

Зажимы для фрезерного станка по металлу
Назначение и виды прижимов для фрезерного станка по металлу
Фрезерные станки являются незаменимым оборудованием при механической обработке деталей. Они позволяют выполнять следующие операции: отрезка заготовок, растачивание, сверление, фрезерование плоских поверхностей, уступов, пазов, криволинейных и винтовых поверхностей, а также резьбы.
Выполняя все перечисленные задачи, необходимо закрепить заготовку на станке. Для этого применяют универсальные станочную оснастку.

Назначение
Рациональное использование станочной оснастки позволяет облегчить работу фрезеровщика, сократить вспомогательное время на обработку заготовок, обеспечивает надежное закрепление заготовок и повышает точность заготовки, позволяет проводить одномоментную обработку сразу нескольких заготовок, что положительно влияет на увеличение нормы выработки. Одним из таких приспособлений является прижим.
Прижимами для фрезерного станка называют специальные приспособления, которые используются для базирования (неподвижного крепления) обрабатываемых заготовок на станке. Они повышают производительность труда и позволяют производить обработку без предварительной разметки и выверки. На столе фрезерного станка есть т-образные пазы, служащие для установки в них винтов прижимов.
Зажимы на фрезерном станке должны обеспечивать скорость и жесткость зажима обрабатываемой заготовки, а также должны иметь высокую прочность, иначе обрабатываемая заготовка может вылететь со стола и навредить фрезеровщику или повредить оборудование.

Виды зажимов для металлообрабатывающих станков
Стоит выделить, что для того, чтобы получить высокую степень обработки заготовок по металлу и высший уровень производительности зажимы классифицируют с ориентиром на высокий уровень требований.
Особенное внимание уделяют следующим параметрам: точность и жесткость. При базировании одной заготовки, агрегат позволяет при необходимости произвести точную настройку, которая связана с большим количеством переходов и нюансами обработки разных типов поверхностей.
Для этого нужно, чтобы наборы прижимов и их элементы установочного типа не мешали продвижению режущей кромки ко всей обрабатываемой поверхности. При этом обрабатываемые заготовки для станков должны иметь поверхности, которые обеспечивают:
- точность расположения;
- надежность крепления;
- удобство расположения мест для расположения зажимов.

Универсальный безподкладочный
Представляет собой планку, которая, собственно, и прижимает заготовку. Прижим происходит через винтовую опору. В качестве опоры может использоваться винтовой упор или подкладка. Прижим состоит из т-образного болта, планки, стойки и фиксирующей шайбы.
С-образный
В данном прижиме нет подкладки, но есть шарнирный механизм, с помощью которого можно регулировать нужный вылет. На шарнире имеется гайка, на которую устанавливается специальное кольцо. При необходимости кольцо можно снять, установить гайку на нужную высоту, надеть кольцо обратно. Гайка будет накручиваться по резьбе и закрепит конструкцию.
Быстродействующий
Данный прижим состоит из стойки, зубчатой пластины, пружины и корпуса прижима. Сверху прижима находится пружина, далее зубчатая пластина с рукояткой. Данный механизм зажимает корпус прижима, что позволяет ему двигаться по всей высоте.

Гребенчатый прижимной механизм
Имеет несколько зубьев точной формы, что позволяет плотно зажимать заготовку. Зубцы находятся под маленьким углом, что позволяет получить равномерное давление на заготовку.
Использование струбцины
Струбцина — это вспомогательная оснастка, которая состоит из зажимного устройства и штифта. В нижней части струбцины находится пружина, которая держит всю конструкцию.
- f-образные — для заготовок с большими габаритами;
- g-образные — самые распространённые струбцины, используются для прижима заготовок маленьких размеров;
- трубные — используются для создания большого давления на деталь;
- угловые — соединяют детали под углом.

Какой лучше выбрать?
Выбор прижимов для станка по дереву и по металлу имеет свои особенности.
По дереву
Как правило, прижимы для фрезерных станков по дереву имеют упрощенную конструкцию. Выбирать их следует исходя из того, чтобы ни прижимы, ни их элементы не перекрывали доступ к обрабатываемой заготовке.
По металлу
Выбор прижима зависит:
- от габаритов обрабатываемой заготовки;
- от хода прижима;
- от материала, из которого он изготовлен;
- от механизма прижима.
Прижимы из пластика недолговечны при работе с металлическими заготовками.

Как изготовить своими руками?
Прижимы, изготовленные своими руками, должны удовлетворять следующим критериям:
- плавный ход прижима;
- прижимная планка должна иметь большие размеры, чтобы создавать необходимое давление на заготовку;
- удовлетворять всем требованиям безопасности;
- не должны повреждать заготовку.

Есть два способа изготовления прижимов самостоятельно:
- Достать из стиральной машины валы, которые работают на отжим. Сделать раму с направляющими штифтами, соединить их п-образным профилем, на котором закрепить валы и зажать их регулировочной планкой.
- С двух сторон станины установить по рейке. На ходовой вал установить два подшипника. Зажим будет регулироваться пружиной, которая свободно ходит.
После установки прижима, изготовленного своими руками, не должны ухудшиться эксплуатационные характеристики станка. Фрезерные станки широко применяются на производствах при обработке как металлических заготовок, так и при обработке дерева. Они выполняют широкий спектр операций. Для высокоточных работ заготовки должны быть надежно установлены на станине. Для этого используются прижимы, тиски и прочая цеховая оснастка.
Разновидности прижимов для фрезерного станка
Во всех используемых фрезерных станках по металлу, которые также могут осуществлять сверление и расточку применяются специальные приспособления – прижимы.
Большинство фрезерных станков по дереву, изготовленных своими руками имеют такие прижимные устройства.

Прижимы для фрезерного станка
Основные требования, которые выдвигаются к конструкции фрезерных прижимов для станков по дереву, заключены в реализации возможностей приспособления, которые связанны с быстрой регулировкой по высоте, компактностью и удобством при эксплуатации своими руками.
1 Актуальность применения прижимов
В большинстве случаев, в наборы для фрезерного станка по дереву применяют зажимные устройства с достаточно упрощенной конструкцией.
Стоит отметить, что для того, чтобы добиться высочайшей степени обработки по металлу и уровня соответствующего уровня производительности зажимные приспособления подвергаются классификации с ориентировкой на высокий уровень требований.
Особое внимание уделяется таким параметрам приспособления, как точность и жесткость. При установке одной заготовки на фрезере по дереву, агрегат позволяет при необходимости произвести точную настройку, связанную с большим количеством переходов и нюансами обработки разных типов поверхностей.
Для этого нужно, чтобы наборы прижимов для фрезеров по дереву и граничащие с ними элементы установочного типа не мешали придвижению режущей кромки ко всей обрабатываемой поверхности. При этом заготовки для станков должны обладать поверхностями, которые обеспечивают:
- точность расположения;
- надежность крепления;
- удобство расположения мест для расположения зажимов.

Прижимы помогают точно расположить деталь в станке
При этом зажимные наборы являются наиболее надежными элементами, способствующими эффективной работе фрезерного станка по дереву, который может быть изготовлен своими руками.
При осуществлении перемещения инструмента и находящейся в нем заготовки на станке, оснащенном ЧПУ, корректность работы механизма в достаточно большой степени зависит от того, какой при этом используется зажим.
Эти приспособления способствуют перемещению детали по системе координат с ориентировкой на заданную программу ЧПУ.
Правильная установка заготовки своими руками на поверхности рабочего стола станка по дереву также напрямую зависит от того, какой применяется зажим. Для того чтобы зажимные приспособления крепко удерживались на агрегате, фрезер по дереву оснащен специальными поперечными пазами или одним центральным отверстием.
На тех рабочих столах, которые оснащены пазами поперечного типа зажимные приспособления, изготовленные своими руками, фиксируются с помощью трех призматических или закругленных шпонок. Те столы, которые оснащены отверстиями, обеспечивают крепление зажимов посредством штырей.
Столы станков, сделанных своими руками и не имеющих в своей конструкции представленных элементов, оснащаются специальными переходными плитами. Они оборудованы пазами и координатными отверстиями.
1.1 Виды зажимных устройств
Все современные фрезерные станки совместимы с представленными разновидностями зажимных устройств. Они представлены в виде:
- ступенчатых опор для прихватов;
- винтовых подпорок;
- угольников;
- распорок винтовых;
- передвижных вилкообразных прихватов;
- изогнутых универсальных прихватов;
- передвижных ступенчатых прихватов;
- корытообразных прихватов;
- плиточных упоров.
2 Прижим универсальный безподкладочный
В той ситуации, если деталь прикрепляется на поверхности стола металлообрабатывающего станка, в большинстве случаев актуально применение прижимных планок.
Но использование одной лишь прижимной планки для осуществления полного закрепления недостаточно. В таких случаях используется дополнительная опора, представленная в виде винтового упора или подкладки. Такой прижим способен обеспечить быстроту и надежность закрепления детали, подвергающейся обработке на столе фрезерного станка.

Фиксирование детали на станке с помощью прижимов
- силового болта;
- фиксирующей шайбы;
- планки плавающего прижима;
- стойки.
Особенность представленной конструкции выражена в том, что прижимная планка является разборной. В ее наборы входит корпус, пластина, которая находится на оси и зажимной винт. Прижимная планка при содействии специальной шайбы связывается со стойкой, которая имеет цилиндрические пазы.
Стойка крепится при помощи винта и гайки на поверхности приспособления Т-образного сухаря. Когда прижим полностью собран он подвергается установке на поверхность металлорежущего станка, после чего осуществляется его подводка к детали.
Далее винт упирается в пластину, в результате чего корпус разворачивается по своей оси. Деталь закрепляется.
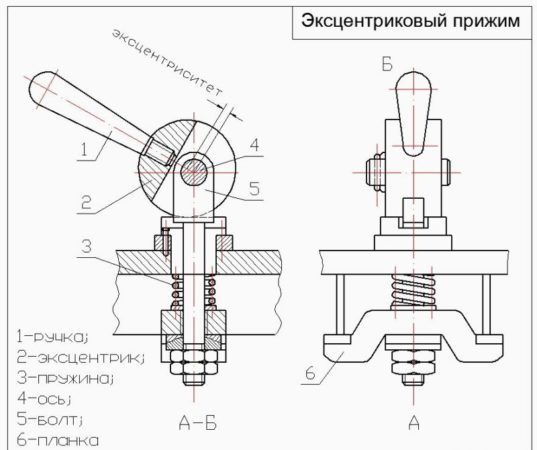
2.1 С-образный
Режим С-образного типа не требует применения вместе с ним подкладки. Исходя из того, что корпус имеет своеобразную форму, шарнирное соединение зажимного болта Т-образной формы при содействии оси обеспечивает закрепление прижимов на нужной высоте.

Самодельный фрезерный станок с гребенчатыми прижимами
Посредством вращения гайки производится надежное закрепление детали. Все вставки и приспособления изготавливаются с применением высококачественной стали, и эти наборы проходят несколько этапов предварительной термической обработки.
Такой прижим отличается удобством работы и общей степенью надежности. При его использовании значительно сокращаются временные затраты, связанные с установкой и снятием обрабатываемой детали.
Для того чтобы существенно сократить время, требующееся для переналадки, зажимная гайка имеет вид разрезной и делится на две равных половины. Между ними устанавливается специальная пружина. На гайку сверху надевается кольцо. Когда оно опускается, половинки гайки смыкаются и с помощью резьбы примыкают к Т-образному болту.
Когда гайка подвергается вращению, она начинает перемещаться по стволу болта и с помощью двуплечей планки приводит к закреплению детали.

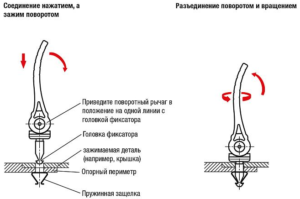
Прижимы для настольных фрезерных станков
Эта разновидность прижима также предназначена для того, чтобы производить закрепление деталей на рабочем столе металлорежущего станка. Конструкция этого устройства базируется на пружинно-рычажном зубчатом механизме.
В наборы входит пружина, зубчатая рейка, расположенная в отверстии стойки, зубчатый сектор, вращающийся на оси и корпус прижима. Пружина располагается в самой верхней части корпуса прямо над рейкой зубчатого типа и прикрывается гайкой.
Зубчатый сектор снабжен прикрепленной рукояткой и в процессе работы может быть выведен из сцепления с помощью рейки. Находясь в таком положении, корпус зажима может при необходимости перемещаться вдоль всей длины стойки.
Это делает возможным ее настройку с ориентировкой на высоту детали. Для этого следует провернуть рычаг по часовой стрелке.

Фиксация детали прижимом
Находясь в нерабочем положении, стойка не может двигаться из-за того, что на нее воздействует Т-образная головка и фланец.
Рычаг нужно поворачивать до тех пор, пока он не подвергнется закреплению с помощью фиксатора. В процессе подпружиненная рейка провернет рычаг в направлении против часовой стрелки и расклинится с сектором.
Когда это произойдет, корпус можно будет поднять, а деталь снять с рабочего стола. Пи этом параметр максимальной высоты зажимной детали должен составлять 120 миллиметров, а предельный показатель диаметра сверления – 25 миллиметров.
При использовании такого прижима значительно сократится время, уходящее на закрепление и последующую обработку детали.
к меню ↑
2.2 Струбцина для закрепления заготовок листового типа
Для того чтобы в процессе работы стружка эффективно удалялась и можно было беспрепятственно наблюдать за выходом режущей кромки инструмента, все листовые заготовки подвергаются установке с учетом расстояния, равного 25 миллиметрам от крайней поверхности фрезерного стола.
Это производится при содействии подкладок, обладающих одинаковым значением высоты. Представленные наборы в своем составе содержат как зажим, так и подставку.

Прижим для столешницы станка
Корпус и стакан снабжены боковыми пазами, которые нужны для фиксации заготовки. Одна плоскость корпуса выполняет функцию опорной базы, а вторая – прижимает полученное крепление в тот момент, когда завинчивается гайка.
Когда происходит закрепление детали, корпус фиксируется на поверхности рабочего стола металлорежущего станка.
При повороте прижим продолжает удерживать винт прижимного типа, который установлен в корпусе. Струбцина способствует надежному закреплению заготовки с параметром толщины от 1 до 30 миллиметров.
При осуществлении деталей обладающих сложной и криволинейной формой в рамках мелкосерийного и экспериментального производства, закрепление деталей может быть выполнено с помощью комплекта кулачков.
В каждом комплекте находится пять монолитных зажимов. Каждый из зажимов имеет по две базовых поверхности. Установка зажимов производится на рабочий стол станка или на плиту, оснащенную Т-образными пазами. Крепление проводится при участии сухаря и болтов.
к меню ↑
2.3 Как своими руками сделать прижим для фрезерного станка? (видео)
Разновидности прижимов для фрезерного станка, их назначение и способы изготовления в домашних условиях
Прижимы представляют собой специальные устройства, которые используются во всех моделях фрезерных станков. При деревообработке и обработке металлических деталей применение этих прижимных механизмов становится незаменимым.
Назначение прижимов для фрезерного станка
Зажимные устройства применяются в сверлильных, фрезерных и токарных станках для фиксирования обрабатываемых заготовок на станине, и обязательно состоят в комплекте инструментов, которыми оснащают оборудование. Они способны закрепить изделие так, чтобы обработать его было удобно с любой стороны. Замена зажимных приспособлений простыми тисами не принесет долгожданного результата, по причине частого отсутствия возможности правильного фиксирования детали.

На станине обрабатывающих станков имеются специальные проемы, в которых болтами крепятся фрезерные прижимы. Болты имеют специальные головки, препятствующие прокручиванию тела болта, и делают соединение особенно крепким.
Для достижения высокого уровня обработки изделия, зажимные устройства классифицируют по видам фиксаторов. Один прижим, установленный на станок, способен обеспечить точность настройки, связанной с многочисленными переходами при работе с разными типами деталей.
Прижимы для фрезерных станков, сверлильных и других типов оборудования должны обеспечить быстроту и жесткость крепления заготовки нужной для работы стороной, регулирование по высоте, свободный доступ режущего инструмента к изделию. Обрабатываемые заготовки должны отвечать следующим требованиям:
- точное расположение материала;
- надежная фиксация детали;
- корпус изделия позволяет удобно установить зажимные приспособления.
Все виды прижимных механизмов должны иметь высокую степень прочности, и не деформироваться под воздействием винтового зажима. В противном случае обрабатываемый элемент может выскочить и причинить вред оборудованию и здоровью человека.

Виды прижимных приспособлений для фрезерного станка
Высококачественная обработка деталей напрямую зависит от эксплуатационных характеристик зажима. При сверлении или растачивании металлических элементов используют тиски. Вместо них очень удобно применять специальные крепежные компоненты — прижимные планки с упорным винтом.
На современном рынке строительных материалов и инструментов можно встретить большое количество крепежных элементов и комплектов прижимов для фрезерных станков и других агрегатов:

- прихваты: универсальные, ступенчатые, изогнутые, вилкообразные, подвижные;
- подпорки и распорки;
- уголки;
- упоры;
- крепежные наборы на различное количество элементов;
- наборы плит и угольников.
Крепежный набор применяется в тех случаях, когда станочные тиски неспособны захватить сложную конструкцию. В наборе содержатся дополнительные крепежные приспособления, позволяющие выполнить захват: шпильки, опоры, уголки, гайки разной длины, прихваты с рифленой поверхностью.
К помощи набора плит и угольников обращаются, если необходимо осуществить точную настройку и закрепление объекта на рабочей поверхности станка.
Прижим универсальный безподкладочный
Если требуется закрепление детали на рабочем столе станка, применяют прижимную планку и дополняют ее опорой. В качестве опоры применяют упор винтовой или подкладку. Конструкция обеспечивает быстрое и надежное крепление материала на столе фрезерного станка и других обрабатывающих машин. Устройство выглядит следующим образом: Т-образный болт, стойка, планка, фиксирующая шайба.
Сначала собирают прижимной механизм, затем его устанавливают на станину обрабатывающего станка и подводят к рабочему элементу. Винт упирается в планку, корпус разворачивают вокруг оси и закрепляют.

С-образный прижим
Устройство не имеет подкладки, с помощью шарнирного соединения механизм можно устанавливать на необходимую высоту. Для быстрого регулирования устройства по высоте фиксирующую гайку выполняют из двух половин, на которые накладывается специальное кольцо. В случае необходимости кольцо снимается, гайка устанавливается на нужную высоту, надевается кольцо. Гайка вращается и перемещается по резьбе болта, тем самым закрепляя конструкцию.

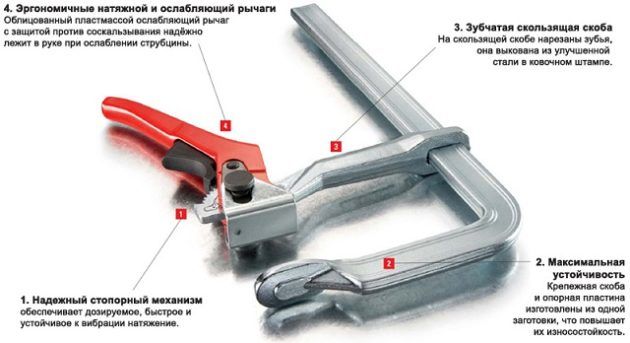
Быстродействующий прижим
Предназначается для закрепления детали на станине обрабатывающего станка. Основой конструкции служит рычажно-пружинный механизм. В комплектацию входит:
- стойка;
- зубчатая планка;
- пружина;
- корпус зажима.
В верхней части прижимного устройства размещена пружина, под ней – зубчатая рейка с рукояткой. Этот нехитрый механизм быстро фиксирует корпус прижимной установки, позволяя ей двигаться по всей высоте стойки.
Такая конструкция помогает сократить время настройки и последующих операций с обрабатываемым элементом на станке.
Гребенчатый прижимной механизм
Имеет прочный пластиковый корпус, используется для фрезерных станков и циркулярных пил. Каждый зуб гребенчатого прижима имеет точную форму, за счет чего обеспечивается плотный и оптимальный поджим детали. Система крепления позволяет сочетать крепеж с любым оборудованием без дополнительных устройств.
Композитные зубья крепежной установки располагаются под небольшим углом, что создает давление на заготовку сверху и по бокам, не оставляя нарушений на изделии во время проведения операций на станке.
Использование струбцины
Чтобы при обработке заготовки стружка аккуратно удалялась, был виден край режущего инструмента, обрабатываемый материал устанавливают на расстояние 2,5 сантиметра от края фрезерного стола. Результат достигается посредством добавления подкладочного материала, каждый элемент которого имеет одинаковую толщину.

Струбцина представляет собой объект цилиндрической формы, внутри которого размещают зажимное устройство и штифт. На приспособление с нижней стороны давит пружина, которая помогает удерживать конструкцию в верхнем положении.
На теле струбцины просматриваются боковые прорези, служащие местами крепления объекта обработки. Приспособление позволяет надежно закреплять детали с толщиной не более 3 сантиметров.
Струбцина является вспомогательным инструментом, при помощи которого закрепляют запчасти на фрезерном станке и других машинах, для дальнейшей обработки. Прикладывая небольшие усилия, зажим создает необходимую силу для надежного крепления детали. Существует несколько видов струбцин, обеспечивающих зажим изделия:
- F-образные – работают с деталями больших размеров;
- G-образные используют при необходимости закрепить объект малых размеров. Это наиболее распространенный вид струбцин, выполненный литьем из металла или чугуна;
- трубный тип рассчитан на оказание значительного давления на обрабатываемые компоненты;
- угловая струбцина способна соединять запчасти под углом.




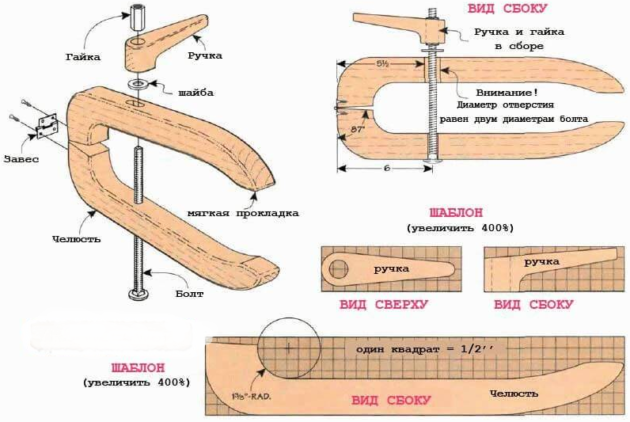
Самостоятельное изготовление прижимного станка
Чтобы изготовить прижимной механизм самостоятельно, следует внимательно понаблюдать за работой заводских моделей. Крепеж после его изготовления и установки на станок должен обладать следующими функциональными особенностями:
- достижение плавной регулировки зажима объекта, давление на изделие должно равномерно распределяться по всей поверхности;
- при работе на станке устройство не должно повредить заготовку (поцарапать, деформировать);
- технические характеристики устройства должны соответствовать безопасным условиям работы.
Первый вариант изготовления:
- основой прижима служат обычные валы для отжатия белья из старой стиральной машины;
- готовится рамка с четырьмя направляющими, которые соединяются П-образным профилем;
- валы насаживаются на профиль и фиксируются регулировочной планкой в верхней части.
Данная модель получается объемной и неудобной, но достаточно эффективной. Для уменьшения размера конструкции валики можно обрезать.
Второй вариант сборки:
- по обеим сторонам станины устанавливают рейки;
- берут подшипники в количестве двух штук и ставят на рабочий вал;
- степень фиксации детали регулируется при помощи пружины, свободно перемещающейся по рейкам;
- конструкция прижима помогает выполнить обработку материала без предварительной настройки.
После монтажа самодельного прижима на фрезерный или другой обрабатывающий станок, эксплуатационные и технические характеристики оборудования не должны становиться хуже.
Видео по теме: Как изготовить прижимы на фрезерный станок
ПРИЖИМЫ И СТАНОЧНЫЕ СУХАРИ
Закрепление некоторых заготовок на рабочих поверхностях фрезерных и сверлильных станков представляет некоторую сложность, либо вовсе оказывается невозможным. В этом случае следует использовать специальные зажимные приспособления, позволяющие надежно зафиксировать заготовки нестандартной формы или габаритов. К таковым относятся прижимы (прихваты, зажимы) различного исполнения.
Существует большое разнообразие зажимов для фрезерного и сверлильного станка. В качестве зажимных приспособлений могут использоваться:
- Классические струбцины;
- Резьбовые изделия — шпильки, болты, гайки нестандартной конфигурации (удлиненные, фланцевые, Т-образные (сухари));
- Магнитные и немагнитные винтовые опоры;
- Прижимы шарнирные, подпружиненные;
- Прихваты станочные плоские, типа Us и Ys;
- Опоры ступенчатые и т. д.
Существуют готовые наборы для крепления заготовок на станочной столешнице, укомплектованные резьбовыми шпильками различной длины, диаметра, соответствующими гайками, сухарями. Их размер соответствует конфигурации пазов на рабочей поверхности станков, ступенчатыми и/или винтовыми опорами разных габаритов и прихватами.
Прижимы, струбцины, как правило, в стандартную комплектацию наборов не входят, приобретаются отдельно
С помощью таких универсальных комплектов зажимных приспособлений для фрезерного стола или сверлильного станка можно обрабатывать заготовки практически любой формы и габаритов.
КАК ПРАВИЛЬНО ПОДОБРАТЬ ЗАЖИМНЫЕ ПРИСПОСОБЛЕНИЯ .
Измерьте ширину паза на столе станка в верхней (узкой)части
как показано на рисунке. Если паз равен например 12мм
значит нужен набор SPW-10 под паз 12
Число 10 обозначает диаметр крепежного болта
НАБОР ЗАЖИМНЫХ ПРИСПОСОБЛЕНИЙ SPW
Предназначен для закрепления на рабочем столе станка заготовок различной формы, в т.ч. такой, крепление которых в станочных тисках затруднено или невозможно.
Включает 58 зажимных приспособления в удобном пластиковом настенном держателе.
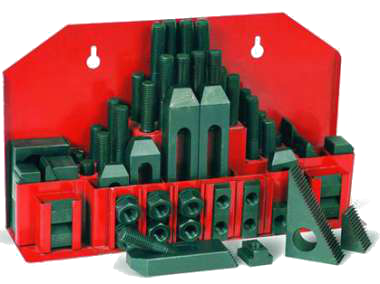
Шпилька резьбовая – 6 комплектов по 4 шт. 75 / 100 / 125 / 150 / 175 / 200 мм – 24 шт.

