых её ширина меньше чем у стержня.
Рекомендации по подбору резца
При выборе инструмента необходимо руководствоваться функциональным назначением резцов. Что же касается материала, углов заточки и прочих параметров необходимо учесть твердость материала обрабатываемой заготовки. Также необходимо определиться с тем, что является наиболее приоритетным фактором при проведении работ – качество, производительность, стойкость инструмента.
Рекомендуемый минимальный набор резцов состоит из:
- Проходного необходимого для торцевой обработки;
- Наружного нейтрального;
- Расточного.
Данный базовый комплект достаточен для выполнения большей части типовых операций, но конечно для более сложных работ понадобится расширенный набор инструмента, в том числе фасонные и резьбовые резцы. Для профессиональных работ в большом объёме разумным вариантом будет приобретение набора резцов со сменными пластинами. Это позволит впоследствии тратить меньше средств на приобретение расходных материалов, по мере износа производя только замену пластин, а не резцов целиком.
Действующие стандарты
Производство токарных резцов регулируется различными действующими стандартами. Так, технические условия отрезных резцов определяет ГОСТ 18874-73, проходных – ГОСТ 18871-73. На расточные резцы действует ГОСТ 18872-73, на фасонные – ГОСТ 18875-73 и на резьбовые – ГОСТ 18885-73.
Новости
Доставка – в штатном режиме
Адресная доставка и до транспортной компании
Поздравляем с 8 Марта!
Поздравляем с Международным женским днем!
Поздравляем с 23 февраля!
Поздравляем с Днем Защитника Отечества!
Статьи
Развертывание отверстий
Применение, порядок и используемый инструмент
Размеры и диаметры сверл по металлу
Подбор диаметра и длины сверла
Как пользоваться развертками
Применение и использование разверток по металлу
Резцы по металлу для токарных станков, типы и назначение
 Основной оснасткой токарных станков являются токарные резцы по металлу. С их помощью детали придается необходимая форма путем срезания ненужного металла. Резец – лезвийный инструмент. Процесс резания происходит за счет перемещения резца вдоль вращающейся заготовки. Большое разнообразие резцов позволяет обрабатывать любые формы и типы поверхностей из металлов и других материалов.
Основной оснасткой токарных станков являются токарные резцы по металлу. С их помощью детали придается необходимая форма путем срезания ненужного металла. Резец – лезвийный инструмент. Процесс резания происходит за счет перемещения резца вдоль вращающейся заготовки. Большое разнообразие резцов позволяет обрабатывать любые формы и типы поверхностей из металлов и других материалов.
Особенности конструкции
Если посмотреть на токарный резец, то в его конструкции можно выделить две основные части. Это державка и рабочая головка. Назначение державки – это установка и фиксация инструмента в резцедержателе станка. Рабочей головкой производится непосредственное срезание металла.
ГОСТ 18877-2013 предусматривает следующие размеры державок:
- для настольных и учебных станков – 10х16 мм;
- основной размер – 16х25 мм;
- нестандартный размер – 12х20 мм;
- для среднетоннажного оборудования – 20х32 мм;
- для крупногабаритных станков – 25х40 мм.
На станках с ЧПУ на автоматизированных многопозиционных головках используется инструмент с круглой державкой.
Для облегчения снятия лишнего металла рабочую головку затачивают под определенными углами. Углы, формирующие режущую часть резца:
 α — главный задний угол;
α — главный задний угол;- β — угол заострения;
- γ — главный передний угол;
- δ — угол резания;
- φ — главный угол в плане;
- λ — угол наклона режущей кромки;
- ε — угол при вершине.
От указанных параметров зависит осуществление и производительность процесса резания.
Классификация инструмента
Классификация токарных резцов по металлу производится по нескольким признакам. Среди них выделяются назначение обработки, тип резцовой части, форма. Классификация выглядит следующим образом:
По способу изготовления:
- цельные,
- с напаянными пластинами из твердого сплава;
- сборные.
По направлению движения:
По форме державки:
По типу назначения:
 проходные;
проходные;- отрезные;
- расточные;
- упорные;
- резьбовые;
- галтельные;
- фасонные;
- подрезные;
- прорезные.
По типу выполняемых работ:
- черновое точение (обдирка);
- получистовое точение;
- чистовая обработка;
- тонкое точение.
По способу установки:
По материалу режущей части:
- легированная сталь;
- инструментальная сталь;
- твердые сплавы:
- однокарбидные (вольфрамовые);
- двухкарбидные (титановольфрамовые);
- трехкарбидные (титанотанталовольфрамовые);
- металлокерамика;
- алмаз.
Специфика резцовых устройств
 На практике применяются различные виды резцов для токарного станка по металлу для получения требуемой формы изделия. Не всегда можно производить обработку прямым инструментом. На помощь приходят образцы, у которых конструкцией предусмотрена изогнутая державка.
На практике применяются различные виды резцов для токарного станка по металлу для получения требуемой формы изделия. Не всегда можно производить обработку прямым инструментом. На помощь приходят образцы, у которых конструкцией предусмотрена изогнутая державка.
Прямые проходные резцы используются для продольного точения. Отогнутыми инструментами можно обрабатывать торец заготовки, а также легко делать фаски. Выбрать резец по направлению движения во время обработки можно следующим образом. Положить свою руку на инструмент. Большой палец должен указывать на режущую кромку. Если направлению соответствует палец на правой руке, значит, резец правого направления.
Подрезные резцы перемещаются в поперечном направлении. При малом вылете заготовки из токарного патрона обработка прямым резцом невозможна. Применяются модели с отогнутыми или изогнутыми державками.
Для отделения изделия от заготовки используются отрезные резцы. Процесс отрезания происходит при условии размещения режущей кромки под прямым углом к заготовке. Кроме основных резцов, у которых ось проходит через весь инструмент, применяются резцы с оттянутой головкой. Головка может быть смещена вправо или влево относительно оси.
На отрезные резцы похожи прорезные. Отличительной их чертой является заточка переднего угла. У прорезных изделий она прямая, а у отрезных имеет уклон в сторону заготовки.
Резьбовые резцы выполняются в двух вариантах: для нарезания наружной резьбы и внутренней. Форма резцовой головке придается согласно типу и профилю нарезаемой резьбы.
Расточные инструменты предназначены для обработки сквозных и глухих отверстий. Пластине придается треугольная форма. В зависимости от глубины обработки державка резцов изготавливается квадратной. При длине резца в 150 мм державка имеет размер 16х16 мм. Если длина составляет 200 мм , то размер державки равен 20х20 мм. При максимальном вылете в 300 мм державку делают размером 25х25 мм.
Сборную оснастку еще называют универсальной. Получила она свое название благодаря возможности установки на нее пластин разной формы, что приводит к возможности вести обработку под любым углом.
Быстрая смена пластины увеличивает производительность обработки. Не нужно отвлекаться на заточку. Каждая пластина имеет несколько граней. Для ремонта этой оснастки не требуется больших вложений. Требуется только купить комплект пластин, а державка обычно не страдает.
Фасонный инструмент предназначен для получения однотипных деталей в большом количестве, например, при массовом выпуске. Резцу придается форма получаемой детали. За одно поперечное движение деталь обтачивается и отрезается.
Они бывают круглыми и призматическими. Состоят из державки, на которой закрепляется режущая часть. Режущую часть изготавливают из легированной стали, чтобы удешевить стоимость продукта.
Резцы для токарного станка по металлу оснащаются твердосплавными пластинами. За счет них повышается стойкость инструмента. Маркировка пластин, следующая:
- вольфрамовые – ВК3М, ВК4, ВК8В;
- титановольфрамовые – Т14К8, Т15К6, Т30К4;
- титанотанталовольфрамовые – ТТ7К12, ТТ7К15;
- металлокерамика – ЦМ-332.
Несколько отличаются токарные резцы по дереву. Так как на токарных деревообрабатывающих станках отсутствует резцедержатель, то резцы приходится держать руками. Поэтому они оборудуются деревянной рукояткой. Форма лезвия зависит от того, какой будет поверхность обработанной детали.
Заточка резцов
 Для обеспечения качественного результата обработки лезвийным инструментом требуется регулярно его затачивать. На машиностроительных предприятиях для этого применяются специализированные станки и приспособления.
Для обеспечения качественного результата обработки лезвийным инструментом требуется регулярно его затачивать. На машиностроительных предприятиях для этого применяются специализированные станки и приспособления.
Заточные станки оборудуются двумя абразивными кругами. На круге из корунда, обычно белого цвета, производится обтачивание стальной части рабочей головки. На втором круге из карбокорунда, он зеленого цвета, заправляют твердосплавную пластину.
Последовательность заточки резцов выглядит следующим образом:
- обработка основного заднего угла;
- обработка вспомогательного заднего угла;
- обработка переднего угла;
- придание радиуса закругления.
Точить резцы можно с использованием охлаждающей жидкости или с ее постоянной подачей, как при шлифовании. Сменные пластины перезаточке не подлежат.