

Вид горячей обработки металла
Общие сведения об обработке металлов давлением
Вопросы:
1. Сущность обработки металлов давлением, ее основные виды.
2. Холодная и горячая обработка давлением. Обрабатываемые материалы.
3. Преимущества перед литейным производством и обработкой резанием.
1. Обработка давлением основана на способности металлов необратимо изменять свою форму без разрушения под действием внешних сил. Она обеспечивает получение заготовок для производства деталей, а в некоторых случаях и самих деталей требуемых форм и размеров с необходимыми механическими и физическими свойствами.
Обработка давлением – прогрессивный, экономичный и высокопроизводительный способ металлообработки, развивающийся в направлении максимального приближения форм и размеров заготовки к форме и размерам детали, что обеспечивает лучшее использование металла, сокращение трудоёмкости последующей обработки резанием и уменьшением себестоимости продукции.
При производстве металлических изделий широко применяют обработку металлов давлением как в горячем состоянии, так и в холодном. Основными способами обработки металлов давлением являются прокатка, волочение, прессование, ковка и штамповка.
Прокатка – один из важных способов обработки давлением, которым обрабатывается более 75% выплавляемой стали.
Прокатка осуществляется захватом заготовки 2 (рис. 22, а) и деформации ее между вращающимися в разные стороны валками 1 прокатного стана; при этом толщина заготовки уменьшается, а длина и ширина увеличиваются. Валки имеют гладкую поверхность для прокатки листов или вырезанные ручьи, составляющие калибры, для получения круглой или квадратной полосы, рельсов и т. д.
Волочение – процесс, при котором заготовка 2 (рис. 22, б) протягивается на волочильном стане через отверстие инструмента 1, называемого волокой; при этом поперечное сечение заготовки уменьшается; а длина ее увеличивается.
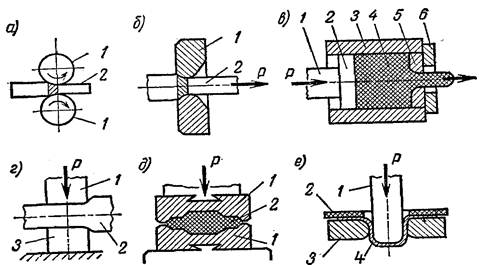
Рис. 22 Схемы основных способов обработки металлов давлением:
а – прокатка; б – волочение; в – прессование; г – ковка; д – объемная штамповка; е – листовая штамповка
Прессование представляет собой выдавливание заготовки 4 (рис. 22, в), помещенной в специальный цилиндр – контейнер 3,через отверстие матрицы 5, удерживаемой матрицедержателем 6;выдавливание производят при помощи пресс – шайбы 2 и пуансона 1. В зависимости от формы и размеров отверстия матрицы получают разнообразные изделия.
Ковка металла заключается в обжатии заготовки 2 (рис. 22, г) между верхним 1 и нижним 3 бойками молота с применением разнообразного инструмента. Свободной ковкой получают поковки различных размеров простой или сложной формы на молотах или прессах.
Штамповка – процесс деформации металла в штампах, форма и размеры внутренней полости которых определяют форму и размеры получаемой поковки. Различают объемную и листовую штамповку.
При объемной штамповке (рис. 22, д) на горячештамповочных молотах и прессах заготовка 2 деформируется в штампе 1. Листовая штамповка (рис. 22, е) осуществляется на холодноштамповочных прессах. При помощи пуансона 1, прижима 2, матрицы 3 листовая заготовка 4 превращается в изделие.
2. Различают горячую и холодную обработки металлов давлением.
Горячая обработка металлов давлением характеризуется явлениями возврата и рекристаллизации, отсутствием упрочнения (наклёпа); механические и физико-химические свойства металла изменяются сравнительно мало. Пластическая деформация не создаёт полосчатости (неравномерности) микроструктуры, но приводит к образованию полосчатости макроструктуры у литых заготовок (слитков) или к изменению направления волокон макроструктуры (прядей неметаллических включений) при обработке металлов давлением заготовок, полученных прокаткой, прессованием и волочением. Полосчатость макроструктуры создаёт анизотропию механических свойств, при которой свойства материала вдоль волокон обычно лучше его свойств в поперечном направлении.
При холодной обработке металлов давлением процесс пластической деформации сопровождается упрочнением, которое изменяет механические и физико-химические характеристики металла, создаёт полосчатость микроструктуры и также изменяет направление волокон макроструктуры. При холодной обработке металлов давлением возникает текстура, создающая анизотропию не только механических, но и физико-химических свойств металла. Используя влияние обработки металлов давлением на свойства металла, можно изготавливать детали с наилучшими свойствами при минимальной массе.
Для получения заготовок обработкой давлением используют различные деформируемые материалы: углеродистые, легированные и высоколегированные стали, жаропрочные сплавы, сплавы на основе алюминия, меди, магния, титана, никеля и др.
Исходными заготовками для обработки металлов давлением являются плоские и круглые слитки разных размеров и массы из стали и цветных сплавов.
До обработки давлением слитки подвергают механической обработке, которая заключается в отрезке прибыльной и донной частей и очистке поверхности от литейных пороков.
Размеры и масса слитков зависят от их назначения. Цилиндрические слитки предназначаются для изготовления прутков, профилей и труб. Их получают главным образом методом непрерывного литья. Плоские слитки применяют для изготовления различных поковок, листов, лент, полос и т. п.
3. Существенные преимущества обработки металлов давлением по сравнению с литейным производством и обработкой резанием – возможность значительного уменьшения отхода металла, а также повышения производительности труда, поскольку в результате однократного приложения усилия можно значительно изменить форму и размеры деформируемой заготовки. Кроме того, пластическая деформация сопровождается изменением физико-механических свойств металла заготовки, что можно использовать для получения деталей с наилучшими эксплуатационными свойствами (прочностью, жесткостью, высокой износостойкостью и т. д.) при наименьшей их массе.
Эти и другие преимущества обработки металлов давлением (отмеченные ниже) способствуют неуклонному росту ее удельного веса в металлообработке. Совершенствование технологических процессов обработки металлов давлением, а также применяемого оборудования позволяет расширять номенклатуру деталей, изготовляемых обработкой давлением, увеличивать диапазон деталей по массе и размерам, а также повышать точность размеров полуфабрикатов, получаемых обработкой металлов давлением.
Горячая обработка металлов

ГОРЯЧАЯ ОБРАБОТКА МЕТАЛЛОВ, изменение свойств металлов и сплавов деформацией без снятия стружки при температуре выше температуры рекристаллизации. Если деформация производится при более низкой температуре, то процесс называется холодной обработкой. Холодную обработку не следует смешивать с механической обработкой, т. е. со снятием стружки. Другой вид горячей обработки металлов заключается только в нагревании металлов или их сплавов до определенных температур и охлаждении их с некоторыми, тоже определенными, скоростями; в этом случае имеет место изменение структуры металла, сопровождающееся изменением его механических свойств. К этому виду обработки относится термическая обработка стали. Так как горячая обработка металлов происходит при температуре, отличной от атмосферной, то горячая обработка металлов всегда сопровождается термической обработкой, но оба эти приема следует отделять, когда говорится о горячей обработке металлов в смысле деформации металла.
Все металлы и их сплавы имеют кристаллическую структуру. Примеси в металлах или в сплавах, образующих твердые растворы, располагаются между кристаллами и обычно являются более хрупкими, чем сами кристаллы металла. Сплавы металлов, состоящие из двух и более составляющих, обычно имеют одну из составляющих хрупкую; например, в стали феррит является мягкой составляющей, а цементит – хрупкой; в латуни при содержании Zn до 33% имеется твердый раствор α—вязкая составляющая, при большем же содержании Zn появляется вторая составляющая β—хрупкая.
Сущность горячей обработки металлов заключается в деформации (измельчении) хрупких составляющих, находящихся между отдельными кристаллитами (группами кристаллов) металла, уничтожении пустот между ними, а в некоторых случаях – в сварке кристаллитов между собой. Форма кристаллов изменяется, но внутренние их свойства остаются неизменными. Изменениями формы определяются различия в механических свойствах литого металла и металла, подвергнутого горячей обработке, а именно: в последнем уже нет пустот и неметаллические включения значительно раздроблены; поэтому благодаря горячей обработке металлов литые металлы теряют свою хрупкость, увеличивается удлинение, отчасти увеличивается сопротивление на разрыв; однако пределы упругости и текучести не изменяются, а равно мало изменяется и твердость. Цель горячей обработки металла заключается, главным образом, в изменении внешней формы металла, с наименьшей затратой работы; при этом некоторые свойства металла улучшаются.
Технически горячая обработка металлов производится при помощи специальных деформирующих механизмов, развивающих некоторое давление. При деформации непосредственным давлением изделие изменяет форму под действием двух движущихся в противоположные стороны поверхностей; сюда относятся: кузнечное производство, где имеет место осадка, штамповка, вытяжка или фасонная ковка, и прокатное, где металл прокатывается в полосу или в какой-нибудь другой сложный профиль. При деформации непрямым давлением изделие протягивается или протаскивается через наклонные поверхности или же деформируется возникающими между этими поверхностями усилиями: протяжка, прошивка дыр, бортование или загибы (в последнем случае имеет место изгиб металла). В табл. 1 приведены деформационные процессы, соответствующие им машины и применение деформированных изделий в технике.



Кузнечные работы исполняются при помощи молотов и прессов. Для тяжелых поковок (весом 10—100 т) применяются, главным образом, гидравлические и парогидравлические прессы; для мелких работ – а) паровые (пневматические) молоты, б) воздушные молоты и в) падающие молоты, причем паровые и воздушные молоты применяются преимущественно для подготовительных работ (свободная или фасонная ковка), а падающие – для штамповки (английский метод). Впрочем, часто применяются (американский метод) паровые, а в последнее время, благодаря усовершенствованиям, и воздушные молоты – для штамповок; усовершенствование воздушных молотов заключается в том, что они могут давать не только автоматические, по и индивидуальные (отдельные) удары и размер этих молотов доходит до 2 т (1928 год). Для высадочных работ (имеющих в настоящий момент громадное значение) применяются винтовые фрикционные прессы и эксцентриковые или с коленчатым валом. Из последних ковальноосадочная машина приобрела в комбинации со штамповкой важнейшее значение для техники.
Прокатные работы совершаются на прокатных станах, смотря по назначению изделия той или иной системы (см. табл. 1). Валки имеют различные размеры, как по длине, так и по диаметру, и различную скорость вращения (заготовочные 40—80 об/мин., отделочные 100—200, мелкосортные 200—400, проволочные 500—600, листовые 40—90 и кровельные 35—55). Большие тяжелые заготовочные станы (блуминги) б. ч. строятся как реверсивные дуо; средние и легкие – трио; для мелких точных работ применяется двойное дуо; для листов применяется б. ч. трио, причем для лучшей вытяжки средний вал имеет меньший диаметр – трио Лаута (Lautli). Число клетей и их расположение обусловливаются планом работ (и калибровкой валков). В Германии предпочитают строить все клети в одну линию с установкой небольшого числа (2—3) клетей впереди для заготовки; эта работа пригодна для средней производительности и большого разнообразия профилей. Американский метод применим для массового производства малого числа профилей; в этом случае клети, имеющие разное число оборотов (увеличивающееся в зависимости от увеличения длины прокатываемой полосы), ставят в затылок одну за другой, благодаря чему получается непрерывная прокатка.
Для производства деформаций с непрямым давлением служат, главным образом, прессы специального назначения и протяжные станы. На выбор метода для деформации влияют: 1) внешний вид требуемого профиля, 2) механические качества получаемого продукта и 3) экономичность работы. Если деформацию можно произвести несколькими способами, то предпочтение следует отдать тому способу, который обеспечивает наилучшее качество изделия; если таких особых заданий нет, то преимущество имеет экономичность работы, особенно при массовом задании.
От размера деформации зависит изменение крупнокристаллического строения металла в мелкокристаллическое, что значительно улучшает механические свойства металла, но изменение строения гл. обр. определяется температурными условиями, в которых происходит механическая деформация. Для стали, например, важно окончание деформации производить вблизи точки Аr3.
Температура нагревания для горячей обработки металлов приведена в табл. 2.

Источник: Мартенс. Техническая энциклопедия. Том 5 – 1929 г.
Термическая обработка стали
Термическая обработка стали позволяет придать изделиям, деталям и заготовкам требуемые качества и характеристики. В зависимости от того, на каком этапе в технологическом процессе изготовления проводилась термическая обработка, у заготовок повышается обрабатываемость, с деталей снимаются остаточные напряжения, а у деталей повышаются эксплуатационные качества.
Технология термической обработки стали – это совокупность процессов: нагревания, выдерживания и охлаждения с целью изменения внутренней структуры металла или сплава. При этом химический состав не изменяется.
Так, молекулярная решетка углеродистой стали при температуре не более 910°С представляет из себя куб объемно-центрированный. При нагревании свыше 910°С до 1400°С решетка принимает форму гране-центрированного куба. Дальнейший нагрев превращает куб в объемно-центрированный.

Сущность термической обработки сталей – это изменение размера зерна внутренней структуры стали. Строгое соблюдение температурного режима, времени и скорости на всех этапах, которые напрямую зависят от количества углерода, легирующих элементов и примесей, снижающих качество материала. Во время нагрева происходят структурные изменения, которые при охлаждении протекают в обратной последовательности. На рисунке видно, какие превращения происходят во время термической обработки.

Изменение структуры металла при термообработке
Назначение термической обработки
Термическая обработка стали проводится при температурах, приближенных к критическим точкам . Здесь происходит:
- вторичная кристаллизация сплава;
- переход гамма железа в состояние альфа железа;
- переход крупных частиц в пластинки.
Внутренняя структура двухфазной смеси напрямую влияет на эксплуатационные качества и легкость обработки.

Образование структур в зависимости от интенсивности охлаждения
Основное назначение термической обработки — это придание сталям:
- В готовых изделиях:
- прочности;
- износостойкости;
- коррозионностойкость;
- термостойкости.
- В заготовках:
- снятие внутренних напряжений после
- литья;
- штамповки (горячей, холодной);
- глубокой вытяжки;
- увеличение пластичности;
- облегчение обработки резанием.
- снятие внутренних напряжений после
Термическая обработка применяется к следующим типам сталей:
- Углеродистым и легированным.
- С различным содержанием углерода, от низкоуглеродистых 0,25% до высокоуглеродистых 0,7%.
- Конструкционным, специальным, инструментальным.
- Любого качества.
Классификация и виды термообработки
Основополагающими параметрами, влияющими на качество термообработки являются:
- время нагревания (скорость);
- температура нагревания;
- длительность выдерживания при заданной температуре;
- время охлаждения (интенсивность).
Изменяя данные режимы можно получить несколько видов термообработки.
Виды термической обработки стали:
- Отжиг
- I – рода:
- гомогенизация;
- рекристаллизация;
- изотермический;
- снятие внутренних и остаточных напряжений;
- II – рода:
- полный;
- неполный;
- I – рода:
- Закалка;
- Отпуск:
- низкий;
- средний;
- высокий.
- Нормализация.

Температура нагрева стали при термообработке
Отпуск
Отпуск в машиностроении используется для уменьшения силы внутренних напряжений, которые появляются во время закалки. Высокая твердость делает изделия хрупкими, поэтому отпуском добиваются увеличения ударной вязкости и снижения жесткости и хрупкости стали.
1. Отпуск низкий
Для низкого отпуска характерна внутренняя структура мартенсита, которая, не снижая твердости повышает вязкость. Данной термообработке подвергаются измерительный и режущий инструмент. Режимы обработки:
- Нагревание до температуры – от 150°С, но не выше 250°С;
- выдерживание — полтора часа;
- остывание – воздух, масло.
2. Средний отпуск
Для среднего отпуска преобразование мартенсита в тростит. Твердость снижается до 400 НВ. Вязкость возрастает. Данному отпуску подвергаются детали, работающие со значительными упругими нагрузками. Режимы обработки:
- нагревание до температуры – от 340°С, но не выше 500°С;
- охлаждение – воздух.
3. Высокий отпуск
При высоком отпуске кристаллизуется сорбит, который ликвидирует напряжения в кристаллической решетке. Изготавливаются ответственные детали, обладающие прочностью, пластичностью, вязкостью.

Нагревание до температуры – от 450°С, но не выше 650°С.
Отжиг
Применение отжига позволяет получить однородную внутреннюю структуру без напряжений кристаллической решетки. Процесс проводят в следующей последовательности:
- нагревание до температуры чуть выше критической точки в зависимости от марки стали;
- выдержка с постоянным поддержанием температуры;
- медленное охлаждение (обычно остывание происходит совместно с печью).
1. Гомогенизация
Гомогенизация, по-иному отжиг диффузионный, восстанавливает неоднородную ликвацию отливок. Режимы обработки:
- нагревание до температуры – от 1000°С, но не выше 1150°С;
- выдержка – 8-15 часов;
- охлаждение:
- печь – до 8 часов, снижение температуры до 800°С;
- воздух.
2. Рекристаллизация
Рекристаллизация, по-иному низкий отжиг, используется после обработки пластическим деформированием, которое вызывает упрочнение за счет изменения формы зерна (наклеп). Режимы обработки:
- нагревание до температуры – выше точки кристаллизации на 100°С-200°С;
- выдерживание — ½ — 2 часа;
- остывание – медленное.
3. Изотермический отжиг
Изотермическому отжигу подвергаются легированные стали, для того чтобы произошел распад аустенита. Режимы термообработки:
- нагревание до температуры – на 20°С — 30°С выше точки ;
- выдерживание;
- остывание:
- быстрое – не ниже 630°С;
- медленное – при положительных температурах.
4. Отжиг для устранения напряжений
Снятие внутренних и остаточных напряжений отжигом используется после сварочных работ, литья, механической обработки. С наложением рабочих нагрузок детали подвергаются разрушению. Режимы обработки:
- нагревание до температуры – 727°С;
- выдерживание – до 20 часов при температуре 600°С — 700°С;
- остывание — медленное.
5. Отжиг полный
Отжиг полный позволяет получить внутреннюю структуру с мелким зерном, в составе которой феррит с перлитом. Полный отжиг используют для литых, кованных и штампованных заготовок, которые будут в дальнейшем обрабатываться резанием и подвергаться закалке.

Полный отжиг стали
- температура нагрева – на 30°С-50°С выше точки ;
- выдержка;
- охлаждение до 500°С:
- сталь углеродистая – снижение температуры за час не более 150°С;
- сталь легированная – снижение температуры за час не более 50°С.
6. Неполный отжиг
При неполном отжиге пластинчатый или грубый перлит преобразуется в ферритно-цементитную зернистую структуру, что необходимо для швов, полученных электродуговой сваркой, а также инструментальные стали и стальные детали, подвергшиеся таким методам обработки, температура которых не провоцирует рост зерна внутренней структуры.
- нагревание до температуры – выше точки или , выше 700°С на 40°С — 50°С;
- выдерживание – порядка 20 часов;
- охлаждение — медленное.
Закалка
Закалку сталей применяют для:
- Повышения:
- твердости;
- прочности;
- износоустойчивости;
- предела упругости;
- Снижения:
- пластичности;
- модуля сдвига;
- предела на сжатие.
Суть закалки – это максимально быстрое охлаждение прогретой насквозь детали в различных средах. Каление производится с полиморфными изменениями и без них. Полиморфные изменения возможны только в тех сталях, в которых присутствуют элементы способные к преобразованию.

Такой сплав подвергается нагреву до той температуры, при которой кристаллическая решетка полиморфного элемента терпит изменения, за счет чего увеличивается растворяемость легирующих материалов. При снижении температуры решетка изменяет структуру из-за избытка легирующего элемента и принимает игольчатую структуру.
Невозможность полиморфных изменений при калении обусловлено ограниченной растворимостью одного компонента в другом при быстрой скорости охлаждения. Для диффузии мало времени. В итоге получается раствор с избытком нерастворенного компонента (метастабильтный).
Для увеличения скорости охлаждения стали используются такие среды как:
- вода;
- соляные растворы на основе воды;
- техническое масло;
- инертные газы.
Сравнивая скоростной режим охлаждения стальных изделий на воздухе, то охлаждение в воде с 600°С происходит в шесть раз быстрее, а с 200°С в масле в 28 раз. Растворенные соли повышают закаливающую способность. Недостатком использования воды считается появление трещин в местах образования мартенсита. Техническое масло используется для закалки легирующих сплавов, но оно пригорает к поверхности.
Металлы, использующиеся при изготовлении изделий медицинской направленности не должны иметь пленки из оксидов, поэтому охлаждение происходит в среде разряженного воздуха.
Чтобы полностью избавиться от аустенита, из-за которого у стали наблюдается высокая хрупкость, изделия подвергаются дополнительному охлаждению при температурах от — 40°С и до -100°С в специальной камере. Также можно использовать углекислую кислоту в смеси с ацетоном. Такая обработка повышает точность деталей, их твердость, магнитные свойства.
Если деталям не требуется объемная термообработка, проводится каление только поверхностного слоя на установках ТВЧ (токами высокой частоты). При этом глубина термообработки составляет от 1 мм до 10 мм, а охлаждение происходит на воздухе. В итоге поверхностный слой становится износоустойчивым, а середина вязкая.
Процесс закалки предполагает прогревание и выдержку стальных изделий при температуре, достигающей порядка 900°С. При такой температуре стали с содержанием углерода до 0,7% имеют структуру мартенсита, который при последующей термообработке перейдет в требуемую структуру с появлением нужных качеств.
Нормализация
Нормализация формирует структуру с мелким зерном. Для низкоуглеродистых сталей — это структура феррит-перлит, для легированных – сорбитоподобная. Получаемая твердость не превышает 300 НВ. Нормализации подвергаются горячекатаные стали. При этом у них увеличивается:
- сопротивление излому;
- производительность обработки;
- прочность;
- вязкость.

Процесс нормализации стали
- происходит нагрев до температуры – на 30°С-50°С выше точки ;
- выдерживание в данном температурном коридоре;
- охлаждение – на открытом воздухе.
Преимущества термообработки
Термообработка стали – это технологический процесс, который стал обязательным этапом получения комплектов деталей из стали и сплавов с заданными качествами. Этого позволяет добиться большое разнообразие режимов и способов термического воздействия. Термообработку используют не только применительно к сталям, но и к цветным металлам и сплавам на их основе.
Стали без термообработки используются лишь для возведения металлоконструкций и изготовления неответственных деталей, срок службы которых невелик. К ним не предъявляются дополнительные требования. Повседневная же эксплуатация наоборот диктует ужесточение требований, именно поэтому применение термообработки предпочтительно.
В термически необработанных сталях абразивный износ высок и пропорционален собственной твердости, которая зависит от состава химических элементов. Так, незакаленные матрицы штампов хорошо сочетаются при работе с калеными пуансонами.
Горячая обработка металлов давлением (общие сведения);
Различают три вида деформации [11]: 1) холодная; 2) полугорячая; 3) горячая.
Холодная деформация происходит при температуре металла ниже . Металл упрочняется; полностью отсутствуют процессы разупрочнения (возврат, рекристаллизация); не происходит залечивания внутри- и межзеренных нарушений. В результате холодной деформации прочность повышается; пластичность снижается; при увеличении степени деформации появляется текстура.
Горячая деформация происходит при температуре больше . Одновременно происходят процессы, действующие на сопротивление деформации в противоположных направлениях, то есть упрочнение и разупрочнение за счет возврата и рекристаллизации. Оба процесса протекают во времени с различной скоростью. Процесс разупрочнения протекает со скоростью меньшей, чем скорость деформации в промышленных условиях. Кристаллизация идет после завершения горячей обработки, а заготовка остынет до температуры ниже достаточно долго (десятки минут). Структура металла изделия в результате получается практически недеформированной.
Полугорячая деформация происходит при температуре . Подогрев до невысоких температур не вызывает окисления поверхности, что характерно для горячей деформации. Однако заметно повышается пластичность и снижается сопротивление деформации . При полугорячей деформации рекристаллизация и разупрочнение происходят менее интенсивно. Структура получается рекристаллизованной с наличием деформированной.
Термин «горячая обработка» условен. Обработка свинца при комнатной температуре сопровождается рекристаллизацией и, следовательно, тоже практически горячая. Свинец: . Железо: – холодная деформация.
Рассмотрим подробнее горячую деформацию. При повышении температуры существенно увеличивается пластичность и снижается сопротивление деформации. Это позволяет вести штамповку, ковку, прокатку с большими степенями деформации при меньших усилиях и расходе энергии. Без разрушения металла.
Исходный материал для горячей деформации – слиток (для свободной ковки; для деформирования в черновых клетях стана горячей прокатки). Он имеет высокую неоднородность зерен по величине и форме в разных зонах; химическую неоднородность; пустоты; газовые пузыри. При горячей деформации в результате диффузии химический состав несколько выравнивается; первичные кристаллы (дендриты) разрушаются и измельчаются; пустоты сжимаются и завариваются. Образуется волокнистая макроструктура горячедеформированного металла. Макроструктура полностью преобразуется после шести-, восьмикратной вытяжки (при прокатке) или уковке (при ковке). Вытяжка или уковка равна отношению площади поперечного сечения деформированной заготовки к площади сечения исходной заготовки.
Макроструктура – вытянутость зерен в направлении максимальной деформации. Видна при двукратном увеличении. Микроструктура видна при 5-10 кратном увеличении. По ней определяют размер зерен.
Пластичность деформированного металла выше, чем литого. Прочность тоже немного повышается.
Механизм пластической деформации при горячей обработке сходен с механизмом при холодной: деформация осуществляется внутрезеренным скольжением; межзеренным взаимным перемещением; поворотом зерен.
Пластичность повышается при горячей деформации за счет того, что возникающие микротрещины залечиваются в процессе деформирования.
Величина зерна после горячей обработки и свойства металла зависят от температуры, степени и скорости деформации. В процессе обработки одновременно происходит разрушение зерен в результате деформации и зарождение новых зерен в результате рекристаллизации. Если горячая деформация осуществляется за несколько этапов (несколько ударов молота; несколько проходов при прокатке), то величина зерен определяется в основном температурой и степенью деформации в последнем проходе, то есть режимом конца горячей обработки давлением.
Пусть Sк – средняя площадь зерна. График зависимости Sк = – диаграмма рекристаллизации второго рода (рис. 3.18). Здесь: – степень деформации, а – температура конца горячей обработки давлением. Напомним, что диаграмма рекристаллизации первого рода – зависимость Sк от степени предшествовавшей холодной деформации и температуры последующего отжига. Диаграммы первого и второго рода похожи.
Рис. 3.18. Диаграмма рекристаллизации второго рода (малоуглеродистая сталь; горячая прокатка)
Критическая степень деформации (пики на графиках) – это деформация при которой получим крупные зерна. Она соответствует примерно 8…15%. Критическая температура – 750…850˚С. При температуре конца прокатки 900-1000˚С зерно мелкое. В этом температурном диапазоне величина зерна слабо зависит от степени деформации; в основном от скорости охлаждения. При очень высоких температурах зерно крупное, так как металл достаточно долго находится при высокой температуре после деформации. В большинстве случаев желательно получение мелкозернистого металла, обладающего лучшими механическими свойствами.

