

Типы сварок по металлу
Виды сварочных аппаратов

 Сварка, как вид соединения металлических элементов, получила массовое распространение чуть больше века назад. Однако сегодня применяется во многих сферах деятельности, от производства электроники до строительства гигантских конструкций. Поскольку состав используемых при этом металлов бывает весьма разнообразным, для получения надёжных сварочных швов было придумано и реализовано множество видов оборудования. Наиболее популярными среди них являются сварочные аппараты. Рассмотрим, какие бывают сварочные аппараты, виды, плюсы и минусы каждого.
Сварка, как вид соединения металлических элементов, получила массовое распространение чуть больше века назад. Однако сегодня применяется во многих сферах деятельности, от производства электроники до строительства гигантских конструкций. Поскольку состав используемых при этом металлов бывает весьма разнообразным, для получения надёжных сварочных швов было придумано и реализовано множество видов оборудования. Наиболее популярными среди них являются сварочные аппараты. Рассмотрим, какие бывают сварочные аппараты, виды, плюсы и минусы каждого.
Трансформаторы
Трансформатор является наиболее традиционным видом электрического сварочного аппарата. Одновременно он один из самых простых по конструкции. Основным элементом конструкции этого типа сварочников служит понижающий трансформатор, преобразующий напряжение электросети до значения, необходимого для сварки. Сила тока при этом изменяется с помощью разных методик, наиболее известный — смещение одной обмотки относительно второй. По мере изменения промежутка между обмотками меняется ток.
Особенностью сварочных трансформаторов считается переменный ток на выходе, что приводит к заметному разбрызгиванию металла и ухудшению качества швов. Чтобы проводить сварку цветных металлов, повысить качество горения дуги, в структуру аппарата нужно добавлять достаточно массивные и громоздкие компоненты. Основной элемент — трансформатор — также не отличается компактностью и малым весом. При использовании аппарата для производства серьёзных работ необходимы специфические (для переменного тока) электроды и немалый опыт сварщика.
КПД прибора достаточно высокий, достигает 90%, однако часть энергии тратится на нагрев. Охлаждение осуществляется при помощи вентиляторов разной мощности, поскольку требуется охлаждать агрегат весом в несколько десятков, а иногда и сотен килограммов. Применение этого вида сварочных аппаратов сегодня сокращается, но они всё же пользуются спросом, из-за низкой стоимости, надёжности и долговечности. Используются трансформаторы для сварки низколегированных типов стали.
![]()
![]()
Выпрямители
Сварочные выпрямители можно считать усовершенствованием аппаратов-трансформаторов. В сварочных швах, полученных при помощи выпрямителей, практически исключены те изъяны, что обусловлены применением переменного тока. Устройства, кроме понижающего трансформатора, имеют в конструкции диодный блок (выпрямитель), элементы регулирования, запуска и защиты. Переменный ток не только меняет напряжение, но и преобразуется в постоянный. Это даёт возможность получить ровную, устойчивую дугу. Соответственно, снижается разбрызгивание металла, шов получается более качественным. Работать можно любыми электродами.
Расширяется также сфера использования сварочника — можно соединять не только низколегированные «чёрные» стали, но и цветные металлы, нержавейку, чугун (применяя соответствующие электроды). Поскольку постоянный ток обладает полярностью, не следует об этом забывать — при подключении электродов этом параметр следует учесть. Некоторые сварочные работы целенаправленно выполняются на обратной полярности (сварка алюминия).
Многие производители сегодня снижают изготовление этого вида бытовых аппаратов. Если же говорить о профессиональном использовании, они до сих пор используются довольно широко. Недостатками можно считать большой вес, необходимость работы квалифицированного сварщика, серьёзную «просадку» напряжения в электросети в процессе сварки. Достоинства — невысокая цена, надёжность и неплохое качество шва.

Полуавтоматы
Полуавтоматические сварочные аппараты в среде инертных или активных газов, или просто полуавтоматы — устройства более сложные, нежели трансформаторы или выпрямители. Однако в использовании более удобны. Часто применяются при кузовном ремонте автомобилей, достаточно широко используются в быту, частном домохозяйстве.
Конструкция состоит из следующих компонентов:
- трансформатора;
- выпрямителя;
- привода, подающего проволоку;
- газового баллона;
- рукава с горелкой.
Сваривание деталей осуществляется плавящейся в электрической дуге проволокой, которая в процессе расположена в среде защитного газа. Регулировка тока осуществляется чаще всего ступенчато, подвержена изменению также скорость подачи проволоки. Соотношением этих параметров устанавливается необходимый режим работ.

Различные модели полуавтоматов работают:
- только с газом;
- с газом или без газа (переключается);
- только без газа.
Если работа производится без газа, применяется специальная проволока (флюсовая). Отличается от обычной флюсовая проволока тем, что в её состав, кроме металла, включается флюс. При горении составляющих флюса образуется облако защитного газа, который предотвращает окисление сварной ванны воздухом. Кроме того, активные элементы состава флюса придают металлу нужные параметры, дуга становится более стабильной. При этом не нужен газовый баллон, что удобно, однако сама проволока существенно дороже.
При работе с различными металлами используют разный газ — углекислый при сварке железа, смесь аргона и углекислоты, если работают со сталью, при сварке алюминия — аргон. Газовые баллоны следует применять промышленные либо фирменные.
Полуавтоматы отличаются высокой производительностью, дают прекрасный качественный шов на различных металлах. Недостатками можно отметить разбрызгивание металла и большой расход материалов на угар.

Инверторы
Аппараты этого типа называют также импульсными. Сегодня сварочные инверторы считаются одними из самых распространённых аппаратов из-за своего небольшого веса и общедоступности. И если ещё лет 10 назад инверторы были дороги и не очень надёжны, то сейчас эти недостатки устранены. Использование инверторной методики даёт сегодня уменьшение размеров трансформатора, повышение качественных свойств дуги, оптимизации КПД, снижение разбрызгивания металла при сварке.
Сварочный инвертор состоит из силового трансформатора, назначением которого является снижение сетевого напряжения до нужной величины, блока электросхем и дросселя-стабилизатора, нужного для минимизации пульсаций тока.
Напряжение питающей сети подаётся в инверторе на выпрямитель, на выходе которого блок схем трансформирует постоянный ток в переменный, обладающий высокой частотой. Этот, полученный на выходе силового блока, переменный ток подаётся на сварочный трансформатор высокой частоты, более компактный и лёгкий, чем обычный сетевой преобразователь. Напряжение на выходе сварочного трансформатора снова выпрямляется и подаётся на дугу.

Аргонодуговой сварочный аппарат
Этот вид оборудования для сварки использует специальные неплавящиеся электроды из вольфрама, газом для защиты служит гелий или аргон.
Аргонодуговой аппарат с использованием вольфрамового электрода содержит следующие компоненты:
- источник, обеспечивающий получение постоянного или переменного сварочного тока;
- приспособление регуляции для работы с током;
- комплект горелок для применения с различными напряжениями;
- управляющая схема, обеспечивающая координацию цикла сварки и защиту;
- стабилизирующее устройство для возбуждения, а также выравнивания дуги.
Агрегаты этого вида применяют, если есть необходимость в качественной сварке цветных металлов.

Аппарат для точечной сварки
Сварка точечным способом является одним из видов контактных сварок термомеханического класса. Сам процесс состоит из нескольких моментов. Для начала детали, сложенные необходимым образом, помещаются между электродами и сжимаются друг с другом, после чего нагреваются до момента достижения пластичности и совместно деформируются. Скорость сварки в условиях завода — до 10 точек в секунду.
Детали разогреваются при помощи мгновенного (0,01–0,1 сек.) импульса тока сварки. Этот быстрый импульс даёт возможность достичь разогрева металла до расплавления, что приводит к возникновению объединённой для обеих деталей жидкой зоны. После прекращения действия тока детали по-прежнему совмещены, прижаты друг к другу до снижения температуры и отвердевания расплавленной точки. Сжатие деталей прекращается с задержкой по времени, для создания условий лучшей кристаллизации металла.
Достоинствами точечной сварки можно выделить экономичность, надёжность и прочность шва, несложность достижения автоматизации. К сожалению, подобного вида сварочный шов не обладает герметичностью, что ограничивает сферу его использования.

Аппарат для газовой резки и сварки
Газовая сварка предполагает нагрев детали до расплава пламенем высокой температуры. При этом применяются горючие газы — водород, природный газ, ацетилен. Отличительным свойством этих газов является хорошее горение на воздухе. Чаще всего в газосварочных аппаратах используют ацетилен, легко получаемый с помощью карбида кальция и воды. Температура горения этого газа 3200–3400 °C.
Достоинства газовой сварки и резки металлов:
- Несложная технология.
- Не требуется доступ к электрической сети, нет необходимости в использовании электрического тока.
- Оборудование, на базе которого выполняется сварка, достаточно несложно.
Следует, однако, отметить, что газовая сварка не обеспечит высокую скорость работ и производительность, ведь выполняется лишь вручную.
Серьёзное внимание при газовой сварке уделяется подготовке деталей, регулированию мощности горелки, установке её в нужное положение.

Плазменная сварка
Плазменная сварка (резка) металлов — операция, в ходе которой происходит расплавление металла потоком плазмы. Плазма — это газ, в составе которого содержатся заряженные частицы, проводящие электрический ток. Газ ионизируется путём нагрева дугой, выходящей из плазмотрона. Чем более высокую температуру будет иметь газ, тем выше ионизация. Температура дуги в аппаратах плазменной сварки достигает десятков тысяч градусов.
Технология такая: к горелке в быстром темпе подаётся газ и электрический ток для формирования дуги. Резка происходит не только из-за расплавления металла, но и за счёт того, что скоростной ионизированный поток вымывает металл из зоны действия плазмы.

Кроме знания того, какие бывают сварочные аппараты, при выборе следует учитывать потребности пользователя. И если в автомастерской или на производстве может понадобиться профессиональный аппарат, то для бытовых нужд достаточно недорогого прибора.
Какие бывают виды и типы сварочных аппаратов
 Сварка является популярным видом соединения компонентов из металла. Данный метод стал массово распространенным чуть больше ста лет назад. Но в наши дни применяется во многих отраслях народного хозяйства, от производства современной электроники до возведения крупногабаритных конструкций. Так как состав металлов может быть разным, для получения качественных сварочных швов придумали и реализовали разные типы сварочных агрегатов. Давайте ознакомимся с тем, какие бывают сварочные аппараты, проанализируем достоинства и минусы каждого из них.
Сварка является популярным видом соединения компонентов из металла. Данный метод стал массово распространенным чуть больше ста лет назад. Но в наши дни применяется во многих отраслях народного хозяйства, от производства современной электроники до возведения крупногабаритных конструкций. Так как состав металлов может быть разным, для получения качественных сварочных швов придумали и реализовали разные типы сварочных агрегатов. Давайте ознакомимся с тем, какие бывают сварочные аппараты, проанализируем достоинства и минусы каждого из них.
Типы сварочных аппаратов
 Несомненный плюс электросварки — возможность быстрого и надежного соединения компонентов с незначительными затратами. Некоторые виды сварочных аппаратов дают возможность разрезать металл, даже в труднодоступных местах, к которым невозможно подобраться, используя обычные инструменты. В последние десятилетия в производстве все чаще используется электроника, что позволило существенно уменьшить массу и размеры, способствуя расширению их применения в быту.
Несомненный плюс электросварки — возможность быстрого и надежного соединения компонентов с незначительными затратами. Некоторые виды сварочных аппаратов дают возможность разрезать металл, даже в труднодоступных местах, к которым невозможно подобраться, используя обычные инструменты. В последние десятилетия в производстве все чаще используется электроника, что позволило существенно уменьшить массу и размеры, способствуя расширению их применения в быту.
Трансформаторы
 Устройства, принадлежащие к трансформаторным, считаются наиболее традиционными. Кроме того, их отличает простота конструкции. Главный конструктивный элемент таких сварочников — понижающий трансформатор для преобразования напряжения электросети до значений, необходимых для работы. Сила тока может меняться различными способами, но самый известный — смещение одного уровня обмотки относительно второго. По мере изменений промежутков между обмотками и будет меняться ток.
Устройства, принадлежащие к трансформаторным, считаются наиболее традиционными. Кроме того, их отличает простота конструкции. Главный конструктивный элемент таких сварочников — понижающий трансформатор для преобразования напряжения электросети до значений, необходимых для работы. Сила тока может меняться различными способами, но самый известный — смещение одного уровня обмотки относительно второго. По мере изменений промежутков между обмотками и будет меняться ток.
Особенность аппаратов этого типа — переменный ток около выхода, что приводит к разбрызгиванию металлов и снижению качества швов. Для проведения сваривания цветных металлов, повышения качества горения дуги, к структуре необходимо будет добавить ряд массивных и громоздких компонентов. Сам трансформатор занимает много места, имеет значительный вес. Для проведения работ понадобятся специальные электроды, а сам сварщик должен обладать немалым опытом.
Коэффициент полезного действия около 90%, но значительная часть энергии уходит на нагрев. Охлаждается агрегат посредством нескольких вентиляторов с неодинаковой мощностью, так как необходимо уменьшить температуру аппарата весом в несколько десятков либо сотен килограмм.
Устройства такого типа в наше время используются не настолько часто, как раньше, но определенный спрос имеется, чему способствуют низкая стоимость, надежность и долговечность. Трансформаторы идеально подходят для работы с низколегированными типами стали.
Выпрямители
Выпрямители для сварки можно считать усовершенствованными трансформаторами. В сварочных швах, полученных их посредством, практически отсутствуют недостатки, связанные с использованием переменного тока. В состав таких устройств входят:
 Трансформатор.
Трансформатор.- Диодный блок (выполняет роль выпрямителя).
- Компоненты для регулировки.
- Элементы запуска.
- Защитный блок.
Переменный ток не только меняет уровень напряжения, но и будет преобразован в постоянный. Дуга получится ровной и устойчивой, что приведет к снижению разбрызгивания металла и улучшению качества швов. Работать можно, используя электроды любого типа.
Сфера их применения значительно шире: посредством выпрямителей соединяются не только низколегированные стали, но и цветные металлы, чугун, нержавейка (с применением соответствующих электродов). При подключении электродов не стоит забывать о параметре полярности постоянного тока. Некоторые работы следует выполнять на обратной полярности (к примеру, соединение алюминия).
Большинство производителей сократили изготовление агрегатов подобного вида. Но среди профессионалов сварочного дела они пользуются достаточно активно. К недостаткам можно отнести значительный вес, необходимость опыта работы, заметная «просадка» напряжения при проведении работ. Плюсы — небольшая цена, долговечность, хорошее качество швов.
Полуавтоматы
Сварочные аппараты полуавтоматического типа работают в среде инертных либо активных газов. Устроены более сложно, но на удобности пользования этот факт не отражается. Чаще всего их применяют для ремонта кузовов автомобилей, достаточно широко используются и для бытовых нужд, а также в частных хозяйствах.
В состав конструкции входят:
- Трансформатор.
- Выпрямитель.
- Привод, подающий проволоку.
- Газовый баллон.
- Рукав с горелкой.
Элементы свариваются благодаря проволоке, которая плавится в электродуге и располагается в среде защитных газов. Ток регулируется ступенчато, может регулироваться и скорость подачи самой проволоки. Соотношение данных параметров определяет рабочий режим.

В зависимости от модификации полуавтоматы могут работать:
- Исключительно с газом.
- Как с газом, так и без него (можно переключать).
- Без газа.
Если сварка будет происходить без использования газа, следует приобрести специальную проволоку (флюсовую). Ее отличие от обычной в том, что в составе содержится не только металл, но и флюс. Когда горят составляющие флюса, формируется облако из защитного газа, предотвращающее дальнейшее окисление. Кроме того, флюсовые компоненты способствуют приданию металлу необходимых параметров, дуга обретает повышенную стабильность. Здесь не нужно газовых баллонов, но проволока стоит недешево.
При работе с разными металлами применяют разные газы — углекислый при сваривании железа, аргон с углекислотой — при сварке стали, аргон — для алюминия.
Подобные агрегаты отличает хорошая производительность, на выходе получаются качественные швы при соединении разных металлов. К недостаткам можно отнести разбрызгивание металлических частиц и значительный расход материалов.
Инверторы
 Аппараты этого типа еще называют импульсными. На сегодняшний день инверторы для сварки стали самыми распространенными ввиду своего небольшого веса, размеров и доступности. Если десять лет назад подобные устройства отличались дороговизной и ненадежностью, то сейчас производителями устранены эти недостатки.
Аппараты этого типа еще называют импульсными. На сегодняшний день инверторы для сварки стали самыми распространенными ввиду своего небольшого веса, размеров и доступности. Если десять лет назад подобные устройства отличались дороговизной и ненадежностью, то сейчас производителями устранены эти недостатки.
Использование такой технологии позволило уменьшить размеры трансформатора, повысить качественные свойства дуги, оптимизировать КПД, свести к минимуму разбрызгивание металла.
В состав входят:
- Силовой трансформатор.
- Блок электросхем.
- Дроссель-стабилизатор.
Аппараты для аргонодуговой сварки
Для работы используют специальные вольфрамовые электроды, в качестве защитного газа выступает гелий либо аргон. Устройство составлено из:
 источника, обеспечивающего беспрерывное получение тока;
источника, обеспечивающего беспрерывное получение тока;- приспособления для регулировки тока;
- набора горелок, используемых при разном уровне напряжения;
- управляющей схемы для координации сварочных циклов и защиты;
- стабилизирующего устройства для выпрямлений дуги.
Данные агрегаты используют для соединения цветных металлов.
Знание того, каким бывает сварочный аппарат, виды и типы, можно осуществить правильный выбор. Когда в автомастерских или на больших производствах потребуются профессиональные аппараты, то для домашнего мастера вполне хватит небольшого и недорогого устройства.
Классификация видов сварки
Ни один ремонтный или строительный процесс не может обойтись без сварочных работ. Сейчас рассмотрим самые популярные и востребованные виды сварки металла, их особенности, преимущества и недостатки.
ОПРЕДЕЛЕНИЕ СВАРКИ
Сварка – это особая технология, применяемая для неразъемного соединения металлов методом установления между ними межатомных связей с помощью специального оборудования, работающего под высоким температурным режимом. Таким способом можно создавать монолитные скрепления, как между однородными металлами, так и сплавами. На сегодняшний день сварочные работы применяются во многих промышленных отраслях, включая машиностроение, строительство и ремонтные работы. Далее перечислим, какие виды сварки существуют.
Кроме этого, благодаря разнообразию агрегатов и материалов для процесса соединения деталей, данная технология используется в домашнем хозяйстве для ремонта многих деталей и предметов (посуда, мебель, техника, трубопроводы). Данная методика металообработки столь популярна благодаря своей надежности. Начинающий сварщик, который желает обучиться этому процессу изначально интересуется, какие бывают виды сварки. По основной классификации их три, но при этом каждый делиться еще на несколько:
- механическая производится, благодаря энергии и давления, которые деформируют изделие и позволяют им плотно соединиться. К механическому виду относятся: магнитно-импульсная, холодная и ультразвуковая сварки.
- термическая, которая характеризуется использованием дополнительного материала, расплавляющимся под действием высокой температуры. Благодаря этому жидким материалом заполняется пространство между двумя деталями, а при застывании (кристаллизации) создается надежное крепкое соединение. Данный тип, в свою очередь, делится еще на подвиды – электролучевая, светло-лазерная, термитная литьем, газовая, дуговая , плазменная и электрошлаковая сварка.
- комбинированная (термомеханическая) отличается тем, что процесс сварки происходит под воздействие давления и тепла одновременно. Перед соединением детали нагревают, чтобы они были более гибкими и пластичными. Благодаря этому соединение получается более прочным. Существует определенное количество типов комбинированной обработки – конденсаторная, газопрессовая, контактная, индукционно-прессовая и диффузионная.
Это самая основная классификация видов сварки, так как их принято разделять еще на несколько, по типу управления, используемого материала и т.д.
КЛАССИФИКАЦИЯ СВАРОЧНОГО ПРОЦЕССА
Сварочный процесс может реализовываться по нескольким классификациям способов сварки:
- Методом плавления — это определенное количество технологий сварочных работ, которые осуществляются способом плавления металлов, благодаря чему они плотно соединяются между собой.
- Способом давления реализуется за счет деформации металлических поверхностей и их атомному соединению. В результате качество зависит от многих аспектов: материал свариваемых деталей и качество их подготовки, уровень давления, способность металла к деформации.
- Пайка – это определенная технология для создания неразъемного соединения между двумя деталями, методом вплавления между ними дополнительного материала (припоя), который имеет гораздо меньшую температуру плавления, чем детали, требуемые спайки.
СВАРКА ПЛАВЛЕНИЕМ
Основная особенность сваривания плавлением заключается в образовании сварочной ванны, в которой формируется соединительный шов, когда металл кристаллизуется. В различных промышленностях этот способ считается самым востребованным, распространенным и популярным. Его технология заключается в нагревании краев соединительных деталей, которые при остывании становятся одним целым. Основное условие такой сварки – это высокая мощность аппарата, так как необходимо обеспечить высокий уровень нагревания. Все дело в том, что не вся энергия направляется на сплавление. Часть ее излучается в окружающую среду, а еще часть тратится на нагревание холодного изделия, прежде чем оно начнет плавиться.
Среди всех источников, которые могут использоваться для нагревания при термической обработке, самым надежным и качественным считается электронный луч. Но, несмотря на это, чаще всего используется метод электрической дуговой сварки с использованием электрода. Это связано с тем, что для использования луча нужно специальное оборудование, помещение и обученный персонал, а варить электродом может научиться каждый желающий.
В подведении итога можно сделать вывод, что сваривание плавлением реализуется через источник энергии. Для его осуществления необходимы определенные навыки, для образования качественного шва. Это самая распространенная классификация способов сварки.
Сварка плавлением делится на определенные виды сварки металла:
- Электродуговой метод для реализации требует электрическую дугу, которая образуется между рабочим материалом и электродом, применяемый для данного типа металлообработки. Она может быть выполнена в трех разных способах:
- ручная, где электрод держит мастер и полностью контролирует процесс сваривания изделий;
- полуавтоматическая, при которой проволока подается с помощью специального механизма, встроенного в аппарат;
- механическая сварка или автоматическая, которая выполняется полноценно сварочной машиной.
При таком виде термообработки материалов самая главная задача мастера удержать дугу, иначе придется заново совершать поджог и устанавливать электросоединение, которое расплавляет железо.
- Электрошлаковая обработка происходит за счет тепловой энергии, выделяемой агрегатом. При этом образуется ванна плавления, в которой металл защищается от окисления из внешней среды газами. Такая методика не требует дуги, так как тепло исходит от сварочного тока, проходящего через проводной шлак;
- Электроннолучевой тип выполняется в специальных камерах, где тепло выделяется за счет бомбардировки зоны сварки электронным потоком, приобретающим высокие скорости в высоковольтной установке, имеющей мощность до 50 кВт. Анодом является изделие, подлежащее свариванию, а катодом — спираль или вольфрамовая нить, нагретая до температуры 2300° С.
- Газовое сплавление происходит посредством высокой температуры, которая образуется за счет горения газовой среды в аппарате;
- Импульсно-дуговой метод заключается в том, что сварочный ток не сохраняет постоянную величину, а поступает в дежурную сварочную дугу определенными кратковременными импульсами.
- Лазерная методика основана на использовании фотоэлектронной энергии. При большом усилении световой луч способен плавить железо. Для его образования используют специальные устройства — лазеры.
- Плазменный способ термосваривания материалов. Плавление металлов осуществляется плазменно-дуговой струей, имеющей температуру выше десяти тысяч градусов.
Основные виды сварки способом плавления часто применяются в промышленных и домашних условиях.
СВАРКА ДАВЛЕНИЕМ
Сваривание давлением знакома издавна. Еще кузнецы использовали такой метод, когда нагревали на костре две части детали до белого каления и с помощью сильного удара соединяли их в одно целое. Такой метод используется и в современном мире, например в радиоэлектронике, потому что сваренные детали не имеют остаточного заряда, который может помешать при работе техники.
Все виды сварки давлением рассмотрим далее:
- ультразвуковой способ осуществляется за счет превращения при помощи специального преобразователя ультразвуковых колебаний в механические частоты и применения небольшого сдавливающего усилия;
- термитный процесс сварки заключается в том, что рабочие изделия закладываются в огнеупорную форму, а в установленный сверху тигель засыпается специальный термит — порошок из алюминия и окиси железа. При его горении окись железа восстанавливается, а образующийся при этом жидкий металл при заполнении формы оплавляет и соединяет кромки свариваемых изделий.
- сваривание трением осуществляется за счет силы трения. Она появляется в результате вращения одной из частей изделия, которое поддается сцеплению;
- контактный способ происходит следующим образом: место сварки разогревается или расплавляется теплом, образованным при прохождении электрического тока через контактируемые места изделий.
- холодная сварка основана на способности металла образовывать общие кристаллы при значительном давлении;
- газопрессовой метод осуществляется нагреванием концов стержней или труб по всему периметру окружности многопламенными горелками до пластического состояния или плавления с их последующим сжатием;
- сваривание токами высокой частоты. Данный способ сцепления железных элементов основан на разогреве токами высокой частоты концов стыкуемых стержней или труб до пластического состояния с последующим приложением осевых усилий для получения неразъемного соединения.
ПАЙКА
Пайка — это способ соединения железных поверхностей, находящихся в твердом состоянии, с использованием дополнительно введенного металла или сплава припоя, имеющего меньшую, чем соединяемые металлы, температуру плавления.
Процесс производится специальным аппаратом – паяльником. Он при соприкосновении создает температурный режим, который выше t плавления припоя, но ниже t плавления изделия. При этом припой расплавляется и создает жидкую каплю, которой соединяются детали. Когда материал остывает в результате остается прочное скрепление. Его качество напрямую зависит от подготовки рабочего изделия и площади расплавления припоя. Чем лучше произведена предварительная очистка, тем крепче получится спайка.
Пайка бывает нескольких типов, первая из которых производится под воздействием температуры до 450 градусов, а вторая – выше 450 градусов. Это зависит от типа припоя:
- галлиевый сплав (50°С);
- сплав Розе (96 °C);
- оловянно-свинцовый (220 °C);
- медно-цинковые (865 °C);
- медно-серебряные (779 °C).
Такой способ позволяет скреплять металлы и неметаллы между собой. В сравнении со сваркой этот способ осуществляется под действием меньших температур. Но при этом прочность буден гораздо ниже.
ПРОЦЕСС СВАРКИ
Выше описано, какие виды сварки существуют, но все они вне зависимости от типа происходят по одному и тому же процессу. Есть три основных шага, которые необходимо выполнить для создания полноценного и правильного скрепления:
- Формирование контакта между агрегатом и изделием.
- Образование связи, в зависимости от классификации сварки (химической или металлической).
- Создание качественного шва.
Основные виды сварки – это ручная электродом и полуавтоматическая . С них и рекомендуется начинать обучение новичкам.
Прежде чем переходить к основному процессу, необходимо пройти подготовительные процедуры:
- Нужно выбрать сварочную категорию для работы.
- Подобрать соответствующее оборудование.
- Приобрести робу и защитную маску, чтобы не получить ожог роговицы во время работы.
- Зачистить рабочие изделия от грязи, пыли, масла и остатков лакокрасочных изделий.
- Подготовить рабочее место, с учетом всех правил безопасности.
ФОРМИРОВАНИЕ КОНТАКТА
Вне зависимости от классификации сварки первым шагом в работе будет формирование контакта между рабочим изделием и термическим элементом. При этом необходимо материал довести до температуры кипения или плавления. На этом этапе важно не перепутать плавку железа с образованием сварочной ванны.
ОБРАЗОВАНИЕ ХИМИЧЕСКОЙ ИЛИ МЕТАЛЛИЧЕСКОЙ СВЯЗИ
Вторым и самым важным шагом является образование ванны. Вне зависимости от класса сварки она выглядит одинаково. Под воздействием температуры образуется практически белое пятно. От его ширины и длины и будет зависеть качество будущего шва. Сама ванна получается в результате расплавления основного металла и дополнительного материала, которым проводится работа, например – электродом.
СОЗДАНИЕ И ТИПЫ ПРОЧНОГО СОЕДИНЕНИЯ
При разной классификации видов сварки применяются разные способы создания монолитного скрепления. Типы швов делятся на три основные категории:
- в зависимости от положения в пространстве они могут быть в потолочном, вертикальном , горизонтальном или в нижнем исполнении;
- по количеству наплавленного материала они делятся на ослабленные (западающие), нормальные и усиленные;
- по отношению к нагрузкам внешней среды – косые, лобовые, фланговые и комбинированные.
Основными характеристиками является ширина и высота создаваемого шва. Кроме этого, они бывают следующих видов в зависимости от типа соединения и разновидности сварки:
- стыковые – применимы почти для всех типов сваривания и самые популярные за счет своих преимуществ – высокой прочности и экономичности затрачиваемых материалов;
- нахлесточные, которые используются при точечном и контактном варении;
- торцовые, когда элементы соединяются в виде «сэндвича» и обрабатываются по торцам;
- угловые односторонние или двухсторонние, обеспечивающие более прочное сцепление.
Мы рассмотрели самые распространенные виды швов, так как их насчитывается около 50 видов.
В подведении итогов важно отметить, что мы рассмотрели все виды сварки, которыми пользуются на сегодняшний день мастера. Каждый из них имеет как преимущества, так и недостатки. Не все методы можно применить к одному и тому же материалу. То есть для одних металлов актуально использовать одни типы сварки, для других – другие.
Рассматривая, какая бывает сварка, необходимо учитывать, что для реализации каждого типа есть ряд условий: тип металла, помещения, КПД и так далее.
Основные виды сварки
Сварка электротоком делится на 2 принципиальных класса: недуговая и дуговая.
Недуговую сварку чаще называют контактной. В контактной сварке электроды, подающие ток, прикладываются непосредственно к металлу, который сваривают. Сквозь метал, расположенный между поднесенными электродами, подается короткий, но очень мощный разряд тока (тысячи ампер). Сплавление при этом получается только между приложенными электродами. Если электроды расположены прямо друг против друга, то сварное соединение получается точечным. Хотя точечная сварка – не единственный вид контактной сварки, но зато самый распространенный. Поэтому понятия «точечной сварки» и «контактной сварки» часто используют в виде синонимов. Напряжение точечной сварки составляет считанные вольты. Поэтому контактная сварка применяется преимущественно для скрепления тонколистового металла. Например, в автомобилестроении.

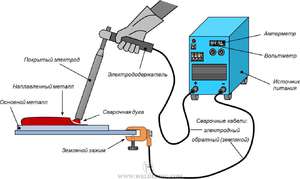
В строительстве гораздо большее распространение получила сварка электродуговая. При электродуговой сварке между источником тока (электродом) и свариваемым металлом находится небольшой промежуток, заполняемый электрической дугой. Ошибочно предполагать, что это промежуток воздуха. Это промежуток ионизированного газа, проводящего ток. Дуговая сварка, как мы ее представляем сегодня, без газа невозможна. Просто газ может подаваться из отдельного баллона, а может образовываться в результате горения обмазки электрода.
Самыми распространенными в строительстве являются следующие технологии:
- ММА (в отечественной классификации – ручная дуговая сварка, или РДС)
- TIG (аргоно-дуговая)
- MIG-MAG (полуавтоматическая, проволокой).
Популярность данного вида сварки предопределена как раз отсутствием необходимости таскать с собой баллон с газом. Обмазка электрода – и есть «застывшее» газовое облако. Как только электрод коснется металла и полученный ток короткого замыкания расплавит металл электрода, расплавится и обмазка вокруг него. Образовавшееся облако газа обеспечит проводящую ионизированную среду для дуги и защиту расплавляемого металла от доступа кислорода.

Электроды подбираются по типу металла и диаметру. Тип металла важен, так как в процессе работы метал стержня электрода капля по капле перетекает в свариваемый метал и сплавляется с ним. Для крепкого соединения металл стержня электрода и свариваемый метал должны быть идентичны. На упаковке электродов всегда указывается, для каких металлов подходят данные электроды.

После того, как определились с типом электрода, необходимо определиться с его толщиной. Вопрос новичка: зачем нужны электроды разных диаметров? Все просто. Чем толще электрод, тем больше сила тока, которая его может расплавить. То же и с кромками свариваемого металла. Поэтому толщина электрода подбирается под толщину свариваемого металла. Для черных металлов рекомендуется:

Технология ММА позволяет работать с большинством распространенных металлов, за исключением алюминия и сплавов на его основе. Хотя теоретически и это возможно при наличии помощника, если добиться, чтобы зачищенные алюминиевые поверхности не успевали покрыться пленкой до расплавления. Но правильнее, конечно, просто использовать подходящие для этого сварочные технологии.
Потребители сварки TIG – сплошь профессионалы и продвинутые пользователи, причем почти поголовно не строительного направления. TIG обеспечивает более аккуратные швы, но сильно уступает ММА в производительности и простоте использования.

Например, многие «любители», отточив свое мастерство на аппаратах ММА, испытывают досаду от неудач при первом опыте с TIG. Оказывается, в отличие от ММА, зажечь дугу аппаратом TIG, если только он не оборудован таким устройством, как осциллятор, непросто. (А практически все аппараты «2 в 1» не оборудованы, конечно). Чиркает сварщик вольфрамовым электродом – искра есть, а дугу поднять не получается. Но вот бывалый сварщик подкладывает под электрод кусочек угля – и дуга пошла без проблем. Не случайно, что в продажах розничных магазинов специализированные аппараты TIG редко превышают долю в 1%.

Отдельного упоминания в сварке TIG заслуживают аппараты с возможностью переключения на режим переменного сварочного тока, т.н. AC/DC. Вот эти аппараты и являются основным оборудованием для сварки алюминия. Именно они преимущественно и составляют этот самый 1% TIG в розничных продажах сварочного оборудования.
MIG-MAG
Полуавтоматическая сварка проволокой применяется в основном для сварки листового металла. Поэтому традиционно ее основная сфера применения – кузовной ремонт, а также строительство конструкций из черного тонколистового металла. Использование проволоки вместо сменных электродов сильно повышает производительность. На бытовых аппаратах используются катушки емкостью 1 и 5 кг, а на профессиональных – 5 или 15 кг.

Проволока может использоваться как обычная (без обмазки), так и с обмазкой (т.н. флюсовая). В первом случае обязательно применение баллона с газом (режим GAS). Во втором баллон не требуется (NO GAS). Несмотря на то, что работать без баллона удобнее, в продажах с большим отрывом лидирует проволока без обмазки. Причина банальна: она гораздо дешевле флюсовой. Кроме того, многие профессионалы считают, что аккуратность швов в среде газа от баллона получается выше.

Несмотря на то, что данный вид сварки тоже относится к электродуговой, принцип устройства у MIG-MAG принципиально отличается от принципов MMA и TIG. В ММА и TIG важно поддерживать стабильность тока, несмотря на колебания электрода, в MIG-MAG важно поддерживать стабильность напряжения дуги. А сила сварочного тока в аппаратах MIG-MAG – показатель условный (хотя по привычке, выработанной в ММА, большинство ориентируется именно на него). Сила сварочного тока в MIG-MAG будет зависеть от выставленного напряжения, диаметра используемой проволоки, применяемого газа и скорости подачи проволоки. Так что сделать из аппарата ММА полуавтомат MIG-MAG путем приделывания блока подачи проволоки и горелки не получится.

