

Заточка ленточных пил по металлу


Профессиональное сервисное обслуживание металлообрабатывающего и деревообрабатывающего инструмента























Профилирование и заточка строгальных ножей, бланкет HSS 18%
Профилирование и заточка строгальных ножей, бланкет под плинтус, вагонку, доску пола, паркет, радиусной обшивочной доски (блок-хаус), имитацию бруса, багеты, карнизы, потолочный плинтус, радиусные выборки, сращивание, поручни, технологические пазы и т.д.
Оказываем услуги по профилированию и заточке бланкет и ножей для деревообрабатывающих станков. Высокопрофессиональный специалист быстро и качественно выполнит заказ по Вашим чертежам. Высокое качество изготовления, кратчайшие сроки и низкие цены.
Станок для заточки и профилирования — Rondаmat (Германия).
Центр заточки режущего инструмента
Заточка и сервисное обслуживание дереворежущего инструмента с режущими гранями из поликристаллического алмаза
Центр заточки инструмента оказывает полный комплекс услуг по заточке и сервисному обслуживанию дереворежущего инструмента с режущими гранями из поликристаллического алмаза, а именно:
— заточка алмазных режущих граней дисковых фуговальных фрез;
— заточка прямолинейных алмазных режущих граней концевого и дискового инструмента;
— заточка профильных алмазных режущих граней концевого и дискового инструмента;
— заточка алмазных режущих граней дисковой пилы;
— заточка алмазных режущих граней дробилок;
— заточка торцевого твердосплавного зуба алмазного инструмента;
— замена поврежденных режущих граней из поликристаллического алмаза.
Центр заточки режущего инструмента
Заточка дисковых фрез по металлу
Профессиональная заточка дисковых отрезных фрез производится на высокотехнологичной линии с ЧПУ (Италия).
Центр заточки режущего инструмента
Ремонт, заточка и разводка ленточных пил
Производственный участок оказывает услуги по сварке и ремонту ленточных пил по дереву и металлу шириной от 6 до 54мм. Мы обеспечиваем надежность и качество сварного шва ленточной пилы, гарантируя тем самым удобство и безопасность работы Ваших работников, неизменно высокое качество Вашей продукции. Сварка ленточных пил производится на оборудовании IDEAL WERK BAS-051/11, Германия.
Наша компания предлагает следующие виды услуг по сварке и ремонту ленточных пил:
— сварка любых ленточных пил типоразмером от 6 до 54 мм
— ремонт любых ленточных пил типоразмером от 6 до 54 мм
— ремонт и сварка любых ленточных пил из полотна заказчика типоразмером от 6 до 54 мм
Участок по сварке ленточных пил работает бесперебойно в 2 смены, и исполнение заказа любой сложности и объема не займет больше чем 2 дня.
Сварка и ремонт ленточных ножей
Ленточный (бесконечный) нож можем сварить различной длины, толщины и ширины, согласно техническому заданию заказчика. В кратчайшие сроки можем произвести ремонт ленточных ножей.
Заточка ножей и сменных пластин
Произведем качественную заточку ножей из твёрдого сплава HM и быстрорежущей стали HSS по задней грани и по плоскости, а также заточку сменных пластин.
Заточка производится на самом современном итальянском оборудовании.
Центр заточки режущего инструмента
Ремонт и заточка дисковых пил по металлу и по дереву
Осуществляем заточку дисковых пил по передней и задней грани на профессиональных станках в течение суток. Профессиональная и быстрая заточка пил позволяет снизить до минимума простой оборудования.
В заточку принимаются пилы со сложной геометрией зуба с твердосплавными напайками. Заточка дисковых пил производиться после предварительной диагностики.
Поступившие в заточку пилы проверяются на биения и износ зубьев.
B зависимости от износа выбирается программа заточки.
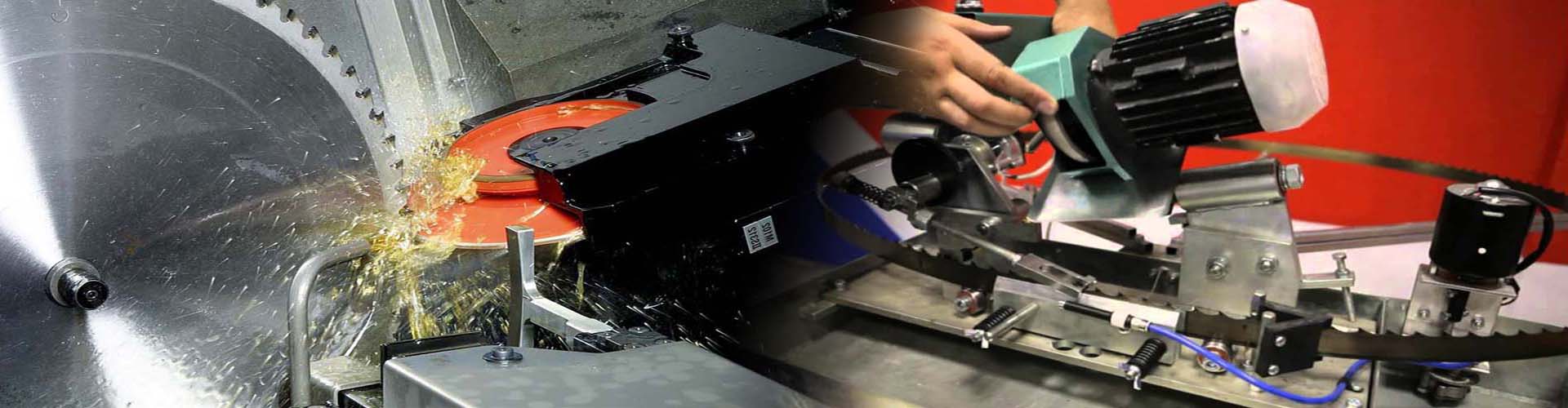
Применение масляной охлаждающей жидкости в зоне, где происходит заточка пил, позволяет поддерживать стабильно низкую температуру твердосплавной напайки, что исключает образование прижогов.
Подготовительные и сварочные операции осуществляются на высокоточном оборудовании «Simonds» и «IDEAL-Werk». На участке трудятся высококвалифицированные специалисты с многолетним опытом работы. Ремонт ленточных пил осуществляется качественно и быстро. Здесь же производится сварка ленточных пил.
Отличительные особенности оборудования, используемого при ремонте и сварке ленточных пил:
- станок работает с помощью контактной сварки оплавлением ленточных пил;
- во время сварки удаляются все окислы и напайки из зоны сварного шва;
- отжиг и сварку ленточных пил точно контролируется электронной системой отжига;
Выполняем:
- реставрацию инструмента с повторным нанесением стеллита и HSS;
- заточку дисковых пил с твердосплавными зубьями;
- заточку строгальных ножей, пластин, фрез, сверл;
- расточку посадочных отверстий и пазов под шпонки;
- заточка сверл;
- сварку и ремонт ленточных пил;
Центр заточки режущего инструмента
Изготавливаем пилы и фрезы по эскизам заказчика.
Консультируем по вопросам выбора и эксплуатации оборудования, пил и фрез.
Перечень услуг постоянно расширяется.
Правила заточки ленточных пил по дереву
Ленточная пила – режущий инструмент замкнутого типа, использующийся на лесопильном оборудовании.
Безусловными преимуществами этих элементов считаются высокая производительность и минимальное количество отходов производства. Возможно, что при распиловке обычных досок последний факт не играет существенной роли, но если речь идёт об обработке древесины ценных пород, ширина пропила и качество реза напрямую влияют на экономическую выгоду.
Правильная заточка ленточной пилы по дереву – это гарантия эффективности производства и долговечности инструмента. Обычно такие услуги оказывают специализированные компании, но если знать порядок действий и тонкости процедуры, заточить затупившуюся пилу можно самостоятельно.
![]()
![]()
Характерные особенности
Для ленточных пил характерны три отличительные черты. Изготавливаются они только из особых сортов инструментальной стали, что обеспечивает высокие показатели прочности и износоустойчивости зубьев. Российские производители обычно используют стали категорий 9ХФ и В2Ф, иностранные компании отдают предпочтение серии С75. В любом случае твёрдость материала должна быть не ниже 45 HRS.
![]()
![]()
Ширина реза полотна ленточной пилы намного уже, чем у дисковых аналогов. Как упоминалось выше, это является основополагающим фактором при обработке ценных пород дерева и деловой древесины.
Пилы способны без проблем справиться с заготовками любой длины и диаметра. При этом правильно заточенная ленточная пила обеспечивает высокую производительность производства.
![]()
![]()
Нужно уточнить, что надёжность замкнутых пил объясняется неоднородностью материала, который используется для изготовления полотна.
В частности, тело пильного инструмента обычно выполнено из пружинной стали, обладающей невероятной устойчивостью к растяжению и динамическим нагрузкам. На изготовление режущей кромки идут сорта стали с высоким содержанием вольфрама и кобальта. Отдельные части полотна свариваются между собой высокочастотными токами. Инструменты, изготовленные по такой технологии, могут использоваться для распиловки металла.
Что нужно знать об углах заточки зубьев
Геометрия зубьев ленточных пил может видоизменяться в зависимости от характеристик обрабатываемого материала. Это выражается в форме зуба и расстоянии между отдельными элементами режущей кромки.
![]()
![]()
Профиль ленточной пилы определяется маркировкой, которую наносит завод-изготовитель. Выглядит это так:
- WM – универсальный вариант, предназначенный для распиловки мягких и твёрдых пород древесины;
- AV – применяется для продольного реза и пиления твёрдых материалов, например замороженной древесины;
- NV – отличается узкой шириной полотна, поэтому идеально подходит для фигурной резки;
- NU – режущая кромка с широким шагом зубьев, что обеспечивает высокую производительность при пилении мягких пород древесины;
- PV – практически полный аналог предыдущего полотна, но имеет сплющенную форму зубьев;
- KV – профиль применяют для широких ленточных пил, предназначенных для мягкой древесины;
- PU – широкая пила для распиловки древесины твёрдых пород.
![]()
![]()
Шаг зубьев подбирается индивидуально, в зависимости от материала. Например, для распиловки твёрдой древесины и металла используются только мелкозубчатые полотна, чтобы избежать повреждения режущей кромки. Мягкое сырьё и толстостенные материалы обрабатывают пилами с большим расстоянием между зубьями, что позволяет ускорить производственный процесс.
Как правильно заточить ленточную пилу
Сразу отметим, что если опыта и навыков выполнения таких работ нет, доверить заточку пил лучше профессионалам. Нарушение геометрии зубьев режущей кромки, появление окалины на металле или неправильная разводка заметно сокращают срок службы полотна.
![]()
![]()
Решив заточить ленточную пилу своими руками, нелишним будет предварительно ознакомиться с ключевыми определениями, знание которых может потребоваться в процессе работы. Итак, для правильного формирования режущей кромки потребуется:
- разводка – отклонение зубьев от плоскости основного полотна пилы;
- высота зубьев – расстояние между верхней точкой и основанием;
- шаг – расстояние между зубьями, обычно варьируется в пределах 19-25 мм.
- угол заточки – зависит от целевого предназначения инструмента; например, рекомендуемый угол заточки столярных пил составляет 35°, делительных – 18-22, предназначенных для распиловки бруса – не более 15°.
![]()
![]()
Угол заточки определяется производителем, поэтому при самостоятельной правке пилы рекомендуется придерживаться этих параметров.
Приведём детальную инструкцию, которая поможет правильно заточить замкнутую пилу, не прибегая к услугам специалистов.
Разводка
Развод ленточных пил по дереву – это первый этап восстановления профиля режущей кромки. В процессе эксплуатации расположение зубьев может изменяться, поэтому пока не достигнута правильная геометрия, затачивать пильную часть не имеет смысла.
![]()
![]()
Существует 3 способа развести пилу:
- классический – зубья попеременно отклоняются в правую и левую сторону;
- зачищающий – 1-й и 2-й зубья отклоняются в разные стороны, третий остаётся ровным. Такой профиль создаётся для распиловки твёрдых материалов;
- волнистый – наиболее сложный вариант, напоминающий по форме волну. Здесь каждому зубу придаётся индивидуальная форма, и такой тип разводки обычно выполняется только в специализированных мастерских.
Нужно отметить, что при разводке огибается не весь зуб, а примерно 2/3 верхней части. Процедура выполняется на специальном станке для разводки ленточных пил. Стоимость такого инструмента довольно высока, потому его покупают, если требуется налаживать несколько инструментов. Его наличие может стать основой бизнеса по заточке.
Разумеется, с первого раза правильно все сделать даже на разводном станке может не получиться, поэтому как минимум геометрия профиля должна остаться такой же, как до начала выполнения работ.
Заточка
Это основной этап правки режущей кромки, который может выполняться двумя способами.
![]()
![]()
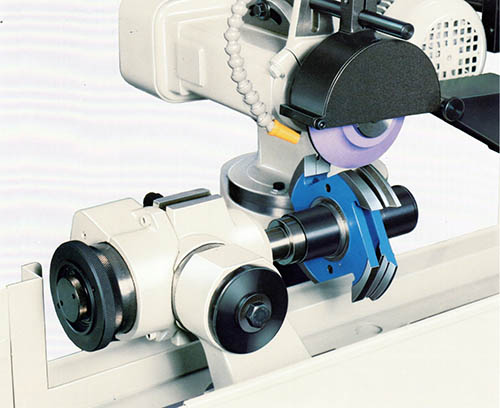
Полнопрофильная заточка пил выполняется эльборовым кругом, установленным в специальном точильном станке.
Это полностью автоматизированная операция, которой пользуются профессионалы. Работой станка для заточки ленточных пил по дереву управляет электроника, и заточной круг за один проход обрабатывает всю ленту. Недостаток такого способа заключается в том, что эльборовый круг подбирается индивидуально к профилю пилы, поэтому для правки разных инструментов заточной элемент должен присутствовать в ассортименте.
![]()
![]()
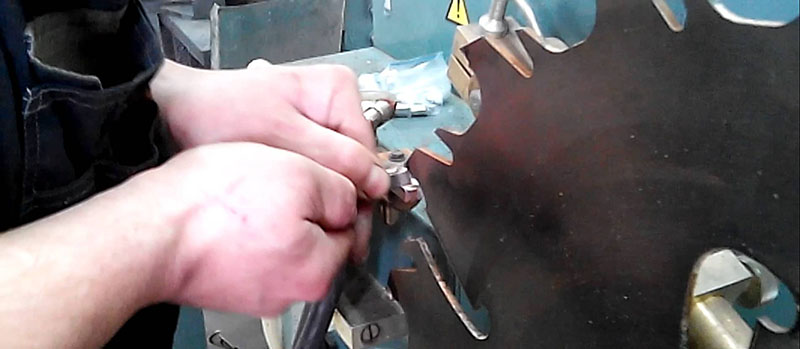
Заточка зубьев выполняется вручную или на специализированном оборудовании.
Обратите внимание! Именно этот метод используется для самостоятельной заточки ленточных пил. Здесь может применяться обычный наждачный круг или надфиль.
В первом случае можно восстановить остроту зубьев в кратчайшие сроки, но работа требует определённых навыков. Во втором – кропотливый труд: 4-5 движений по грани каждого зуба.
![]()
![]()
Для автоматической заточки используются алмазные, эльборовые и корундовые круги. Важно понимать, что при выполнении этой процедуры зубьям придаётся только острота, созданная после разводки полотна геометрия должна остаться неизменной.
Распространённые ошибки
Если человек впервые пробует заточить пилу, ему сложно выполнить все требования и запомнить нюансы технологического процесса. Однако нарушение этих правил приводит к тому, что эффективность использования ленточной пилы заметно снижается, повышается нагрузка на полотно, что приводит к преждевременному разрыву.
![]()
![]()
Профессионалы рекомендуют не допускать таких ошибок:
- при механической заточке абразивный камень расположен неправильно относительно профиля пилы. В этом случае заточка зубьев будет неравномерной;
- излишние усилия при контакте пилы и заточного круга. В результате металл перегревается, появляется окалина, которая приводит к преждевременному износу режущей кромки;
- на полотне остаются заусенцы. После заточки все шероховатости необходимо устранить, иначе в процессе эксплуатации на металле будут появляться микроскопические трещины;
- применение собственных углов заточки. Многие неопытные мастера считают, что для зубьев пилы важна только острота, поэтому беззастенчиво нарушают геометрию профиля режущей кромки, рекомендованную производителем. Важно понимать, что форма зуба проверена годами, пытаться экспериментировать здесь бесполезно.
Вместо заключения добавим, что у каждой ленточной пилы имеется определённый ресурс, поэтому полотно нельзя затачивать до бесконечности. Производители гарантируют корректную работу инструмента, пока общая ширина полотна не уменьшится до 65% от первоначального размера.
Заточка и разводка ленточных пил
Для того чтобы обработка разнообразных материалов производилась правильно, необходимо ухаживать и следить за состоянием ленточнопильных приспособлений. С этой целью используются станки для заточки и разводки ленточных пил. Своевременный уход обеспечит длительную эксплуатацию инструментов.
Конструкция ленточной пилы
Ленточные пилы – это особая беспрерывная конструкция, которая характеризуется наличием режущих элементов с одной стороны. Это режущий элемент, с помощью которого производятся работы по дереву. Наиболее часто ленточные пилы применяются в разнообразных ленточнопильных полотнах. С их помощью осуществляется резка разнообразных деталей. С помощью этих полотен обеспечивается достаточно высокое качество реза. Обеспечивается все это только в том случае, если пила имеет хороший развод. Также инструмент необходимо своевременно обслуживать.

Ленточные пилы производятся из сверхпрочного металла, что обеспечивает не только высокое качество реза, но и длительность эксплуатации пилы. Зубья имеют универсальный угол, что позволяет максимально качественно проводить распиловку материала.
Формы режущей части и угол заточки полотен
Геометрия режущих элементов ленточных пил может быть разнообразной, что напрямую зависит от материала, который предназначается для распиловки. Станки по дереву наиболее часто оснащаются специальными пилы, с помощью которых можно проводить:
- столярные работы;
- распиливать бревна и брусья;
- использовать на делительных пилах.
Угол заточки при этом определяется строго производителем инструмента. Передний угол заточки будет максимально маленьким при использовании твердой древесины. Ленточные пилы по металлу оснащаются пилы с различной формой полотна, что напрямую зависит от используемого для распиловки металла. Если необходимо провести резку тонкостенных металлов и при этом иметь тонкую стружку, передний угол реза при распиловке которого будет равняться нулю, тогда используется стандартная резка. Угол заточки может быть разнообразным. Он напрямую зависит от строения приспособления.

Зуб, который имеет положительный передний угол, имеют те пилы, которые широко используются для распиловки металла с толстыми стенками. Шаг полотна, с помощью которого осуществляется распиловка тонкого металла, достаточно небольшой. Для того чтобы разрезать толстостенный металл, необходимо использовать приспособления, которые имеют большое количество полотен. В некоторых случаях оборудование имеет переменный шаг, что позволяет устранить эффект резонанса. Изменение расстояния между зубьями напрямую зависит от определенной группы.
Развод режущих элементов ленточной пилы
Развод – это отгиб полотен ленточных пил в разные стороны. Это позволяет значительно снизить трение полотна и предотвратить его зажатие. Для обеспечения свободного передвижения полотна о стенки распиливаемого материала его ширина должна быть больше, чем толщина этого материала.

Типы разводок ленточных пил
Развод может иметь несколько разновидностей. У разных производителей он может иметь различные названия. Наиболее часто может быть:
- Стандартным, который характеризуется противоположным отгибанием режущих элементов в разнообразные стороны. Наиболее часто она используется для ленточных пил, которыми осуществляется распиловка твердого материала.
- Волнистым, который относится к категории сложных конструкций. Развод в данном случае имеет переменное значение. При этом образовывается своеобразная волна.
Развод заключается в отгибе не всего полотна, а только определенной части его вершины. Параметры определяются строго производителями инструмента. Их диапазон составляет от 0,3 до 0,7 миллиметров.
Защищающим. Развод заключается в загибании двух зубьев. При этом третий остается на месте. Предназначается для ленточных пил по обработке особо твердого материала. По форме каждый третий зуб напоминает трапецию. Местом расположения является центр полотна. С его помощью осуществляется максимально правильное направление пильной ленты.
Станки по дереву характеризуются универсальной конструкцией пильного инструмента. Развод для обработки мягких пород должен характеризоваться большими размерами, чем в оборудовании для обработки твердых пород. Но развод не должна быть таковым, чтобы по центру располагался клин без выреза. Развод должен характеризоваться одинаковым расположением всех режущих элементов. Разводить зубья необходимо таким образом, чтобы отклонение было не более 0,1 миллиметра. Если пилы будут располагаться неравномерно, то это приведет к тому, что ленточнопильное оборудование в процессе работы будет отходить в сторону.
Рекомендации по заточке
Во время работы полотна очень часто наблюдается его разрыв. Это объясняется тем, что плохо осуществляется его заточка. Это объясняется концентрацией напряжения в профиле полотна, если заточка проведена на некачественном уровне. Необходимость в проведении процедуры определяется по состоянию ленточных пил. Если шероховатость поверхности пропила увеличивается, то это приводит затуплению инструмента.
Заточка инструмента осуществляется с помощью алмазных, электрокорундовых, эльборовых дисков. Их выбор напрямую зависит от особенностей обрабатываемого материала. Заточка полотна, материалом производства которого выступает инструментальная сталь, осуществляется корундовыми кругами. Процедура для биметаллических инструментов осуществляется правильно в том случае, если используется алмазный или эльборовый круг. Как провести эту процедуру расскажет инструкция. Самое главное, чтобы в процессе не изменился угол.
Для заточки могут использоваться круги различных диаметров. Выбор одного из них определяется параметрами приспособления. С этой целью наиболее часто используются профильные, плоские, тарельчатые, чашечные круги. Правильно выполняется заточка в том случае, если окружная скорость составляет от 20 до 25 метров за секунду.

Принцип заточки ленточных полотен
При наличии на приспособлении зазубрин на краю заготовки будут наблюдаться выкрашивания. Именно поэтому необходимо, чтобы заточка проводилась правильно. Во время этого процесса необходимо работать не только с передней, но и с задней частью полотна. Заточка приспособлений может осуществляться разными кругами. При этом необходимо учитывать угол расположения полотна. Если вы хотите провести процедуру правильно, то вам нужно научиться ей у специалиста.

Для того чтобы ленточнопильное оборудование работало качественно, необходимо не только правильно подбирать его, но и своевременно его затачивать. С этой целью наиболее часто используются специальные круги. Данная процедура является максимально простой, что позволяет ее с легкостью произвести мастеру без соответствующего опыта.
Как провести заточку ленточной пилы?
Ленточные пилы относятся к инструментам замкнутого типа, применяются в промышленности для обработки различных материалов. Позволяют резать с высокой скоростью и минимальным количеством отходов. Однако из-за повышенных нагрузок затупляется режущая часть и требуется выполнение заточки ленточных пил с соблюдением требований технологии.
Типы пил
Ленточные пилы по назначению бывают:
- Универсальные — применяются для резки материалов, производительность нарезки зависит от плотности и свойств заготовки;
- Специализированные — предназначены для распила определённого класса материалов, обладают повышенной износостойкостью, позволяют распиливать заготовки с максимальной производительностью.
По материалу выделяют следующие виды:
- биметаллические – кромка и полотно выполнены из различных по свойствам материалов, которые обеспечивают наилучшие условия обработки и высокую скорость резания;
- твердосплавные – отличаются повышенной износостойкостью, применяются для резки прочных, хрупких твёрдых материалов;
- из углеродистой стали – универсальные пилы общего назначения, имеют ограничения по скорости резки, производительность обработки средняя.
Характерные особенности
Заточка ленточной пилы имеет ряд следующих особенностей:
- запрещено использовать абразивные диски и ручные точильные инструменты с неравномерным износом рабочей поверхности;
- при точении важно все движения выполнять равномерно, без рывков, неравномерного перемещения инструмента, так как велика вероятность нарушения геометрии зубцов;
- на используемых станках обязательно наличие жидкостного охлаждения, позволяющего предотвратить перегрев оборудования и ленты;
- после завершения работ на поверхности не должно быть заусенцев и сколов, так как они могут негативно влиять на качество резки;
- при заточке инструмента для зимнего использования важно угол наклона зубцов увеличивать до 90 ° , однако такую ленту применять для деревообработки летом недопустимо по причине повышенных нагрузок на режущую кромку;
- при затачивании на станках требуется убедиться в правильном расположении диска относительно профиля ленты;
- скорость точильного диска подбирается такой, чтобы металл не был разогрет докрасна, так как в таком случае он потеряет свои прочностные свойства;
- если ленточная пила эксплуатировалась без обслуживаний или превышен рекомендуемый срок службы, то при точении понадобиться снимать за один проход больший слой металла;
- для контроля качества заточки инструмента рекомендуется в качестве эталона использовать новую ленту;
- заводскую форму зубцов менять запрещается, так как пила станет непригодной для эксплуатации;
- необходимость выполнения заточки определяется степенью износа зубьев на 35% от первоначальных размеров.
Зубья и углы заточки
Профили полотен зависят от их назначения и свойств распиливаемых материалов. Основные отличительные параметры: угол заточки, форма зубцов, расстояние разводки. Профили маркируются следующим образом:
- WM – универсальный, для материалов различной твёрдости;
- AV – для продольного разрезания вдоль волокон древесины, используется для твёрдых сортов;
- NV – применяется для фигурной или декоративной нарезки;
- NU – для мягких материалов, имеет широкий шаг;
- PV – аналог NU, но со сплющенными зубцами;
- KV – для мягких материалов, устанавливается на широкие пилы;
- PU – для твёрдых материалов, используется для установки на широкие пилы.
Углы заточки ленточных пил подбираются так:
- 35 ° для столярных пил;
- от 18 ° до 22 ° для делительных;
- до 15 ° для распиливания бруса.
Методы затачивания
Заточка ленточной пилы по дереву может выполняться одним из следующих способов:
Полнопрофильное точение имеет следующие преимущества:
- операции проводятся с высокой точностью, так как выполняются на автоматизированных станках;
- наждак специальной формы проходит всю поверхность пространства между зубьями одновременно с плоскостями соседних режущих кромок за одно движение;
- формируются вершины правильной формы без угловатостей.
Заточка граней может быть реализована следующими способами:
- Выбирается станок с плоским абразивным кругом или особой формы, в зависимости от профиля режущих кромок.
- В домашних условиях обработку рекомендуется проводить гравером или обычным наждаком подходящих размеров. Для работы потребуется надеть очки и перчатки.
- При отсутствии инструментов из пунктов 1 и 2 допускается применение надфилей.
Заточка пилы
При эксплуатации пилы происходит снижение качества реза по причине затупления резцов, уменьшение ширины их разводки. Поэтому, чтобы повысить режущие свойства, необходимо заточить режущие кромки ленточной пилы. Инструкция по выполнению работ:
В домашних условиях разводку зубцов можно выполнить следующими способами:
- классическим: последовательное отгибание в соответствующую конструкции сторону;
- зачищающим: отгибание в обе стороны двух рядом расположенных зубцов, а третьего – оставить без изменений в начальной позиции;
- волнистым: каждый зуб разводится на разную величину в виде волны.
Перед выполнением заточки следует тщательно изучить технологию и основные требования. Связано это с большой вероятностью порчи инструмента либо разрыва ленточной пилы.
Заточка выполняется в следующей последовательности:
- Подбираются точильные круги с учётом твёрдости материала. Для обработки инструментальной стали нужно применять диски из корунда. Заточить биметаллические инструменты можно алмазными дисками.
- Наждак для ленты. Выпускается со следующими формами: тарельчатая, плоская, чашечная, профильная.
- Ленту следует очистить от загрязнений, масляных пятен, стружки. Затем вывернуть зубьями в обратную сторону и в таком виде повесить внутри помещения на 12 часов.
- Выполнить заточку подготовленными инструментами.
Основные правила точения пил:
- затачивание зубцов выполняется с одной или двух сторон полотна;
- с зубцов нужно снимать одинаковые слои металла, чтобы линия реза формировалась ровной, кромки были гладкими;
- при точении кругами недопустимо сильное прижатие затачиваемых кромок к абразивной поверхности, чтобы предотвратить отжиг металла и потерю механических свойств;
- для охлаждения инструмента во время работы требуется водяное охлаждение;
- важно сохранять геометрию полотна и зубцов;
- при обнаружении заусенцев требуется их удаление.
Правильно разводить зубцы нужно не полностью всей плоскостью, а отгибать только 1/3 или 2/3 от вершины. По рекомендациям производителей величина отгиба — от 0,3 до 0,7 мм.
Поддержите канал, просто читайте наши статьи, а мы будем размещать для Вас полезную информацию о металлах! Так же заходите на наш сайт , там Вы найдете множество информации о металлах, сплава и их обработке.

