

Твердосплавные сверла по металлу гост
Кольцевые сверла (корончатые сверла) по металлу
Главная Справочник Кольцевые сверла (корончатые сверла) по металлу
Кольцевые сверла (корончатые сверла) по металлу

Кольцевое сверло по металлу — инструмент для создания отверстий в металлических изделиях. Используя фрезы, быстро и легко можно получить отверстия различного диаметра и глубины. Применяются как для ручного инструмента, так и для сверлильных машин. Основные разновидности:
- Твердосплавные коронки (отличаются числом режущих зубьев, диаметром сверления и длиной режущей части);
- Из быстрорежущей стали (износостойкие и устойчивы к нагрузкам, содержат до 5% кобальта);
- Корончатые фрезы для станков.
Почему стоит купить кольцевое сверло?
Корончатые фрезы являются высокопроизводительным инструментом, который не требует больших затрат времени и мощности сверлильной машины. Благодаря режущим кромкам, составу из быстрорежущей стали, высокой скорости, сверла обрабатывают металл с высокой точностью, при этом практически бесшумно.
Высверливание отверстия происходит путем корончатого фрезерования, которое заключается в вырезании контура. Середина удаляется по окончанию работы (а это считанные секунды). Такой принцип позволяет работать быстро, без лишних отходов, с точными границами проема.
Давайте рассмотрим такой пример: нужно сделать отверстие диаметром 5 см и глубиной 10 см в нержавеющей стали. Сколько времени и усилий придется потратить, чтобы полностью высверлить такой участок? А теперь представьте, что можно пройтись коронкой, которая вырежет контур, удалить середину, и идеально ровное отверстие необходимых размеров готово.
Важным преимуществом кольцевых сверл является то, что их можно применять на разных станках (токарных, фрезерных, сверлильных), унифицированный хвостовик даёт возможность работать с различным оборудованием. Поэтому мы предлагаем купить кольцевые сверла Karnasch – это выгодное и разумное решение.
Строение и особенности
Особенности инструмента:
- Рабочая поверхность с режущими зубьями;
- Толкатель (пилотное сверло);
- Хвостовик;
- Соединение хвостовика и толкателя.
Что такое толкатель и для чего он нужен? Толкатель выполняет несколько функций: является центром обрабатываемого участка, открывает клапан подачи смазочно-охлаждающей жидкости, а также выталкивает материал после завершения работы. Перед началом работы толкатель вставляют в хвостовик и прочно закрепляют винтами, затем полученную конструкцию закрепляют в коронке.
Для увеличения срока службы, облегчения процесса сверления, безопасности работы используют смазочно-охлаждающие жидкости (СОЖ), которые в процессе подаются в наружные канавки. СОЖ необходимы для того, чтобы избежать перегрева фрезы и заготовки, тем самым уберечь от искажения и деформации, так как это свойственно металлам при высокой температуре. Также использование СОЖ позволяет мягче и проще сверлить металл, что уменьшает нагрузку на станок, тем самым продлевая срок эксплуатации и уменьшая затраты на ремонт.
Ресурс твердосплавного кольцевого сверла:
Твердосплавные сверла по металлу гост
Текст ГОСТ 17012-71 Сверла твердосплавные. Типы и основные размеры
ГОСУДАРСТВЕННЫЕ СТАНДАРТЫ СОЮЗА ССР
ИНСТРУМЕНТ ТВЕРДОСПЛАВНЫЙ
ДЛЯ ОБРАЗОВАНИЯ
ОТВЕРСТИЙ В СТРОИТЕЛЬНЫХ
МАТЕРИАЛАХ
Типы и основные размеры
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
Типы и основные размеры
Types and main sizes
ПостановлениемГосударственного комитета стандартов Совета Министров СССР от 3/VI 1971 г. № 1072 срок введения установлен
Несоблюдение стандартапреследуется по закону
1. Настоящийстандарт распространяется на твердосплавные сверла для сверления отверстий вгипсолите, кирпиче и легких бетонах ручными электрическими сверлильнымимашинами.
2. Сверла должныизготовляться двух типов:
С1 — длясверления отверстий диаметром 16 — 25 мм;
С2 — длясверления отверстий диаметром 32 — 50 мм.
3. Основныеразмеры сверл должны соответствовать указанным на черт. 1, 2 и втаблице.

1 — корпус; 2 — пластинка потехнической документации, утвержденной в установленном порядке

1 — корпус; 2 — пластинкатвердосплавная формы Г34 левая (для сверла D = 32 мм формы Г38) по ГОСТ 880 -67
ГОСУДАРСТВЕННЫЕ СТАНДАРТЫ СОЮЗА ССР
ИНСТРУМЕНТ ТВЕРДОСПЛАВНЫЙ
ДЛЯ ОБРАЗОВАНИЯ
ОТВЕРСТИЙ В СТРОИТЕЛЬНЫХ
МАТЕРИАЛАХ
Типы и основные размеры
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
Типы и основные размеры
Types and main sizes
Постановлением Государственного комитета стандартов Совета Министров СССР от 3/ VI 1971 г. № 1072 срок введения установлен
Несоблюдение стандарта преследуется по закону
1. Настоящий стандарт распространяется на твердосплавные сверла для сверления отверстий в гипсолите, кирпиче и легких бетонах ручными электрическими сверлильными машинами.
2. Сверла должны изготовляться двух типов:
С1 — для сверления отверстий диаметром 16 — 25 мм;
С2 — для сверления отверстий диаметром 32 — 50 мм.
3. Основные размеры сверл должны соответствовать указанным на черт. 1, 2 и в таблице.
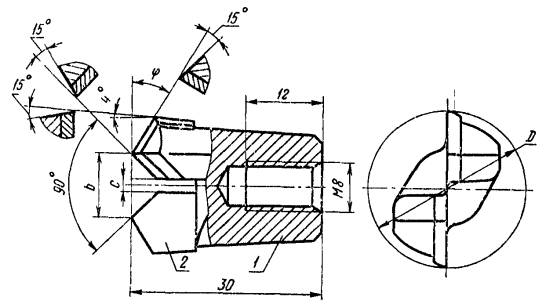
1 — корпус; 2 — пластинка по технической документации, утвержденной в установленном порядке
1 — корпус; 2 — пластинка твердосплавная формы Г34 левая (для сверла D = 32 мм формы Г38) по ГОСТ 880 — 67
Купить ГОСТ 17274-71 — бумажный документ с голограммой и синими печатями. подробнее
Распространяем нормативную документацию с 1999 года. Пробиваем чеки, платим налоги, принимаем к оплате все законные формы платежей без дополнительных процентов. Наши клиенты защищены Законом. ООО “ЦНТИ Нормоконтроль”.
Наши цены ниже, чем в других местах, потому что мы работаем напрямую с поставщиками документов.
Способы доставки
- Срочная курьерская доставка (1-3 дня)
- Курьерская доставка (7 дней)
- Самовывоз из московского офиса
- Почта РФ
Распространяется на спиральные цельные твердосплавные сверла диаметром от 1 до 12 мм, предназначенные для сверления труднообрабатываемых материалов.
Ограничение срока действия снято: Постановление Госстандарта № 5400 от 17.11.83
Твердосплавные сверла по металлу: виды, особенности, критерии выбора
Высокую эффективность при обработке изделий из таких материалов, как чугун, цветные металлы, пластик, искусственный и натуральный камень, кирпич и бетон, демонстрируют твердосплавные сверла. Такое название они получили из-за того, что на их режущую часть напаиваются специальные пластинки из твердых сплавов. Использование этих сверл позволяет, например, почти в два раза увеличить производительность обработки чугуна по сравнению со сверлением, выполняемым инструментом из быстрорежущей стали.

Сверла твердосплавные для вырезания отверстий в рельсах
Несмотря на то, что режущие пластины, которыми оснащено такое сверло, отличаются исключительно высокой твердостью и износостойкостью, для обработки изделий из стали оно применяется нечасто, так как для этого необходимо обеспечить высокую жесткость рабочих элементов используемого оборудования. Если соблюдение этого требования не будет обеспечено, возникнет вибрация инструмента, которая приведет к выкрашиванию и даже выламыванию твердосплавных пластинок.
Критерии выбора
Выбирая твердосплавные сверла, которые могут иметь различные геометрические параметры и конструктивное исполнение, следует учитывать следующие характеристики: материал изделия, в котором необходимо просверлить отверстие, а также диаметр и глубину последнего. Наиболее значимыми параметрами, на которые необходимо обращать внимание, выбирая сверло с твердосплавными пластинами, являются:
- материал, из которого выполнена режущая часть;
- прочность используемого твердого сплава;
- качество изготовления сверла;
- торговая марка и страна-производитель;
- стоимость.

Сверла с твердосплавными пластинами для дрели имеют острые режущие грани
Несмотря на то, что сверла твердосплавные, выпущенные под известными торговыми марками, отличаются самой высокой ценой на рынке, выбирать желательно именно их, так как их качество и надежность находятся на самом высоком уровне. Учитывая тот факт, что любое твердосплавное сверло стоит недешево, выбирать инструмент сомнительного качества от неизвестных производителей не имеет никакого смысла.
Виды сверл с твердосплавными пластинами
На современном рынке представлено большое разнообразие твердосплавных сверл, предназначенных для выполнения работ по металлу и другим материалам. Классификация такого инструмента осуществляется по нескольким параметрам, к которым, в частности, относятся:
- материал изготовления твердосплавной пластины, в качестве которого могут использоваться сплавы марок ВК6, ВК8 и др.;
- способ крепления твердосплавных пластинок к основной части сверла;
- форма, которую имеют твердосплавные пластинки;
- форма канавок между рабочими поверхностями сверла, предназначенных для эффективного отвода отходов обработки.
В качестве материала изготовления режущих пластинок, которыми оснащается твердосплавное сверло, используются преимущественно сплавы вольфрамо-карбидной группы. Наиболее популярным является сплав марки ВК8.
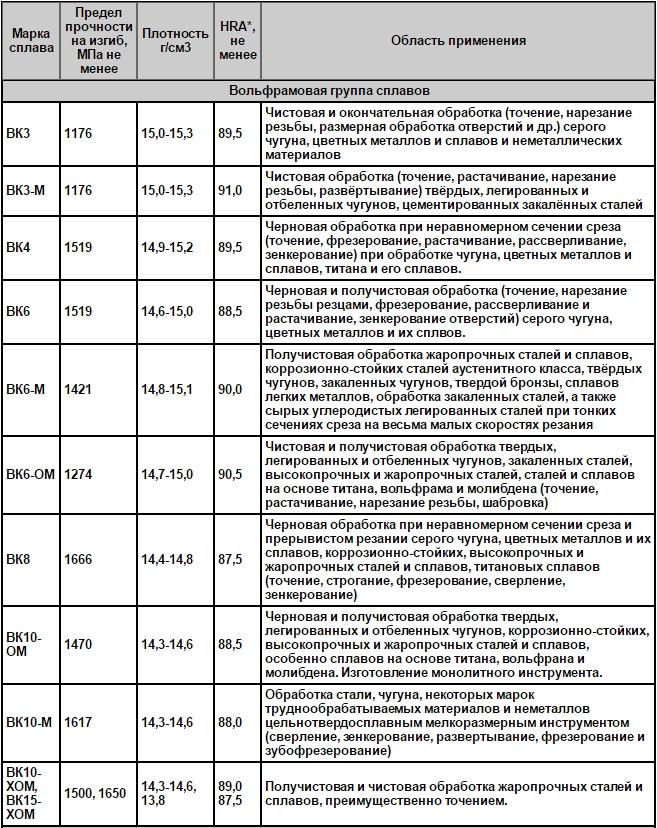
Свойства и применение сплавов вольфрамовой группы
Такие сплавы, получаемые преимущественно методами порошковой металлургии, полностью соответствуют своему названию – «твердые». В частности, твердость популярного сплава марки ВК8 в зависимости от условий его производства находится в интервале 1670–2800 единиц по шкале Роквелла. Благодаря этому сверло, оснащенное режущими пластинами из сплава ВК8, можно успешно использовать для выполнения отверстий в таких материалах, как легированные стали (в том числе жаростойкой группы), чугун, твердые породы дерева. Немаловажным является и то, что сплав марки ВК8 по сравнению с другими твердосплавными материалами отличается доступной стоимостью.
Твердосплавные пластинки могут фиксироваться на режущей части сверла при помощи пайки или посредством винтового (механического) соединения. В первом случае твердосплавные пластины могут перетачиваться ограниченное количество раз, хотя и характеризуются более высокой надежностью. Кроме того, они довольно часто ломаются. Именно поэтому большую популярность завоевал инструмент, неперетачиваемые режущие пластины на котором крепятся механическим способом.
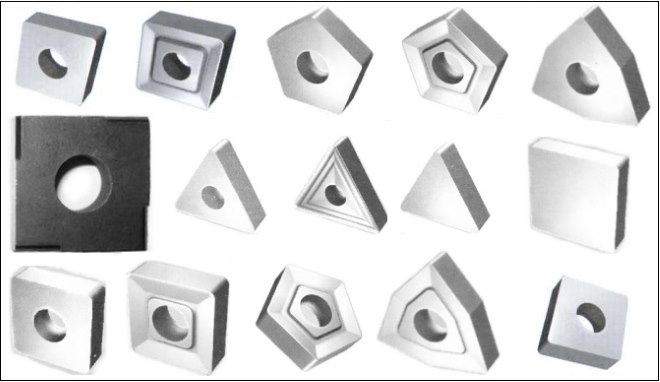
Типы твердосплавных пластин, используемых для сверл
Для оснащения сверл данного типа используются твердосплавные пластины в форме:
- параллелограмма;
- прямоугольника;
- ромба;
- неправильного треугольника (такие пластины характеризуются наличием шести режущих кромок).
Большое значение при использовании твердосплавных сверл по обработке металла и других материалов имеет форма канавок между рабочими поверхностями инструмента. Вне зависимости от формы таких канавок их внутренняя поверхность должна быть тщательно отполирована, что позволит обеспечить эффективный отвод стружки из зоны обработки.
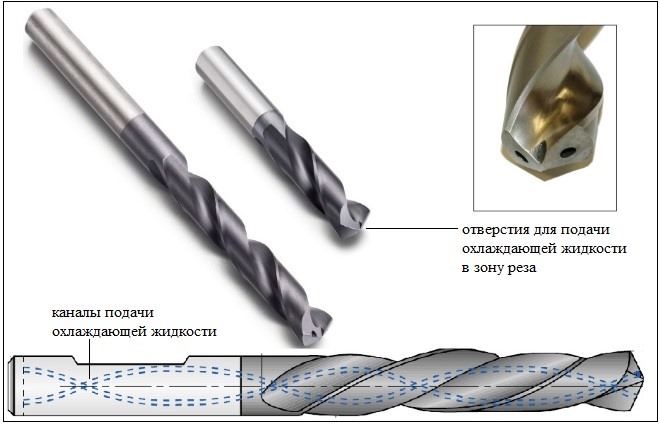
Твердосплавное сверло с внутренней подачей охлаждающей жидкости
Особенности конструкции инструмента
Сверла с твердосплавными пластинами характеризуются рядом конструктивных особенностей. Перечислим наиболее важные.
- Уменьшенная на 20–35% рабочая длина сверла объясняется тем, что его переточка выполняется только по твердосплавной пластине. Длина сверл данного типа, если они используются в комплекте с кондуктором, может быть такой же, как и у быстрорежущего инструмента.
- Увеличение диаметра сердцевины сверла по направлению к хвостовику выполняется в пределах 1,4–1,8 мм на каждые 100 мм длины, как и у сверлильных инструментов других категорий.
- Величина угла наклона винтовой канавки инструмента зависит от того, какой глубины отверстие необходимо сделать.
- На поперечной кромке сверла необходимо выполнять подточку с размерами 1,8–3,5 мм, которая позволяет снизить осевые усилия и уменьшить нагрузку на тело инструмента.
- Конусный хвостовик, при помощи которого сверло фиксируется в шпинделе станка, должен быть точно подогнан под посадочную часть, что увеличит жесткость крепления сверла и минимизирует риск возникновения вибрационных нагрузок, могущих стать причиной выкрашивания твердосплавной пластины и даже ее поломки.
- Чтобы повысить надежность использования твердосплавных сверл по металлу, в их внутренней части часто выполняют отверстие для подачи смазывающе-охлаждающей жидкости. Это позволяет уменьшить температуру резания, уменьшить интенсивность износа инструмента, а также облегчить процесс отвода стружки из зоны обработки.

Устройство сверла со съемными пластинами
Чтобы придать рабочей части сверла требуемую твердость (56–62 единицы по шкале HRC), инструмент подвергают термической обработке, которую, как правило, выполняют одновременно с напайкой твердосплавных пластин.
Высокую производительность обработки, а также устойчивость сверл данной категории обеспечивает целый ряд параметров. Сюда относятся форма твердосплавной пластины, геометрические параметры ее передней поверхности, а также материал, из которого такая пластина выполнена. В настоящее время наибольшее распространение получили инструменты с твердосплавными пластинами правильной трех- и четырехгранной конфигурации, которые позволяют выполнять сверление отверстий с практически плоским дном.
Более качественных результатов сверления можно добиться, если использовать инструмент, оснащенный профилированными твердосплавными пластинами.
Сверла с такими пластинами, режущая часть которых выполнена в форме волны, позволяет выполнять обработку по технологии пошагового врезания. Использование последней не только обеспечивает стабилизацию положения инструмента в момент его врезания в обрабатываемый материал, но и минимизирует риск его увода в процессе выполнения дальнейшей обработки. Кроме того, сверло с волнообразной режущей кромкой позволяет значительно снизить силы резания, формирующиеся в процессе сверления.

Сверла с механическим креплением сменных многогранных пластин (сверла с МНП)
Конструкция сверл, оснащенных съемными твердосплавными пластинами, позволяет выполнять с их помощью не только сверление, но и такие технологические операции, как растачивание заранее выполненных отверстий, обработка фасок. В таких случаях задействуется периферийная твердосплавная пластина, закрепленная на инструменте.
Сверла с твердыми пластинами, которые закреплены на инструменте механическим способом, эффективно используются для обработки наклонных и вогнутых поверхностей, при этом обработка таким инструментом может выполняться без предварительного засверливания отверстий. Чтобы успешно справиться с такой технологической задачей, величину подачи, с которой инструмент врезается в обрабатываемый материал, необходимо уменьшить на 50–70%.
Охлаждение и смазка твердосплавных сверл
Как уже говорилось выше, чтобы сделать обработку сверлом с твердосплавными пластинами более эффективной, необходимо обеспечить внутреннее охлаждение инструмента. Не использовать при применении таких сверл смазывающе-охлаждающую жидкость можно в тех случаях, когда глубина формируемого отверстия не превышает одного диаметра инструмента.
На качество выполняемого отверстия, а также на скорость его сверления оказывает влияние не только количество подаваемой во внутреннюю полость сверла СОЖ (не менее 12–15 л/мин), но и величина напора (не менее 12–15 Атм). Смазывающе-охлаждающая жидкость, подаваемая в зону обработки в таком количестве и с таким напором, обеспечивает не только интенсивное охлаждение инструмента, но и эффективный отвод стружки и других отходов сверления.

Сверление с наружной подачей охлаждающей жидкости
Полезные рекомендации
Прежде чем делать отверстие в изделии из металла, используя в том числе твердосплавное сверло, следует выполнить центровку инструмента. Для этого можно использовать такое удобное приспособление, как центрирующий штифт. При этом место на поверхности изделия, на котором будет располагаться центр будущего отверстия, следует предварительно накернить.
Важным параметром при использовании сверл с твердосплавными платинами является скорость, с которой выполняется обработка. При использовании такого инструмента скорость вращения шпинделя станка должна быть не ниже 25% от рекомендованного параметра. Очень важно сильно не занижать и не превышать (более чем на 20%) рекомендованную скорость вращения сверла, так как это может привести к возникновению вибрации инструмента, выкрашиванию и даже выламыванию твердосплавных пластин, которыми он оснащен.
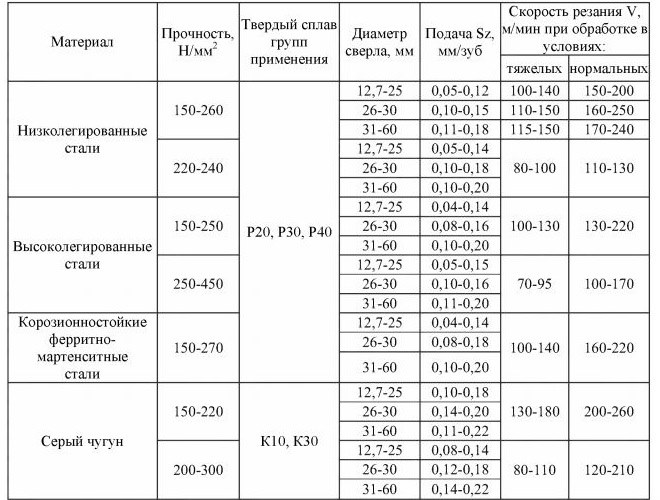
Режимы резания сверлами с СМП
Такой параметр сверления, как подача режущего инструмента, также имеет большое значение. На начальной стадии сверления сверло необходимо подавать со скоростью, которая в два раза ниже рекомендованной, а по мере врезания в обрабатываемый материал данный параметр можно постепенно увеличивать. При этом следует иметь в виду: если сверление выполняется затупившимся инструментом или обрабатываемый материал слишком твердый, увеличить скорость подачи не получится, какое бы сильное давление на сверло вы ни оказывали.
И в заключение небольшое видео о том, как просверлить каленый металл с помощью твердосплавных сверл.
Сверла специальные: центровочные; твердосплавные; сверхдлинные и др.

Сверло по металлу двухсторонние HSS, шлифовальное, 4,0мм
Наличие: На складе
Сверла шлифовальные двусторонние HSS c короткой спиралью Благодаря двум острым наконечникам и н..
Сверло центровочное HSS DIN 333 форма A 1,0 мм; длина 31,5 мм; хвостовик 3,15 мм
Наличие: На складе
Центровочные сверла с винтовыми канавками HSS, DIN 333, форма А 60 °*Правосторонняя резка ..
Сверло по металлу двухсторонние HSS, шлифовальное, 4,9мм
Наличие: На складе
Сверла шлифовальные двусторонние HSS c короткой спиральюБлагодаря двум острым наконечникам и небольш..
Сверло центровочное HSS DIN 333 форма A 1,6 мм; длина 35,5 мм; хвостовик 4,0 мм
Наличие: На складе
Центровочные сверла с винтовыми канавками HSS, DIN 333, форма А 60 °*Правосторонняя резка ..
Сверло по металлу двухсторонние HSS, шлифовальное, 5,2мм
Наличие: На складе
Сверла шлифовальные двусторонние HSS c короткой спиральюБлагодаря двум острым наконечникам и небольш..
Сверло центровочное HSS DIN 333 форма A 2,0 мм; длина 40,0 мм; хвостовик 5,0 мм
Наличие: На складе
Центровочные сверла с винтовыми канавками HSS, DIN 333, форма А 60 °*Правосторонняя резка ..
Сверло центровочное HSS DIN 333 форма A 2,5 мм; длина 45,0 мм; хвостовик 6,3 мм
Наличие: На складе
Центровочные сверла с винтовыми канавками HSS, DIN 333, форма А 60 °*Правосторонняя резка ..
Сверло центровочное HSS DIN 333 форма A 3,15 мм; длина 50,0 мм; хвостовик 8,0 мм
Наличие: На складе
Центровочные сверла с винтовыми канавками HSS, DIN 333, форма А 60 °*Правосторонняя резка ..
Модель: с хвостовиком
Сверло по металлу с коническим хвостовиком HSS DIN345, 11мм
Наличие: На складе
Сверло по металлу с коническим хвостовиком HSS DIN345 Высокоэффективные правосторонние сверла с..
Сверло универсальное Multi-Star 6,0 мм
Наличие: На складе
Многофункциональное сверло с твердосплавным наконечником.Применяется для работы с:кирпичом;черепицой..
Сверло универсальное Multi-Star, 5,0мм
Наличие: На складе
Многофункциональное сверло с твердосплавным наконечником.Применяется для работы с:кирпичом;черепицой..
Сверло центровочное HSS DIN 333 форма A 4,0 мм; длина 56,0 мм; хвостовик 10,0 мм
Наличие: На складе
Центровочные сверла с винтовыми канавками HSS, DIN 333, форма А 60 °*Правосторонняя резка ..
Сверло универсальное Multi-Star, 8,0мм
Наличие: На складе
Многофункциональное сверло с твердосплавным наконечником.Применяется для работы с:кирпичом;черепицой..
Модель: HSS-Co 6×66 мм
Сверло для точечной сварки HSS-Co 6×66 мм
Наличие: На складе
Сверло для точечной сварки HSS-CoДанный тип цилиндрического сверла предназначается для сварных точек..
Сверло центровочное HSS DIN 333 форма A 5,0 мм; длина 63,0 мм; хвостовик 12,5 мм
Наличие: На складе
Центровочные сверла с винтовыми канавками HSS, DIN 333, форма А 60 °*Правосторонняя резка ..
Модель: HSS-Co 8х79 мм
Сверло для точечной сварки HSS-Co 8×79 мм
Наличие: На складе
Сверло для точечной сварки HSS-CoДанный тип цилиндрического сверла предназначается для сварных точек..
Сверло по металлу сверхдлинное HSS-G DIN 1869 5,0x135x195
Наличие: На складе
Сверло по металлу сверхдлинное HSS-G DIN 1869 5,0x135x195*высокоточная подточка наконечника*уменьше..
Сверло по металлу сверхдлинное HSS-G DIN 1869 6,0x140x205
Наличие: На складе
Сверло по металлу сверхдлинное HSS-G DIN 1869 6,0x140x205*высокоточная подточка наконечника*уменьше..

В этой рубрике представлены:
– сверла для точечной сварки;
– сверла твердосплавные Multi-Star;
– сверла с проточенным хвостовиком;
– сверла с шестигранным хвостовиком;
Нужную группу сверл вы можете легко выбрать с помощью фильтра, расположенного в панели слева.
Центровочные сверла Projahn производятся из быстрорежущей стали HSS согласно DIN 333, форма A , угол захода 60°. Угол заточки составляет 118°. Подточка сверла произведена согласно DIN 1412. Сверла изготовлены методом шлифования из цельной заготовки. Содержат винтовые канавки.
Сверла для точечной сварки Projahn изготовлены из стали HSS с добавлением 5% кобальта. Кобальтовый сплав обеспечивает большой ресурс, бесшумную работу. Сверла прочно удерживаются в сварной точке и не соскальзывают. Не образуют заусенцев.
Сверла левосторонние Projahn изготовлены из быстрорежущей стали HSS в соответствии с DIN 338. Имеют цилиндрический хвостовик, угол заточки 118°. Шлифованные. В ассортименте имеются диаметры от 1 до 13 мм.
Сверла твердосплавные Multi – Star предназначены для универсального использования по различным материалам: кирпич, черепица, природный камень, плитка, дерево, металл, пластик. Оптимальное решение для просверливания многослойных конструкций, состоящих из различных материалов. Сверла Multi – Star имеют твердосплавный наконечник с дополнительной заточкой. Обеспечивают быстрое удаление стружки, безударное сверление.
Сверла-фрезы, имеющиеся в нашем ассортименте, предназначены для обработки листовой стали, древесины, пластиков. Обеспечивают одновременно сверление и фрезерование в листовой стали, тонкостенных материалах. Находят применение в металлообработке, а также деревообрабатывающей промышленности и при производстве изделий из пластиков. Сверла-фрезы содержат короткую спиральную часть и фрезерную режущую кромку со стружколомом. Шлифованные, изготовлены из стали HSS .
Сверхдлинные сверла Projahn Тип UF – L изготовлены согласно DIN 1869 из стали HSS , легированной кобальтом с содержанием 5%. Многофункциональные, предназначены для просверливания глубоких отверстий глубиной до 450 мм в твердых металлах (до 1200 Н/мм 2 ), нержавеющей стали, титана, сплавах алюминия, меди, бронзы, латуни. Благодаря ультраплоскому профилю канавки сверла обеспечивают высокую скорость сверления и хороший отвод стружки.
Двухсторонние сверла HSS , шлифованные, имеют короткую спираль, крестообразную подточку, благодаря чему обеспечивается хорошее центрирование и большой запас прочности. Предназначены для выполнения работ по листовой стали, профилям, а также для высверливания отверстий под заклепки. Используются на ручных дрелях.
Сверла по металлу с проточенным хвостовиком изготовлены из стали HSS . Обеспечивают высокую скорость сверления, обладают большим ресурсом. Проточенный хвостовик адаптирован для использования на сверлильных патронах небольшого диаметра (до 10-13 мм). Сверла используются для стандартных операций сверления различных металлов твердостью до 900 Н/мм 2 : сталь; легированная сталь; литье; серый чугун; кованый чугун; металлокерамика; высокопрочный чугун; графит; бронза; латунь; алюминий.
В нашем ассортименте имеются также сверла с шестигранным хвостовиком на ¼”. Изготовлены из стали HSS , шлифованные. Оптимально подходят для использования на аккумуляторных шуруповертах, а также на обычных сверлильных патронах, поскольку шестигранный хвостовик надежно крепится и в стандартном 3-кулачковом патроне. Позволяют производить быструю смену сверла. Предназначены для сверления легированной стали твердостью до 800 Н/мм 2 , жести, тонкостенных материалов. Угол заточки сверла 135°.
Зенкеры Projahn изготавливаются в соответствии с DIN 335 из быстрорежущей стали HSS , шлифованные, с шестигранным хвостовиком. Оптимально подходят для раззенковывания и удаления заусенцев в таких материалах как сталь, листовая сталь, пластик и т.д. Удобное крепление обеспечивает быструю смену инструмента. Предназначены для использования в аккумуляторных дрелях.
Также имеется версия зенкера с добавлением 5% кобальта. Три режущие кромки центрируют зенковку точно в середине отверстия и обеспечивают легкое удаление заусенцев с отверстия. Зенкер позволяет одновременно производить цекование, раззенковку и удаление заусенцев. Зенкер с кобальтом обладает большой эффективностью при низкой скорости сверления и быстрой подаче. Работает практически на всех материалах.

