

Токарные станки по металлу технические характеристики
Токарные станки по металлу
Всё оборудование на предприятиях проходит обязательную классификацию по мощности двигателя, времени его допустимой работы и прочим техническим характеристикам. Классификация токарных станков по металлу проводится ещё по нескольким критериям:
- классу точности;
- весу;
- степени автоматизации;
- гибкости производственной системы;
- специальному назначению в обработке металла;
- универсальности или узкой направленности агрегата в выполнении операций по металлу.




Для обработки металла используется целый ряд токарных станков. По классификации ЭНИМС все виды токарных станков по металлу относятся к 1 группе. Оборудование делится на группы, всего их 9. Группы объединяют оборудование, предназначенное для обработки металла, по конструкции и назначению.
От задач, которые выполняются на конкретном станке и тяжести деталей, зависит, в каком режиме он работает, что влияет на количество автоматических функций станка и его комплектацию. От этого зависит и разбивка оборудования на группы.
Нет такой задачи по обработке металла, которую невозможно выполнить на токарном станке в ручном или автоматическом режиме. Но есть ещё и группы вспомогательных станков с ограниченными возможностями, предназначенными для выполнения узкого спектра задач, а есть почти универсальные, такие как винторезные. Их возможности ограничиваются весом и размером обрабатываемых деталей.
К 1 группе относятся токарные станки по металлу:
- одношпиндельные автоматические и полуавтоматические.
- многошпиндельные автоматические и полуавтоматические.
- револьверные многошпиндельные автоматические токарные установки.
- сверлильно-отрезные;
- карусельные;
- винторезные;
- многорезцовые;
- специализированные;
- разные.
Подгрупп в 1 группе токарного оборудования тоже получилось 9, как и групп классификации станков по металлу. Виды токарных работ самые разнообразные, но обойтись при работе по металлу без остальных станков практически невозможно. К ним относятся:
- сверлильные и расточные, относящиеся ко 2 группе.
- шлифовальные, полировальные, доводочные – 3 гр.
- комбинированные – 4 гр.
- для обработки резьбы и зубчатых поверхностей – 5 гр.
- фрезерные – 6 гр.
- строгальные, долбёжные, протяжные – 7 гр.
- разрезные – 8 гр.
- самая широкая группа № 9 – разные. в этой группе собрано оборудование для обработки труб и муфт, обдирочные агрегаты, испытательные, делительные, балансировочные.

Расшифровка обозначений по классификации ЭНИМС токарных станков по металлу
Токарные станки получили место в верхней строчке таблицы потому, что остальные станки по металлу производят для них заготовки или выполняют последующие работы, после токарных операций.
Как работает токарный станок
Принцип работы токарного станка заключается в следующем:
- вращение заготовки на станке осуществляет шпиндель или планшайба, которые получают вращение через коробку скоростей, ременную передачу от электродвигателя;
- амплитуду подач определяет скорость суппорта с закреплёнными резцами в резцедержателе;
- независимо от типа автоматизации станка – автоматического или полуавтоматического, он может быть с горизонтальной или вертикальной компоновки. Такую классификацию токарные станки получили от положения шпинделя, от которого зависит положение заготовки при обработке.
- на вертикальных станках ведутся работы по металлу на тяжёлых широких, но не длинных деталях.
- длинные детали с небольшим и средним диаметром обрабатываются в горизонтальном положении.
Чем больше на станке возможностей для установки дополнительного оборудования, тем шире его технологические возможности.
Схемы популярных станков
Как видно по схеме, токарно-винторезные станки стоят на 6 позиции 1 группы. Но встречаются они более часто, чем остальные ввиду их постоянной необходимости на предприятиях и в экспериментальных цехах, специализирующихся на обработке металлических деталей.
Токарно-винторезный 16К20 применяется для выполнения основных токарных работ различной сложности. Базовая модель производится в 4 вариантах. Разница станков в расстоянии между центрами. В различных модификациях этот промежуток может быть 71, 100, 140 и 200 см. Подобное варьирование рабочей длины повлекло за собой и другие конструктивные изменения для упрощения в обработке однотипных по весу, длине или диаметру деталей. На базе 16К20 разрабатывались и другие модели. Их буквенное обозначение указывает на модернизацию базовой модели:
- 16К20Г — с выемкой в станине.
- 16К25 – облегчённая модель, предназначенная для изготовления деталей из заготовок диаметром до 50 см. Расположение заготовки над станиной — горизонтальное.
- 16К20П – имеет повышенный класс точности, благодаря специальным подшипникам.
- 16К20Ф3 — с числовым программным управлением.
На этой основе создаются и другие токарно-винторезные модели для обработки металла. Схема станков общая, но при необходимости она дополняется необходимыми заказчику функциями. На станках, выполненных на основе 16К20 можно обрабатывать металлы разной степени податливости к обработке, в том числе и из закалённого металла. Мощность привода регулируется, при работе с твердыми сплавами возрастают энергетические затраты оборудования.
Больше всего операций по обработке металла выполняется на токарно-винторезных станках, у которых схема компоновки имеет довольно сложную конструкцию.
Основные узлы токарного станка:
- станина;
- фартук;
- шпиндельная (передняя) бабка;
- суппорт;
- задняя бабка.

Основные узлы токарно-винторезного станка
На первый взгляд основных деталей немного, но для управления ими, в конструкции токарного оборудования имеется:
- фрикционная муфта отвечает за вращение шпинделя;
- вариаторы предназначаются для изменения частоты вращения шпинделя;
- автоматические выключатели;
- рукояти, маховики, зажимы для ручного перемещения, закрепления и включения механизмов.
Типы токарных станков отличаются друг от друга по назначению, технических характеристик, компоновке и др.
Обозначение точности
Точность станков по ЭНИМС указывается в названии в конце аббревиатуры кириллическими буквами:
- Н – указатель нормальной точности;
- П – говорит о повышенной точности станка;
- В – обозначает высокую точность;
- А – обозначение особо высокой точности;
- С – станок с сверх точности.
Классификация по весу:
- Лёгкими считаются токарные станки с весом до 1 тонны — ( 10 т);
- С весом свыше 100 тонн – это станки уникальные — (>100 т).
В скобках дано обозначение, которое встречается в маркировке станка.
Описание некоторых групп токарных станков
Лобовые станки
Токарные лобовые станки созданы для изготовления деталей до 4 метров в диаметре. Назначение станков, имеющих такие технические характеристики, для вытачивания на них цилиндрических и конических деталей. Но так же на широких заготовках, размещаемых на планшайбе, могут проводиться и другие работы по металлу, такие как нарезание бороздок, выборка фасок и многое другое. На лобовых станках производятся тяжёлые и разнообразные работы, что накладывает отпечаток на его технические характеристики. Токарно-винторезные станки по сравнению с лобовыми имеют более сложную конструкцию.
Рабочая часть лобового станка состоит из:
- плиты;
- суппорта и его основания;
- передней и задней бабок;
- планшайбы.
Токарно-карусельные станки
Схема карусельных станков немного сложнее. Он имеет:
- станину;
- планшайбу;
- пульт управления;
- револьверную головку с несколькими позициями (например, 5);
- вертикальным револьверным суппортом;
- двумя коробками передач;
- траверсами;
- боковым суппортом;
- 1 или 2 стойками (в зависимости от конструкции и назначения):
- маховичком и боковым маховичком;
- держателем резцов на 4 предмета.
На токарно-карусельных станках обрабатываются детали диаметром от 2 метров. Каждая из моделей токарно-карусельных станков может обрабатывать заготовки различного диаметра. Увеличение диаметра заготовки в 1,26 раза требует увеличения рабочей площади станка. Массово производились 6 видов карусельных станков, со схожими технические характеристики, которые могли обрабатывать заготовки следующих размеров:
- 2-метровые;
- 2 м 52 см;
- 3 м 18 см;
- 4 м;
- 5 м 4 см;
- 6 м 35 см.
При необходимости производства деталей превышающих показатель 6,35 метра, на заказ изготавливаются специализированные станки с уникальными техническими характеристиками. Высчитать необходимый размер рабочей площади следующей в ряду модели не сложно, достаточно предыдущее значение умножить на 1,26.
Револьверные токарные станки
На токарно-револьверном оборудовании изготавливаются детали из заготовок прутков. На станках имеется возможность изготавливать детали сложной формы по индивидуальному чертежу. Классификация револьверных станков осуществляется в зависимости от способа крепления заготовок на шпинделе:
Почти все операции, что выполняют токарно-винторезные станки, можно производить и на револьверном, с той только разницей, что в револьверной головке поперечных суппортов можно закрепить сразу несколько инструментов, в необходимой для работы последовательности. Токарно-винторезные станки такой возможности не имеют, все последующие виды обработки проводятся на них после смены резца по окончанию предыдущей операции. Делать работу инструментами можно поочерёдно, а некоторые операции могут проводиться параллельно друг другу.
Револьверные головки некоторых станков этого типа устроены так, что одно гнездо может удержать сразу несколько резцов. Ход каждого инструмента ограничивается упором. Кроме ограничения хода, они выполняют функцию выключателя передач суппорта. Отработав, запрограммированный цикл, головка проворачивается и в рабочем положении устанавливает необходимый на следующем этапе инструмент.
Видео обработки детали
На примере схемы 1Г340П видно, что по своей компоновке револьверные станки такие же, как токарно-винторезные. Схоже и назначение станков этих видов.
Револьверные станки могут оснащаться головками, вращающимися в горизонтальной или вертикальной плоскости. Автоматические и полуавтоматические станки имеют похожие настройки револьверной головки перед работой. В этой категории токарного оборудования имеется еще классификация по количеству шпинделей в конструкции станка.
Токарные станки. Классификация, технические характеристики станков
1. Назначение и классификация токарных станков
К токарным относят большую группу станков, предназначенных в основном для обработки заготовок в виде тел вращения из металлов.
Основными технологическими операциями, выполняемыми на токарных станках, являются точение цилиндрических, конических, фасонных, а также торцевых поверхностей заготовок, вращающихся соосно оси шпинделя, и нарезание резьбы.
Функциональные возможности токарных станков могут быть существенно расширены благодаря использованию на токарном оборудовании специальных приспособлений, позволяющих производить фрезерование, сверление, шлифование и некоторые другие виды обработки.
Основу токарной группы составляют токарные автоматы и полуавтоматы, токарно-винторезные, токарно-револьверные, токарно-карусельные, лоботокарные станки.
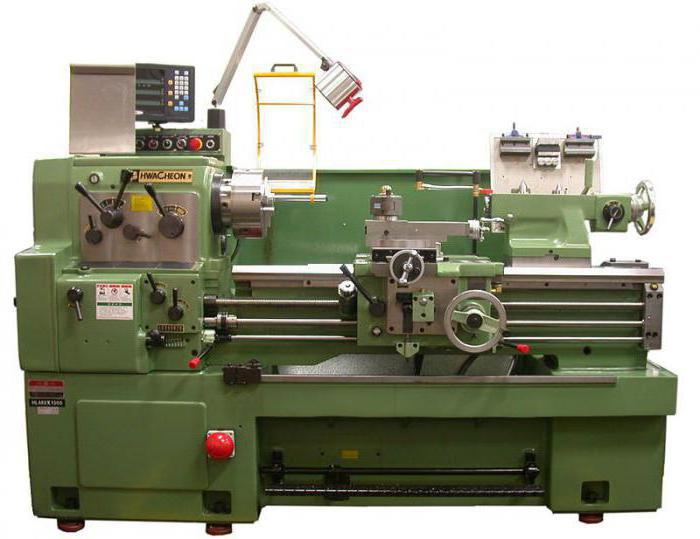
Для наружной и внутренней обработки поверхностей единичных и малых групп заготовок, включая нарезание резьбы, используют различные модели токарно-винторезных станков.
Для обработки малых и больших групп заготовок сложной формы из прутка или штучных заготовок, требующих применения большого числа наименований инструмента, предназначены токарно-револьверные станки.
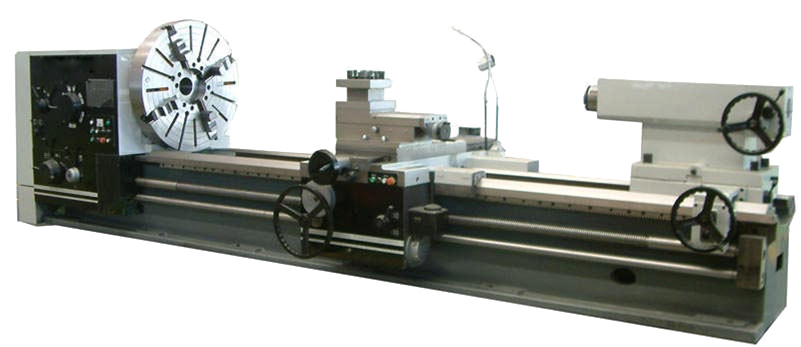
Для обработки поверхностей разнообразных по форме заготовок, у которых диаметр намного больше длины, используют токарно-карусельные станки. Они отличаются от других токарных станков вертикальным расположением оси вращения планшайбы, к которой крепят обрабатываемую заготовку.
Для обработки заготовок большого диаметра (до 5 м), используемых при изготовлении деталей в единичном производстве, применяют лоботокарные станки.
Токарные станки классифицируют:
- по виду обрабатываемого материала (сталь, чугун, цветные металлы, пластмасса и др.);
- точности обработки (классы Н, П, В, А, С,);
- виду производства (единичное, мелкосерийное, серийное, крупносерийное, массовое);
- массе станка (легкие, средние, крупные и тяжелые);
- максимальному диаметру заготовки (D) обрабатываемой детали или высоте центров над станиной (100…5000 мм);
- наибольшей длине обрабатываемой детали L (125…24 000 мм).
Обычно к легким относят токарные станки с максимальным диаметром обрабатываемой заготовки D = 100… 200 мм, средним — D = 260…500 мм, крупным D = 630…1250 мм, тяжелым —D = 1600…5000 мм.
На средних по массе токарных станках в машиностроении и металлообработке выполняют 70…80 % общего объема токарных работ. Их используют для выполнения получистовой и чистовой обработок деталей из заготовок, нарезания резьбы. Они имеют достаточно высокий уровень автоматизации. Для расширения технологических возможностей их оснащают различными приспособлениями, облегчающими труд токаря и повышающими качество обработки.
Токарные станки имеют достаточную мощность, высокую жесткость и широкий диапазон частот вращения шпинделя и подач инструмента, что позволяет обрабатывать детали с использованием прогрессивных инструментов из твердых и сверхтвердых материалов.
Легкие токарные станки применяют в инструментальном производстве, часовой промышленности, приборостроении, электротехнической промышленности, экспериментальном и опытном производстве.
Крупные и тяжелые токарные станки применяют для обработки деталей тяжелого, энергетического и транспортного машиностроения при изготовлении атомных реакторов, роторов турбин, генераторов, тяговых электродвигателей электровозов и др. Станки этого типа менее универсальны, чем станки среднего типа, и приспособлены в основном для обработки определенных крупных деталей.
Токарные станки, выпускаемые станкостроительными заводами России, имеют буквенно-цифровое обозначение. Расшифровка буквенно-цифрового обозначения токарного стана дает представление о его основных характеристиках (тип, размеры обрабатываемой заготовки, точность обработки и т.д.).
2. Токарные автоматы и полуавтоматы
Токарные автоматы предназначены для обработки заготовок из прутка, а токарные полуавтоматы — для обработки заготовок из прутка и штучных заготовок.
Технические характеристики автоматов приведены в табл. 1— 3, а полуавтоматов — в табл. 4—6.
Таблица 1. Технические характеристики токарно-револьверных и фасонно-отрезных одношпиндельных прутковых автоматов (размеры, мм)
Токарные станки по металлу: обзор, описание, характеристики, виды и отзывы. Токарный станок по металлу своими руками
Токарные станки по металлу предназначены для обработки заготовок с целью получения изделий, используемых в машиностроении и строительстве, производстве инструментов и т. д. Видов современного оборудования этого типа существует несколько. И все они отличаются высокой производительностью и надежностью.
Какие марки существуют
Оборудование этого типа представлено на современном отечественном рынке довольно-таки широко. Марок его существует множество. В качестве примера можно привести такие токарные станки по металлу, как:
- “Калибр”.
- “Универсал”.
- Jet (Китай).
Конструктивные особенности
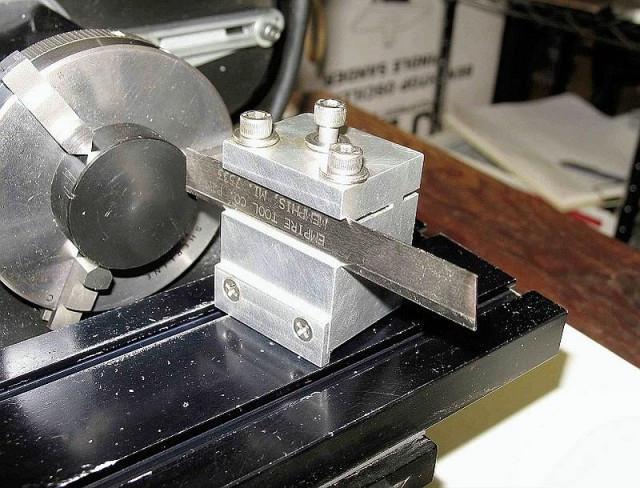
От станков по дереву этот вид оборудования отличается прежде всего наличием резцедержателя. Этот элемент делает работу с металлическими деталями максимально удобной. Ведь удержать инструмент, предназначенный для обработки заготовки, руками, как при использовании станка по дереву, в данном случае, из-за жесткости материала и сильной нагрузки, попросту невозможно.
Основные элементами конструкции станка по металлу являются:
- Станина. На нее крепятся все рабочие узлы и детали.
- Передняя бабка. Внутри этого узла располагается шпиндель.
- Задняя бабка с пинолью. Эта часть станка подвижна и служит для закрепления обрабатываемой детали.
- Суппорт. Этот элемент используется для сообщения резцу поступательного движения при работе.
- Фартук. Трансформирует в поступательное переданное движение.
- Электромотор с приводным ремнем.
- Коробка скоростей. Отвечает за передачу движения от суппорта к шпинделю посредством винта или валика.

Как видите, конструкция у этого оборудования довольно-таки сложная. Поэтому, к примеру, собрать токарный станок по металлу своими руками не слишком просто.
Как работает оборудование
Функционируют токарные станки по металлу по довольно-таки простому принципу. В задней бабке закрепляются режущие инструменты. При включении станка она начинает двигаться по направляющим станины и останавливается в нужном для обработки детали месте. В процессе работы каретка суппорта также перемещается, но вдоль детали. Находится она между бабками.
Резец во время точения может располагаться или вдоль оси детали, или под небольшим углом к ней. В этом случае при работе станка изделие приобретает цилиндрическую или коническую форму. Также резец может располагаться перпендикулярно оси детали. Такая обработка называется поперечной.
Виды оборудования
Классифицируются токарные станки по металлу на два основных типа:
- Токарно-винторезные. Отличительной особенностью оборудования этой разновидности является то, что пиноль задней бабки имеет ход. Поэтому такие станки могут оснащаться патроном для сверления отверстий. На станках этого типа можно нарезать резьбу, как внутреннюю, так и внешнюю. Используются они в основном в приборостроении, при работе с черными и цветными металлами.
- Токарно-фрезерные. Это оборудование является универсальным. На станках этого типа можно выполнять обработку заготовок не только из цветных и черных металлов, но и из пластмассы и дерева. Применяется это оборудование для вырезки пазов, снятия фасок, сверления отверстий, нарезания резьбы т. д.

Оборудование особого назначения
Помимо двух основных, существует еще две дополнительных разновидности токарных станков по металлу:
- Токарно-карусельные. Используется это оборудование для обработки деталей, имеющих большие размеры и вес.
- Токарно-револьверные. Такие станки позволяют изготавливать разного рода изделия из прутка.
В последнее время на промышленных предприятиях очень часто используется также высокоточное производительное оборудование с ЧПУ. С использованием таких станков можно изготавливать максимально качественные и геометрически выверенные изделия.
Помимо всего прочего, различаться оборудование этого типа может и по месту установки. Существуют не только габаритные, монтируемые иногда даже и на фундамент модели. Очень популярным и востребованным является также настольный токарный станок по металлу. Конструкцию он имеет точно такую же, как и обычный, но при этом занимает меньше места и стоит дешевле.
Режущие инструменты
Настольный токарный станок по металлу, так же как и обычный, должен использоваться с применением только качественных и надежных резцов. Для обработки металлических заготовок или прутка могут использоваться рабочие инструменты разных видов. Подбираются они в зависимости от типа выполняемых операций. Так, к примеру, обдирочные резцы используют для черновой обработки детали. После их применения на заготовке остаются заметные следы. Чистовые резцы используются для придания поверхности изделия гладкости. Существуют также подрезные, расточные, резьбовые инструменты и т. д.
Состоят резцы для токарного станка по металлу из двух частей. Головка является основным элементом, отвечающим за обработку детали. Стержень служит для надежного закрепления резца.
Изготавливаются рабочие инструменты токарных станков из быстрорежущих или углеродистых сталей, а также из термокорундов и твердых сплавов. Последние две разновидности материалов в последнее время используются чаще всего.
Отзывы о марках станков
Надежное и производительное оборудование этого типа позволяет сделать производство более рентабельным и облегчает работу токаря. Любые же недостатки могут стать причиной снижения качеств производимых деталей. Неплохие отзывы заслужили, к примеру, отечественные станки «Универсал». Специалисты полагают, что они очень хорошо справляются как с токарными, так и с фрезерными работами. Определенным недостатком этого оборудования считается высокая стоимость. Китайские Jet хвалят за небольшие габариты, универсальность и отсутствие люфтов. Однако, как считают многие, такой токарный станок по металлу для дома подойдет очень неплохо, а вот использовать его даже на небольшом производстве не стоит. Серьезных нагрузок это китайское оборудование, по мнению специалистов, перенести не сможет.
Довольно-таки неплохими, надежными и удобными в работе считаются и станки «Корвет». Но при этом к их недостаткам относят шумность и не слишком большой ресурс двигателя. В особенности же хорошие отзывы специалистов заслужили старые отечественные модели, разработанные еще советскими инженерами.

Самодельный токарный станок по металлу: как собрать
Изготовить это оборудование самостоятельно сложно. Однако при наличии определенных умений можно собрать вполне рабочую и даже очень производительную модель. Узлы и детали для нее можно приобрести в магазине, а в некоторых случаях и изготовить своими руками.
Собирается самодельный токарный станок по металлу примерно так:
- Передняя бабка с установленным шпинделем закрепляется на ходовой трубе.
- Собирается рама станка.
- На ней устанавливается передняя бабка.
- Монтируется ходовая труба.
- Устанавливаются задняя бабка и опорная планка.
- Собирается суппорт.
- Монтируются ходовая гайка и ходовой винт.

Заканчивают собирать токарный станок по металлу (своими руками это сделать вполне возможно) окрашиванием металлических деталей. Перед началом работы оборудование крепят на столе или верстаке. Шпиндель смазывается жидкой смазкой, а направляющие и пиноль — консистентной.
Токарные станки по металлу технические характеристики
Токарные станки в целом – это относительно «старое» подразделение металлорежущих станков, история их развития насчитывает уже много веков. Все виды токарных станков по металлу имеют одну общую особенность: они предназначены для обработки заготовок, представляющих собой тела вращения при помощи резания и/или точения.
На токарных станках по металлу как правило выполняют:
- точение и расточку цилиндрических, конических и фасонных поверхностей – тел вращения
- нарезание различных резьб (иногда, чтобы подчеркнуть наличие этой функции, токарные станки называют токарно-винторезными)
- подрезку и обработку торцов металлических деталей
- зенкерование, развертывание, сверление отверстий соосно оси токарного станка и другие виды сверления на токарно-фрезерных станках
- другие операции
 Шпиндель является основным узлом любого токарного станка. Шпиндель зажимает заготовку и вращается вместе с ней, при этом режущий инструмент перемещается в двух независимых координатах – параллельно и поперёк оси вращения заготовки. Чем мощнее конструкция шпинделя и его приводной двигатель, тем выше производительность токарного станка по скорости снятия металло-стружки с заготовки и тем более массивные детали он способен обрабатывать.
Шпиндель является основным узлом любого токарного станка. Шпиндель зажимает заготовку и вращается вместе с ней, при этом режущий инструмент перемещается в двух независимых координатах – параллельно и поперёк оси вращения заготовки. Чем мощнее конструкция шпинделя и его приводной двигатель, тем выше производительность токарного станка по скорости снятия металло-стружки с заготовки и тем более массивные детали он способен обрабатывать.
Ручные (универсальные) токарные станки, полуавтоматические, автоматические и станки с ЧПУ, в зависимости от расположения шпинделя делятся на горизонтальные и вертикальные. На данном сайте вертикальные токарные (они же токарно-карусельные) станки выделены в отдельную категорию. Токарные горизонтальные станки предназначены для обработки наружных и внутренних поверхностей деталей и винторезных работ по чёрным и цветным металлам, включая все виды токарных операций, нарезание метрической, модульной, дюймовой и питчевой резьбы. Конструктивная компоновка станков практически однотипна.
Прежде, чем перейти к особенностям самих универсальных токарных станков, нужно уточнить значение приставки “универсальный”, используемой в названиях токарных, фрезерных и некоторых других типов станков. Дело в том, что во второй половине 20-го века совершенствование станков позволяло постепенно отказываться от узкопрофильных специальных станков и оснащать производства многозадачными “универсальными” станками, которые могли выполнять более чем одну операцию. Приставка “универсальный” тогда подчёркивала современность и новизну конструкции станка. В 21-м веке широко применяются электронные системы управления, в том числе с числовым программным управлением, поэтому многозадачность в применении станков шагнула далеко вперёд и теперь слово “универсальный” скорее означает “обычный” или “экономичный”.
Основными узлами токарного (токарно-винторезного) станка являются:
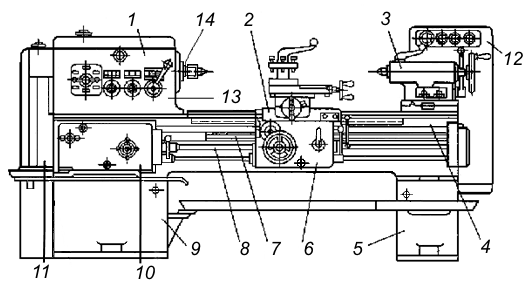
- станина (4), на которой монтируются все механизмы станка;
- передняя (шпиндельная) бабка (1), в которой размещаются коробка скоростей (13), шпиндель (14) и некоторые другие элементы;
- коробка подач (10), передающая с необходимым соотношением вращательное движение от шпинделя к суппорту с помощью ходового винта (7) при нарезании резьбы или ходового валика (8) при обработке других поверхностей;
- фартук (6), в котором преобразуется вращение винта или валика в поступательное движение суппорта (2) с инструментом;
- в пиноли задней бабки (3) может быть установлен центр для поддержки обрабатываемой детали или стержневой инструмент (сверло, развертка и т. п.) для обработки центрального отверстия в детали, закрепленной в патроне шпинделя;
- суппорт (2) служит для закрепления режущего инструмента и сообщения ему движений подачи. Суппорт включает в себя нижние салазки (каретки), двигающиеся по направляющим станины. По направляющим нижних салазок перпендикулярно оси вращения детали перемещаются поперечные салазки, на которых располагается резцовая каретка с резцедержателями. Резцовая каретка может поворачиваться под различным углом к оси вращения детали;
- тумбы (5, 9) выполняют роль подставок, благодаря им основные узлы управления токарно-винторезным станком и обрабатываемая деталь находятся на удобной для визуального контроля высоте;
 гитары сменных шестерен (11) и коробка скоростей (13) служат для изменения соотношений подачи режущего инструмента, а также контроля скорости вращения детали;
гитары сменных шестерен (11) и коробка скоростей (13) служат для изменения соотношений подачи режущего инструмента, а также контроля скорости вращения детали;- электро-пусковая аппаратура (12) представляет из себя электродвигатель и его управляющие элементы.
Двумя главными параметрами любых токарных станков по металлу являются наибольший диаметр обрабатываемой детали над станиной и наибольшее расстояние между вращающими центрами (крайними точками, через которые проходит ось вращения детали). Эти два параметра задают максимальные габариты деталей, с которыми способен работать токарный станок. Еще одним важным параметром токарных станков по металлу является наибольший допустимый диаметр заготовки, обрабатываемой над поперечными салазками суппорта.
Универсальные токарные станки относительно просты и неприхотливы, перед своими собратьями с ЧПУ управлением у них всегда остаётся бесспорное преимущество – более низкая цена.
Эта группа станков с ручным (не ЧПУ) управлением также называется “3-в-1”, что подчеркивает, что станки используются в 3-х режимах: классической токарной обточки, сверления и фрезерования. Последние две операции выполняются за счет сверлильно-фрезерной головки, установленной над станиной токарного станка. В некоторых моделях головка может перемещаться по направляющим вдоль оси детали.
Такие комбинированные токарные станки, используя независимые приводы токарной и сверлильно-фрезерной частей, могут выполнять внутреннюю и наружную обработку цилиндрических и конических поверхностей, торцов, протачивать канавки, сверлить отверстия и нарезать резьбу. Обрабатываемые материалы – металлы и их сплавы, древесина, а также различные пластики.
Многофункциональные токарно-фрезерные станки обладают невысокой ценой и предназначены прежде всего для небольших мастерских, где производство является штучным. Жесткость их конструкции и точность обработки уступают специализированным токарным, фрезерным и сверлильным станкам. Для массового изготовления деталей токарно-фрезерной обработкой с высокой точностью применяются токарно-фрезерные станки с ЧПУ и C-осью (о них подробнее см. текст ниже).
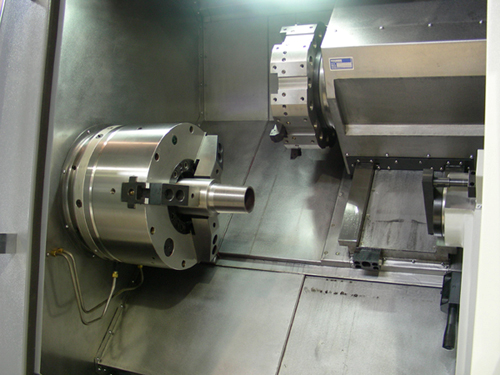
С появлением электронных числовых систем управления начался период развития токарных станков с ЧПУ (числовым программным управлением). На рисунке справа представлена фотография такого токарного ЧПУ-станка, на которой бросаются в глаза 2 основных отличия этой группы токарных станков от своих предшественников: наличие пульта числового программного управления и кожуха с раздвижными створками (дверцами). Кожух предотвращает разбрасывание/разлёт стружки, капель смазки и охлаждающей жидкости в разные стороны, а кроме того, предохраняет оператора токарного станка с ЧПУ от травм.
Важным компонентом ЧПУ является система привода подач суппорта вдоль оси вращения детали (ось Z) и поперек (ось X). Точность позиционирования, а также скорость осевых подач влияют на качество деталей и производительность токарного станка с ЧПУ. Типы передач в приводах могут быть различными. Передача «винт-гайка скольжения» является устаревшей и применяется достаточно редко, передача «винт-гайка качения» (шарико-винтовая пара или сокращённо ШВП) в настоящее время применяется достаточно широко, поскольку обладает сниженными потерями на трение и малым люфтом. Подачи могут осуществляться от простого шагового двигателя, а могут оснащаться сервоприводом (сервопривод имеет в своём составе датчик положения, который помогает приводу более точно отработать команду на смену положения, поступившую от ЧПУ токарного станка). В будущем на смену ШВП станут приходить линейные сервоприводы, не имеющие деталей вращения и обеспечивающие повышенную скорость перемещений, а также точность подач в доли микрометра.
С течением времени стало понятно, что закрытый кожухом токарный станок с ЧПУ может работать без вмешательства человека под управлением числовой системы достаточно долго: настолько долго, что отходов обработки – стружек, опилок, остатков технологических жидкостей – наберется достаточно, чтобы накрыть вращающуюся деталь «с головой».
Чтобы отходы обработки не разбрасывались по всему рабочему объёму, станину токарного станка с ЧПУ стали выполнять в наклонном положении (30°, 45°, 60°). Для минимизации засоров механические части направляющих получили защитные кожухи, а зона обработки стала дополняться конвейерным отводом стружки (см иллюстрации слева).
Токарные станки под управлением ЧПУ нередко имеют сменщик инструмента различных конструкций, на разное количество инструментов (см пример револьверного типа справа на верхнем рисунке). Наличие сменщика инструмента, отвод стружки из зоны резания и управление всеми этапами обработки с помощью ЧПУ позволяет токарным станкам вести обработку деталей самостоятельно, в полностью автономном режиме, и на скоростях, значительно более высоких, чем у токарно-винторезных станков с ручным управлением.
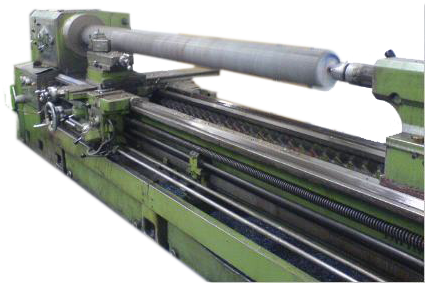
Трубонарезные станки представляют из себя подгруппу токарных винторезных станков. Они специализированы для разного рода токарной обработки труб и трубных соединений, использующихся в различных отраслях промышленности, но наиболее широко – в геологоразведке и нефтегазовой отрасли для добычи/транспортировки нефти и природного газа. Основная операция у трубонарезных токарных станков – это нарезание метрических, дюймовых, модульных, питчевых и конических резьб, также на станках этого типа выполняются классические токарные операции: точение, резка, расточка, соосное сверление и др. Обрабатываемые поверхности могут быть не только правильной цилиндрической, но конической и более сложных форм (для работы со сложными профилями большинство трубонарезных токарных станков оснащается системой ЧПУ).
Нередко трубные заготовки имеют большую длину, в таком случае они подаются в зону обработки через отверстие в шпинделе, при этом остающаяся «на весу» длина трубы во избежание перегиба подпирается разнообразными передвижными суппортами, люнетами и роликовыми пинолями, располагающимися слева от бабки токарного станка. У более продвинутых моделей трубонарезных станков для прочного, без отклонений от продольной оси детали, удержания и вращения заготовки в рабочей зоне используются не один, а два шпинделя, расположенных слева и справа от шпиндельной бабки.
Шпиндели трубонарезных токарных станков имеют трех- или четырех-кулачковую конструкцию. В зависимости от класса станка, зажим может осуществляться вручную, пневматически, электроприводом или с помощью гидравлики.
Основные технические параметры трубонарезных токарных станков – это диаметр отверстия в шпинделях (задает максимально допустимый диаметр трубной заготовки) и межцентровое расстояние (то есть «полезная длина», вдоль которой производятся токарные операции над заготовкой). Трубонарезные токарные станки могут использоваться и как обычные токарные станки, в этом случае важную роль играют диаметры обработки над станиной и над суппортом.
Большинство трубонарезных токарных станков оснащается системой ЧПУ, позволяющей в автоматическом режиме обрабатывать сложные профильные поверхности, нарезать резьбы трапециевидных и треугольных сечений, самостоятельно управлять сменщиком инструмента (как правило, это 4х-позиционный резцедержатель).
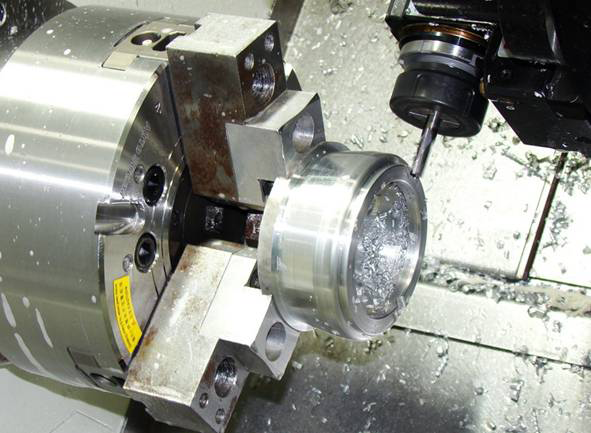 Дальнейшим развитием токарных станков с ЧПУ стало применение «активных»инструментов (фрез и свёрел) с собственным вращательным приводом. Это нововведение превращает токарный аппарат в гибридный токарно-фрезерный станок с большим количеством операций. На таком токарно-фрезерном обрабатывающем центре (слово “центр” вполне правомочно употребить, поскольку у всех моделей имеется сменщик инструмента) можно выполнять в дополнение к токарным сверлильно-фрезерные, гравёрные и другие виды работ, до сих пор являвшиеся прерогативой станков фрезерной группы.
Дальнейшим развитием токарных станков с ЧПУ стало применение «активных»инструментов (фрез и свёрел) с собственным вращательным приводом. Это нововведение превращает токарный аппарат в гибридный токарно-фрезерный станок с большим количеством операций. На таком токарно-фрезерном обрабатывающем центре (слово “центр” вполне правомочно употребить, поскольку у всех моделей имеется сменщик инструмента) можно выполнять в дополнение к токарным сверлильно-фрезерные, гравёрные и другие виды работ, до сих пор являвшиеся прерогативой станков фрезерной группы.
Термин «C-ось» означает, что у токарно-фрезерных станков ЧПУ контролирует не просто скорость вращения детали, а и само её угловое положение, такой контроль иногда еще называют индексацией по С-оси. Точность управления углом поворота детали составляет 0,001° и менее.
В сочетании с многопозиционными сменщиками приводного инструмента токарные станки с С-осью становятся по сути токарно-фрезерными обрабатывающими центрами (другое название – токарные обрабатывающие центры) и могут применяться для производства “несвойственных” для токарных станков шестерней, червячных передач и других сложных деталей. Применение фрез расширяет скоростной диапазон режимов обработки металла, позволяет более полно использовать режущие кромки инструмента и увеличить срок его работы.
 Следующей новацией у токарно-фрезерных станков с C-осью является применение дополнительного, так называемого противошпинделя, который располагается на месте задней бабки токарного станка. Противошпиндель позволяет перехватить деталь за правую сторону и обработать её левую часть без вмешательства человека, – поэтому при наличии автоматической подачи прутка такой токарно-фрезерный станок может служить для серийного производства деталей, заменив собой небольшую производственную линию.
Следующей новацией у токарно-фрезерных станков с C-осью является применение дополнительного, так называемого противошпинделя, который располагается на месте задней бабки токарного станка. Противошпиндель позволяет перехватить деталь за правую сторону и обработать её левую часть без вмешательства человека, – поэтому при наличии автоматической подачи прутка такой токарно-фрезерный станок может служить для серийного производства деталей, заменив собой небольшую производственную линию.
Также существуют токарно фрезерные станки с противошпинделем, которые оснащаются не одним, а двумя сменщиками приводного инструмента. Работа с двумя шпинделями и двумя одновременно используемыми инструментами позволяет увеличить как скорость, так и сложность обработки деталей.

