

Торцевые фрезы по металлу гост
Фреза торцевая по металлу
При выполнении плоскостей на стальных или чугунных заготовках можно использовать разные виды оснастки. В зависимости от используемого оборудования применяются концевые, дисковые или торцевые варианты. Самый эффективный вариант — фреза торцевая по металлу. Благодаря своей конструкции она обеспечивает высокую производительность и хорошее качество работ на различных режимах.

Особенности конструкции и сферы применения
Назначение торцевой фрезы заключается в формировании плоскостей на обрабатываемой заготовке при различных видах обработки. Инструмент применяется для обработки деталей из чугуна и сталей различного назначения. Конструкция позволяет формировать уступы с разным наклоном стенки. Широкая номенклатура такой оснастки обеспечивает однопроходное фрезерование даже для крупногабаритных изделий.
В отличие от других типов фрез, торцевые модели имеют режущие кромки, установленные только со стороны торцевой части. При этом непосредственная обработка горизонтальной плоскости ведется вершинами режущих элементов и считается дополнительной. Основной съем металла производится боковой частью при продольной подаче. Большое количество режущих лезвий и геометрия их расположения обеспечивает поочередный контакт с металлом, что значительно улучшает режимы фрезерования и долговечность оснастки. Такой важный параметр, как угол резания в торцевых моделях зависит исключительно от диаметра инструмента, а не от величины припуска на обработку. Боковые поверхности лезвий также способны сформировать вертикальный уступ или наклонную грань. Высота уступа не должна превышать габаритов лезвия. В некоторых зарубежных модификациях на боковой поверхности корпуса предусматривается возможность установки дополнительных обрабатывающих лезвий, обеспечивающих значительную высоту фрезеруемой грани.

Торцевые фрезы конструктивно отличаются высокой жесткостью и выпускаются как левого, так и правого вращения. Учитывая расположение режущих лезвий по внешнему радиусу рабочей части, процесс обработки должен начинаться с края заготовки, либо проводится в предварительно выполненных выемках. Рабочие вертикальные подачи при торцевом фрезеровании используются редко.
По конструктивному исполнению, все торцевые фрезы подразделяются на монолитные и инструмент со сменными режущими элементами. Монолитные модели, при первом рассмотрении, напоминают обычные спиральные сверла. Металлорежущая часть из быстрорежущей стали и цилиндрический корпус в них выполнены в виде единого целого. При этом кромка лезвий со стороны торца не пересекает весь диаметр основания
Основным элементом конструкции торцевой фрезы со сменными ножами стала обрабатывающая головка. Она представляет собой фасонный металлический корпус, к которому закрепляются съемные режущие элементы. Для обеспечения требуемого профиля фрезерования ориентация лезвий образует рабочую кромку с боковой стороны. Инструмент со сменными лезвиями, по сравнению с монолитными вариантами, имеет значительную номенклатуру моделей, обеспечивающую разнообразные особенности обработки.

Также такая оснастка более проста в эксплуатации и не требует применения сложных операций при восстановлении изношенных режущих кромок.
Классификация торцевых фрез
Широкая область применения породила большое число вариантов проходных торцевых фрез. В первую очередь они отличаются способом крепления к шпинделю станка. Принято подразделять инструмент с хвостовиком и модели насадного исполнения. Также фрезы разделяют по способу установки и форме режущих элементов.
Фреза концевого типа выполняется в виде единой конструкции, включающей режущую часть и хвостовик. Последний может быть как цилиндрическим, так и конусным. Зарубежные производители также предлагают модификации с резьбовым хвостовиком. Особенностью концевых моделей является небольшой диаметр режущей части. Фрезы такого типа выполняются цельного исполнения, либо с небольшим числом сменных пластин. Их используют для работы с небольшими деталями, а также в труднодоступных местах.
Фреза насадная предназначается для установки на специальную оправку, для чего в конструкции предусмотрены разнообразные элементы крепления. Наиболее часто используется шпоночное соединение. Несколько реже, в исполнениях, предназначенных для крепления непосредственно на шпиндель станка, выполняется резьба. Насадная фреза может иметь значительный диаметр корпуса, в некоторых исполнениях доходящий до 630 мм. Это обеспечивает широкую зону обработки за один проход.

Способ крепления режущих частей должен обеспечивать высокую жесткость инструмента в целом и прочное крепление отдельного лезвия. Торцевые фрезы выполняются цельными, с вставными или со сменными ножами.
Торцевые фрезы цельного или монолитного типа отличаются небольшими диаметрами, обычно не превышающими 40мм. Зубья выполнены в виде твердосплавных напаек заодно с телом инструмента. Такой конструктив обеспечивает возможность переточки при выходе из строя режущей кромки. Спиральная конструкция с большим числом заходов, способствует удалению стружки. Цельные модели характеризуются невысокой долговечностью и сложностью заточки изношенных лезвий. По большинству параметров они уступают моделям со сменными элементами.
Фрезы с ножами вставного типа, иначе именуемые сборными фрезами, допускают замену всех или только отдельных режущих элементов. Крепление ножей к телу оснастки производится в предварительно выполненные пазы с помощью клиньев. Сами обрабатывающие элементы, напоминают по конструкции обычные резцы, состоят из оправки и напаянной твердосплавной пластины. Такая конструкция допускает простую заточку режущих кромок при восстановлении после износа. Форма резцов может быть выполнена под конкретные требования обработки.
Другой вариант фиксации резцов применяется на фрезах для обработки цветных металлов и мягких сплавов. Он заключается в установке резца в натяг в клинообразный паз. Резец, в этом случае, представляет собой цельную твердосплавную пластину.

Недостатком оснастки со вставными ножами считается большая длительность и относительно высокая сложность сборки инструмента. Для выполнения этих операций может потребоваться специализированный персонал. Еще одним недостатком является высокая вероятность разрушения вследствие вибраций в процессе работы.
Фрезы торцевые насадные с механическим креплением многогранных сменных ножей используются для широкого спектра работ. В процессе резания они способны реализовать большую величину снимаемого материала. Винтовой принцип крепления пластин обеспечивает высокую прочность и большую скорость замены изношенных элементов. Разные модели используют твердосплавные пластинки с числом граней равным трем, четырем или пяти. В некоторых импортных модификациях применяются шестигранные режущие элементы. Большую популярность получил инструмент с механическим креплением четырехгранных и пятигранных пластин. Большое число граней обеспечивает высокую долговечность оснастки и позволяет создавать модификации, обеспечивающие различные способы обработки.
Кроме количества граней фреза насадная торцевая со сменными пластинами также характеризуются углом установки обрабатывающих элементов. В зависимости от вертикального положения пластины, инструмент способен формировать боковую поверхность с разным наклоном. Широко используются модели, обеспечивающие фрезерование с углом 45, 75 или 90 градусов. Радиальное расположение пластин используется в большинстве моделей общего назначения. Для тяжелых работ, с большими значениями подач и глубин резания применяются модификации с тангенциальным расположением сменных элементов. В таком инструменте благодаря большему поперечному сечению ножа в направлении резания, обеспечивается высокое усилие обработки и снижение нагрузки на пластину.
Также встречается оснастка с пластинами круглой формы, применяемая при чистовом фрезеровании плоскостей с небольшими припусками на обработку. Благодаря форме пластин обеспечивается их бесступенчатое позиционирование при износе. Фрезы со сменными режущими элементами используются не только для получения горизонтальных плоскостей. С их помощью возможно формирование наклонных поверхностей, в том числе конической формы.
Государственные стандарты
Большое количество видов и назначения фрезерной оснастки, потребовало разработки значительного числа нормативных документов. Они определяют требования к фрезам различных исполнений, а также подразделяют отдельные виды инструментов, нацеленных на работу с различными металлами и сплавами. Торцевые фрезы, используемые при работе со сталями и тяжелыми сплавами, описываются в стандартах, приведенных ниже.
ГОСТ 9304-69 «Фрезы торцовые насадные» описывает монолитные фрезы с твердосплавными напайками и диаметром рабочей части от 40 до 100 мм. Документ предусматривает два исполнения, отличающихся крупным или мелким зубом.
Скачать ГОСТ 9304-69
ГОСТ 24359-80 «Фрезы торцовые насадные со вставными ножами, оснащенными пластинами из твердого сплава» нормирует конструкцию и размерные параметры насадных инструментов со вставными ножами. Документ предусматривает варианты корпусов, имеющие диаметр от 100 до 630 мм. Дальнейшее развитие стандарт получил в ГОСТ 24360-2016. Опираясь на конструкцию из предыдущего документа, он устанавливает основные требования к используемым в конструкции материалам и качеству изготовления оснастки. Еще один ГОСТ 9473-80 описывает модели с диаметром корпуса от 100 до 612 мм. Главное отличие от предыдущих стандартов – уменьшенный габарит ножей и их увеличенное количество.
Скачать ГОСТ 24359-80
Скачать ГОСТ 24360-2016
Присоединительные размеры насадного инструмента, всех диаметров установлены ГОСТ 27066-86 «Фрезы торцевые насадные. Типы и присоединительные размеры».
ГОСТ 26595-85 «Фрезы торцевые с механическим креплением многогранных пластин» рассматривает инструмент со всеми вариантами насадных креплений к шпинделю станка. Документ предусматривает использование всех вариантов пластин, в том числе и круглых. Размер корпуса инструмента варьируется по диаметру от 100 до 500 мм.
Скачать ГОСТ 26595-85
ГОСТ 22087-76 «Фрезы торцовые концевые с механическим креплением пятигранных твердосплавных пластин» ориентирован на инструмент, использующий пятигранные режущие элементы. Рассматриваются модели, предназначенные для обработки сталей и чугуна, оснащенные хвостовиком, имеющие диаметр режущей части 63 и 80 мм.
Скачать ГОСТ 22087-76
Зарубежные фирмы, предлагающие станочную оснастку, не придерживаются каких-либо строго определенных стандартов. Каждый производитель формирует собственные требования к инструменту и применяет уникальную систему маркировки. Стандарты иной государственной принадлежности нормируют в основном, присоединительные элементы и вспомогательные части оснастки.
Фреза торцевая
Содержание: Скрыть Открыть

Фреза торцевая – это металлорежущий инструмент цилиндрической формы с большим количеством рабочих лезвий расположенных на торце и боковой части. При этом каждый зуб является отдельным резцом что позволяет, при высокой скорости вращения, производить чистовое фрезерование и получать высокое качество поверхности. Особенностью применения является поочередный контакт зубьев с материалом в процессе обработки и более высокая производительность в сравнении с цилиндрическими фрезами.
Сфера применения и особенности

Торцевые фрезы применяются на вертикально-фрезерных станках для чистовой обработки плоскостей, пазов, уступов, а также различных фасонных поверхностей сложной конфигурации. Основной сферой применения является машиностроение – расточка валов, зубчатых колес и других деталей. Инструмент позволяет одновременно производить обработку двух поверхностей расположенных под прямым углом относительно друг друга благодаря режущим кромкам на торцевой и цилиндрической поверхностях. Для повышения эффективности обработки необходим грамотный подбор корпуса, скорости резания, сменных пластин, смазки и охлаждающих жидкостей.

В процессе обработки профилирующими являются только верхушки кромок. Формы режущих элементов могут быть разнообразными, чаще всего они выполнены в виде окружности или ломанной. Форма и расположение режущих частей позволяет производить плавную обработку с минимальным припуском, величина которого не влияет на угол контакта с заготовкой. Главными параметрами являются диаметр фрезы и ширина реза. Необходимым условием торцевой обработки являются высокая жесткость и габариты инструмента, поэтому особо прочным является крепление зуба и сменных пластин.
Виды инструмента
На торцевые фрезы приходится большой объём работ, что требует разнообразия вариантов исполнения для решения поставленной задачи. В первую очередь фрезы подразделяются по материалу режущей части фрезы, в качестве которого используются:
- Быстрорежущие и углеродистые стали.
- Твердые сплавы.
- Минералокерамика.
- Промышленные алмазы (для неметаллических твердых материалов).
В зависимости от конструкции фрезы могут быть сборными или цельными. Первые имеют съёмные твердосплавные зубья или пластины, что позволяет производить заточку или замену по мере износа. По форме вершин зубьев инструмент может быть скругленным или прямолинейным. Скругленные имеют более высокие эксплуатационные характеристики благодаря минимальному биению кромок при резании и высокой износостойкости. Зубья со скругленными вершинами используются для черновой или получистовой обработки.
В зависимости от способа крепления торцевые фрезы подразделяются на концевые и насадные. При концевом креплении производится монтаж на хвостовик, насадные монтируются на оправу со шпонкой. Последние обычно используются для работы со стальными и чугунными деталями, для подготовки уступов и плоскостей. Материалом насадных фрез обычно является быстрорежущая сталь.

Действующий ГОСТ
Технические условия торцевых фрез регулирует ГОСТ 26595–85. В нём описан инструмент регулируемый или не регулируемый в осевом направлении, с твердосплавными пластинами или вставками из минералокерамики. Насадные фрезы со вставными режущими элементами регулирует ГОСТ 24359-80. Также действует ГОСТ 9473-80 на насадные мелкозубый инструмент с твердосплавными вставками и другие стандарты.
Новости
Доставка – в штатном режиме
Адресная доставка и до транспортной компании
ГОСТ 17025-71 Фрезы концевые с цилиндрическим хвостовиком. Конструкция и размеры
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ФРЕЗЫ КОНЦЕВЫЕ С ЦИЛИНДРИЧЕСКИМ ХВОСТОВИКОМ
End mills with cylindrical shank. Design and dimensions
Настоящий стандарт распространяется на концевые фрезы с цилиндрическим хвостовиком, предназначенные для обработки поверхностей и уступов.
Требования стандарта в части пп. 1, 2, 5, 7а, 8 (кроме второго абзаца), 11 являются обязательными, другие требования настоящего стандарта являются рекомендуемыми.
Вводная часть. (Введена дополнительно, Изм. № 6).
1а. (Исключен, Изм. № 6).
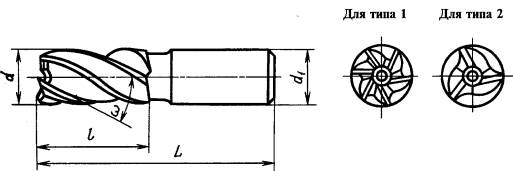
1. Фрезы должны изготовляться двух типов:
1-е нормальным зубом;
2-е крупным зубом.
Фрезы каждого типа изготовляют в двух исполнениях:
А – с цилиндрической ленточкой;
Б – заточенные наостро.
2. Основные размеры фрез должны соответствовать указанным на черт. 1 и в табл. 1.
* Черт. 2 исключен.
Для фрез типа 1
Для фрез типа 2
1. Допускается изготовлять фрезы с диаметром хвостовиков, равным диаметрам рабочей части.
2. Размеры d , l , L соответствуют размерам фрез 1-го ряда нормальной серии по ИСО 1641-1.
Пример условного обозначения фрезы диаметром d = 8,0 мм, типа 1, праворежущей, исполнения А:
Фреза 2220-0009 ГОСТ 17025-71
То же, исполнения Б:
Фреза 2220-0040 ГОСТ 17025-71
Пример условного обозначения фрезы диаметром d = 4,0 мм, типа 2, праворежущей, исполнения А:
Фреза 2220-0063 ГОСТ 17025-71
То же, исполнения Б:
Фреза 2220-0123 ГОСТ 17025-71:
(Измененная редакция, Изм. № 3, 4, 6).
2а. (Исключен, Изм. № 3).
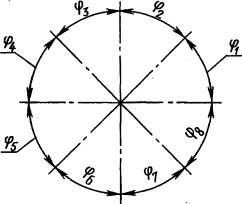
3. Фрезы должны изготовляться с неравномерным окружным шагом зубьев, указанным на черт. 3 и в табл. 3.
Примечание . Допускается изготовление фрез с равномерным окружным шагом.
* Табл. 2 исключена.
4. Фрезы должны изготовляться праворежущими, леворежущие фрезы – по требованию потребителя.
5. Фрезы диаметром до 4 мм изготовляют без торцевых зубьев.
(Измененная редакция, Изм. № 3).
6. Угол наклона стружечных канавок w:
30-35° для фрез типа 1;
35-45° для фрез типа 2.
7. Допускается изготовлять фрезы диаметром до 12 мм без шейки.
(Измененная редакция, Изм. № 3).
7а. Размеры хвостовиков – по ГОСТ 25334.
(Введен дополнительно, Изм. № 1; измененная редакция, Изм. № 6).
8. Центровые отверстия – по ГОСТ 14034.
Допускается по согласованию с потребителем изготовлять фрезы диаметром от 2,0 до 6,0 мм без центрового отверстия на торце хвостовика.
(Измененная редакция, Изм. № 3, 5, 6).
8а. Допускается цилиндрическая выточка со стороны рабочей части или на обоих торцах.
(Введен дополнительно, Изм. № 6).
9. Элементы конструкции и геометрические параметры фрез указаны в приложении 1.
10. (Исключен, Изм. № 6).
11. Технические требования – по ГОСТ 17024.
12. Размеры фрез по ИСО 1641-1 приведены в приложении 2.
(Введен дополнительно, Изм. № 6).
ПРИЛОЖЕНИЕ 1
Рекомендуемое
ЭЛЕМЕНТЫ КОНСТРУКЦИИ И ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ ФРЕЗ
1. Элементы конструкции и геометрические параметры фрез указаны на черт. 1, 2 и в табл. 1, 2.
ГОСТ 26595-85
Фрезы торцовые с механическим креплением многогранных пластин. Типы и основные размеры
Купить ГОСТ 26595-85 — бумажный документ с голограммой и синими печатями. подробнее
Распространяем нормативную документацию с 1999 года. Пробиваем чеки, платим налоги, принимаем к оплате все законные формы платежей без дополнительных процентов. Наши клиенты защищены Законом. ООО “ЦНТИ Нормоконтроль”
Наши цены ниже, чем в других местах, потому что мы работаем напрямую с поставщиками документов.
Способы доставки
- Срочная курьерская доставка (1-3 дня)
- Курьерская доставка (7 дней)
- Самовывоз из московского офиса
- Почта РФ
Распространяется на праворежущие и леворежущие торцовые фрезы с регулируемыми и нерегулируемыми в осевом направлении вставками, оснащенными из минералокерамики, твердых сплавов, в том числе безвольфрамовых, а также твердосплавными пластинами с износостойким покрытием для черновой и получистовой обработки конструкционных и легированных сталей и чугуна.
- Заменяет ГОСТ 22085-76
- Заменяет ГОСТ 22086-76
Издание (июнь 2010 г) с Изменением № 1
Этот ГОСТ находится в:
- Раздел Экология
- Раздел 25 МАШИНОСТРОЕНИЕ
- Раздел 25.100 Режущие инструменты
- Раздел 25.100.20 Фрезы
- Раздел 25.100 Режущие инструменты
- Раздел 25 МАШИНОСТРОЕНИЕ
- Раздел Электроэнергия
- Раздел 25 МАШИНОСТРОЕНИЕ
- Раздел 25.100 Режущие инструменты
- Раздел 25.100.20 Фрезы
- Раздел 25.100 Режущие инструменты
- Раздел 25 МАШИНОСТРОЕНИЕ
Организации:
Face milling cutters with mechanically clamped indexable inserts. Types and basic dimensions
Чтобы бесплатно скачать этот документ в формате PDF, поддержите наш сайт и нажмите кнопку:
ФРЕЗЫ ТОРЦОВЫЕ С МЕХАНИЧЕСКИМ
КРЕПЛЕНИЕМ МНОГОГРАННЫХ ПЛАСТИН
ТИПЫ И ОСНОВНЫЕ РАЗМЕРЫ
ФРЕЗЫ ТОРЦОВЫЕ С МЕХАНИЧЕСКИМ КРЕПЛЕНИЕМ
МНОГОГРАННЫХ ПЛАСТИН
Типы и основные размеры
Face milling cutters with mechanically clamped indexable inserts.
Types and basic dimensions
Постановлением Государственного комитета СССР по стандартам от 31 июля 1985 г. № 2446 дата введения установлена
1. Настоящий стандарт распространяется на праворежущие и леворежущие торцовые фрезы с регулируемыми и нерегулируемыми в осевом направлении вставками, оснащенными многогранными пластинами из минералокерамики, твердых сплавов, в том числе безвольфрамовых, а также твердосплавными пластинами с износостойким покрытием для черновой и получистовой обработки конструкционных и легированных сталей и чугуна.
Стандарт соответствует СТ СЭВ 200-75 в части присоединительных размеров.
2. Фрезы должны изготовляться типов:
А и В – закрепляемые на оправках;
С – закрепляемые на концах шпинделей.
3. Основные размеры фрез типов А и В должны соответствовать указанным на черт. 1 и в табл. 1.
4. Основные размеры фрез типа С должны соответствовать указанным на черт. 2 и в табл. 2.

