

Прокатный стан для листового металла
Оборудование прокатных станов
7.1. Типы прокатных станов
Комплекс машин и механизмов для получения изделий методом прокатки и их обработки в потоке называется прокатным станом.
Из этого определения следует, что помимо основной операции – пластического формообразования раската, на стане выполняют и ряд других.
В теории организации производства отдельные операции, необходимые для осуществления технологического процесса, подразделяют на основные сопутствующие и вспомогательные. В соответствии с этим различают основное, сопутствующее и вспомогательное оборудование.
Применительно к прокатке к основным относятся операции по осуществлению пластической деформации металла, т.е. собственно прокатку, и соответственно к основному оборудованию относят прокатную клеть, электропривод и передаточные устройства.
 К сопутствующим относят операции, в процессе которых может изменяться физическое состояние и/или размеры раската, но без изменения формы и площади поперечного сечения. Это нагрев, охлаждение, порезка на мерные длины, правка, зачистка проката и пр. И соответственно оборудование: нагревательные устройства, холодильники, правильные машины, средства порезки, отделки и пр.
К сопутствующим относят операции, в процессе которых может изменяться физическое состояние и/или размеры раската, но без изменения формы и площади поперечного сечения. Это нагрев, охлаждение, порезка на мерные длины, правка, зачистка проката и пр. И соответственно оборудование: нагревательные устройства, холодильники, правильные машины, средства порезки, отделки и пр.
 К вспомогательным относятся операции, при которых не изменяется ни форма, ни размеры, ни физическое состояние прокатываемого металла. Это операции и соответствующее оборудование для продольного и поперечного перемещения раскатов, (рольганги, шлепперы, грузоподъемные механизмы), их кантовки и клеймения, смотки в бунты и рулоны, обвязки проката, перевалки валков и пр. В обиходе, однако, сопутствующие и вспомогательные операции и оборудование обычно именуют вспомогательными.
К вспомогательным относятся операции, при которых не изменяется ни форма, ни размеры, ни физическое состояние прокатываемого металла. Это операции и соответствующее оборудование для продольного и поперечного перемещения раскатов, (рольганги, шлепперы, грузоподъемные механизмы), их кантовки и клеймения, смотки в бунты и рулоны, обвязки проката, перевалки валков и пр. В обиходе, однако, сопутствующие и вспомогательные операции и оборудование обычно именуют вспомогательными.
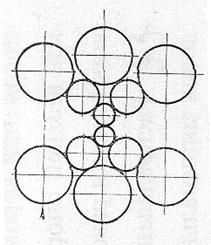
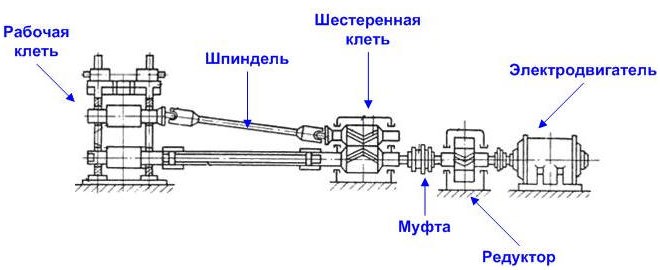
Линия, на которой расположено основное оборудование, называется главной (рабочей) линией прокатного стана (рис.7.1). Основными ее элементами являются: рабочая клеть с валками (1), шпиндели с муфтами (2), шестеренная клеть (3), коренная муфта (4), редуктор (6), главная (моторная) муфта (7) и двигатель (5).
Валки (рис.7.2) состоят из бочки (1) диаметром d и длиной l, двух опорных шеек (2) и хвостовиков (3). Размеры и количество валков в клети определяют тип клети и прокатного стана. Сортовые станы характеризуются номинальным диаметром бочки валка (например, стан 280), а листовые – ее длиной (например, стан 3600). Если сортовой стан состоит из нескольких клетей с разными диаметрами валков, тип стана обычно определяют по валкам чистовой клети.
Прокатные станы классифицируют по следующим признакам: по режиму работы, по назначению, по количеству и расположению валков в клети, по количеству и расположению клетей.
По режиму работы прокатные станы делятся на нереверсивные (частота и направление вращения валков постоянные) и реверсивные (прокатку осуществляют в прямом и обратном направлении за счет изменения направления вращения валков). Ко вторым относят блюминги, слябинги, заготовочные и толстолистовые станы.
По назначению станы подразделяются на станы для производства полупродукта и станы для производства готового проката. К первым относят блюминги, слябинги, заготовочные станы. Ко вторым относят:
– рельсобалочные станы (диаметр валков 750-900 мм);
– крупносортные станы (500-700 мм);
– среднесортные станы (350-500 мм);
– мелкосортные станы (250-330 мм);
– проволочные станы (150-280 мм);
– штрипсовые станы (300-400 мм);
– толстолистовые станы (длина бочки валков до 5500 мм);
– широкополосные станы горячей прокатки (до 2500 мм);
– широкополосные станы холодной прокатки (до 2800 мм);
– универсальные полосовые станы (до 2000 мм);
– трубные станы разных типов;
– прочие станы (колесо-бандажные, осепрокатные, шаропрокатные и др.)
По количеству и расположению валков в клети различают:
– Двухвалковые (дуо) клети (см. рис.1.1). Широко используют в реверсивном и нереверсивном режимах.
– Трехвалковые (трио) клети, сортовые (7.3 а) и листовые (рис. 7.3 б). Используют для прокатки заготовок, сорта и листов.
– Двойные двухвалковые клети (двойное дуо). Редко используют, в основном для прокатки мелкого сорта из легированных сталей (рис.7.4).
– Четырехвалковые клети (кварто). Используют в основном в листовом производстве (рис.7.5). Рабочие валки (2) меньшего диаметра, опорные (1) – большего для повышения жесткости системы.
– Шестивалковые клети (рис. 7.6) используются редко. Вариант расположения валков – в одной вертикальной осевой плоскости. Приводные валки рабочие.
– Многовалковые клети – 12 –ти и 20-ти валковые. Используют для прокатки тончайших полос (до 2 мкм) в рулонах (рис. 7.7.- 7.8). Диаметр рабочих валков до 50 мм. Приводными являются опорные валки.
– Универсальные клети – для прокатки листов кроме горизонтальных оснащают двумя вертикальными приводными валками; для прокатки широкополочных балок холостые вертикальные валки располагают в одной вертикальной плоскости с горизонтальными (рис.7.9).
По количеству и расположению клетей прокатные станы подразделяются на одно- и многоклетьевые. Одноклетьевые – блюминги, слябинги, листопрокатные, обжимо-заготовочные и пр. станы (рис.7.10).

Многоклетьевые станы – линейного типа, непрерывные, полунепрерывные и с последовательным расположением клетей.
Станы линейного типа (рис.7.11) используют для прокатки заготовок, мелко-, средне- и крупносортных профилей. Недостатком таких станов являются большие затраты ручного труда, низкие скорости прокатки и производительность. Частично этих недостатков можно избежать размещением клетей в несколько линий (рис.7.12.).
Более совершенными являются непрерывные станы с клетями, расположенными друг за другом (рис.7.13). Такие станы работают по принципу: «в каждой клети – один проход». Раскат одновременно может находиться в нескольких клетях. Поэтому необходимо соблюдать правило так называемых секундных объемов, т.е. через каждую клеть в единицу времени должно проходить одинаковое количество металла:  , где V и F – скорости и площади поперечного сечения раската по клетям, соответственно. При нарушении этого условия между клетями могут возникнуть растяжение раската или петля. Поэтому в непрерывном режиме катают преимущественно простые профили.
, где V и F – скорости и площади поперечного сечения раската по клетям, соответственно. При нарушении этого условия между клетями могут возникнуть растяжение раската или петля. Поэтому в непрерывном режиме катают преимущественно простые профили.
Принцип непрерывной прокатки используют на непрерывно-заготовочных станах, средне- и мелкосортных, проволочных, штрипсовых станах, широкополосных станах горячей и холодной прокатки листов и пр.
Для прокатки более сложных профилей применяют полунепрерывные станы и станы с последовательным расположением клетей. Полунепрерывные станы используют для прокатки мелкого сорта. Они сочетают непрерывную черновую и линейную чистовую группы клетей (рис.7.14).
У станов с последовательным расположением клетей (рис.7.15) черновая группа может быть непрерывной, а последующие клети расположены друг за другом на расстоянии, превышающим длину раската. Для сокращения общей длины стана клети располагают в нескольких параллельных линиях. В этих клетях отпадает необходимость соблюдать правило секундных объемов. Такие станы используют в основном для прокатки среднего и крупного сорта.
Разновидностью таких станов является стан с шахматным расположением клетей (рис.7.16)
7.2 Основное и вспомогательное оборудование прокатных станов.
Рабочая клеть состоит из двух станин, валков с подшипниками, механизмов для установки и фиксирования положения валков в вертикальной и горизонтальной плоскостях, валковой арматуры, устройств для смазки и охлаждения валков.
Станины открытого или закрытого типов (рис.7.17) отливают из стали марки 30…35Л двутаврового или прямоугольного сечения.
Станины закрытого типа в виде цельной рамы, выдерживают большие усилия прокатки, но менее удобны в эксплуатации: затруднена перевалка валков, диаметр их ограничен шириной окна.
Прокатные валки – основной деформирующий инструмент – работают в жестких условиях: резкие теплосмены, большие давления, абразивное трение и пр. Поэтому они должны быть не только высокопрочными, но и термо- и износостойкими.
По материалу валки подразделяются на стальные (литые, кованые) и чугунные. Стальные валки обладают достаточно высокой прочностью и пластичностью, поэтому их используют в клетях, испытывающих большие усилия прокатки. Чугунные валки менее прочные, но более износостойкие , чем стальные. Поэтому чаще их используют в предчистовых и чистовых клетях.
Материалом валков служат углеродистые, низколегированные и легированные стали (Ст. 50…55, 50…60ХН, 9ХФ и др.), легированные и нелегированные чугуны (СШХН-60, ЛПХН-60 и др.). Буквы С, Л обозначают сортовые и листовые валки; Ш, П – чугун с шаровидным или пластинчатым графитом; Х, Н – легированные хромом и никелем, соответственно; 60 – твердость, единиц по Шору.
При завалке в клеть и в процессе эксплуатации положение валков необходимо регулировать. Для этого служат механизмы установки валков.
К ним относятся нажимное устройство, уравновешивающее устройство и устройство для регулирования положения валков в осевом направлении.
 Нажимное устройство служит для регулирования положения валков в вертикальной плоскости. Оно состоит из гайки (фосфористая бронза), укрепленной в верхней поперечине станины, и нажимного винта (кованая сталь 40…45 ХН).
Нажимное устройство служит для регулирования положения валков в вертикальной плоскости. Оно состоит из гайки (фосфористая бронза), укрепленной в верхней поперечине станины, и нажимного винта (кованая сталь 40…45 ХН).
Привод нажимного винта – ручной на станах с небольшим перемещением верхнего валка (50-100 мм), электромеханический – на станах с частыми и большими 
Во избежание зазоров в системе валок-нажимное устройство, которые являются причиной динамических ударов при захвате полосы валками, подушки верхнего валка должны быть постоянно прижаты к нажимному винту. Для этого служат уравновешивающие устройства. У клетей с ручным нажимным устройством это пружина; у клетей с механическим или гидравлическим приводом нажимного устройства – грузовое или гидравлическое уравновешивающее устройство.
 Осевое регулирование валков чаще осуществляют болтами в стойках станины, проходящими через специальные планки или фланцы подушки.
Осевое регулирование валков чаще осуществляют болтами в стойках станины, проходящими через специальные планки или фланцы подушки.
Подушки валков обычно литые, стальные, имеют цилиндрические проточки для установки подшипников. Подшипники чаще качения или жидкостного трения, реже – текстолитовые, скольжения.
Валковая арматура (рис.7.18) служит для точной задачи и вывода раската из валков, а также удержания в нужном положении раската в калибре.
Для передачи вращения от двигателя к рабочим валкам – непосредственно или через редуктор и шестеренную клеть, – служат муфты и шпиндели. Используют пружинные, зубчатые, трефовые и др. муфты. Трефовые муфты (рис.7.19) отливают из чугуна, а шпиндели – изготавливают из кованой или катаной стали. Недостатком упомянутых муфт является ограниченный угол перекоса – 1…2 0 . При большом перекосе (10…12 0 )используют универсальные шпиндели. Изготовляют их из кованой стали марки 40…45ХН и др.
В качестве нагревательных устройств используют колодцы, методические и кольцевые печи, печи с выкатным подом и др.
Транспортные средства для передачи заготовок и раскатов по технологической цепочке представлены слитковозами и передаточными тележками, рольгангами, электромостовыми кранами, шлепперами и пр. Транспортные средства по массе составляют 40…60% от массы механического оборудования прокатного стана.
Для порезки проката на мерные длины, удаления концов и пр. используют гильотинные и дисковые ножницы (рис.7.20), дисковые пилы салазкового или маятникового типов, летучие ножницы и пр.
Правку проката осуществляют в роликоправильных машинах с прямо- и/или косорасположенными валками (рис.7.21).
Прокатный стан – как придать металлу нужную форму?
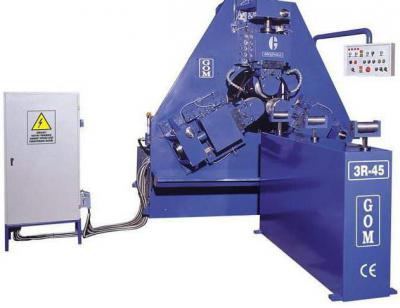
С развитием металлургии сильно возросли требования и к используемому в данной области оборудованию, так что современный высокопроизводительный прокатный стан отличается от своих предшественников.
1 Назначение и роль прокатного стана
Одной из самых важных областей промышленности является производство металла, и с этим поспорить довольно тяжело, ведь от того, насколько развита данная отрасль, зависит не только состояние народного хозяйства, но и экономика всего государства. При этом стоит учитывать, что потребность человечества в этом прочном материале постоянно растет. Поэтому сейчас практически невозможно представить себе промышленную область, где бы не участвовала металлургия. Она применяется и в машиностроении, и в строительстве, и в кораблестроении – в общем, список можно продолжать и продолжать. Завершающим же технологическим этапом производства столь нужного материала является получение проката.

Безусловно, добиться результата можно, только используя специальное оборудование, которое путем пластической деформации осуществляет прокат. Вообще, на производстве слаженно работает целый комплекс машин, в их функции входит не только основная операция, но и ряд вспомогательных. Это, например, подача сырья, калибровка материала, кантовка, а также транспортировка уже готовой продукции. Кроме того, автоматизированы и такие процессы, как резка, маркировка, правка, упаковка и, конечно же, передача на склад. Но в этой статье мы разберем именно стадию проката и соответствующие агрегаты.
2 Какие могут быть виды прокатных станов?
Виды прокатных станов можно разделить по назначению в зависимости от типа выпускаемого продукта. Так существуют заготовочные и обжимные станы, к последним относятся слябинги и блюминги. Это своего рода черновое оборудование, в их функции входит переработка большого слитка металла в заготовку, поступающую в дальнейшем на прокатку в другие цеха, продукция на разных типах этих станков различается геометрической формой. После них материал идет на сортовые, трубные либо же проволочные машины, где происходит более специализированный прокат.
Сортовые станы имеют достаточно разнообразные возможности. Так, на них изготавливаются многие виды швеллеров, балки, уголки, разные типы профилей, рельсы и широкополосная сталь. Типы этих машин делятся в зависимости от заданной программы, так существуют крупносортные, среднесортные, рельсопрокатные, а также установка MPS для изготовления профилей. Листовые агрегаты могут быть как горячей, так и холодной прокатки. Выпускаемая продукция делится в зависимости от габаритов на плиты толщиной от 50 до 350 мм, 3–50 миллиметровые листы и полосы (1,2–20 мм). Последние, как правило, сматывают в рулоны весом до 50 тонн.

С трубопрокатным оборудованием все ясно уже из его названия, оно необходимо для получения бесшовных труб различного диаметра. Так производят следующие изделия:
- на непрерывно удлинительном стане выходит продукция сечением до 110 мм;
- на короткоправочном – 60–450 мм,
- трехвалковый стан выпускает толстостенные трубы с пониженной разностенностью, диаметр которых составляет 35–200 мм;
- для получения бесшовных труб довольно большого диаметра (400–700 мм) нашли свое применение пилигримовые агрегаты.

Последний тип прокатного оборудования – специальное (деталепрокатное), на котором осуществляется производство труб и профилей длиной не более трех метров, а также шаров, винтов, гнутых профилей, ребристых труб, зубчатых колес и т. д. Далее эти заготовки дорабатываются уже непосредственно в автомобильной, мебельной либо иной промышленности.
3 Устройство прокатного стана – особенности механизмов
Устройство прокатного стана включает три основных узла: рабочие клети, электродвигатели и передаточные устройства. В состав первых входят валки, установочные механизмы, станины плитовины и проводки. Электродвигатели же выполняют одну из самых важных функций – вращают валки посредством передаточных устройств, состоящих в большей степени из муфт, шестерен и шпинделей.

Главной характеристикой обжимных и заготовочных станков является диаметр рабочего валка, если же участвуют сразу несколько клетей, тогда руководствуются только численными показателями чистовой, именно значение ее параметра обычно упоминается в названии.
Сортовое оборудование обычно состоит из нескольких последовательно расположенных клетей, так, например, универсальные станы имеют 5 или 3 клети, из которых 3 или 2, соответственно, имеют горизонтальные валы диаметром приблизительно 1350 мм, а сечение валов у оставшихся – около 800 мм. Толстолистовые станы обычно имеют одну или две клети, дина же валков составляет 3500–5500 мм, очень часто с целью обжатия боковых кромок они оснащаются дополнительными клетями с вертикальными валками. Наиболее же распространенными среди агрегатов для прокатки полос являются широкополосные, количество клетей в них от десяти до пятнадцати, длина бочки валов колеблется в пределах 1500–2500 мм. Они также имеют и дополнительные клети с вертикальными валками.

Как видно, иногда эти агрегаты могут занимать очень много места. А вообще, трубопрокатное оборудование в основном состоит из 3 станов, так как сначала осуществляется прошивка отверстия в заготовке путем винтовой прокатки, затем данную заготовку следует вытянуть в трубу, и последней операцией является калибровка, т. е. достижение необходимого диаметра. Основой деталепрокатных механизмов является принцип винтовой и поперечной обработки.
4 Можно ли сделать прокатный станок своими руками?
Безусловно, если говорить о крупном промышленном производстве, то здесь ни о какой самодеятельности не может идти и речи, но для домашнего использования можно сделать прокатный станок своими руками. Однако не надо недооценивать подобное оборудование, так как с его помощью можно не только получать проволоку разного сечения, но и осуществлять рихтовочные работы или резать листовые материалы, толщина которых не будет превышать полмиллиметра. Итак, нам понадобятся две стойки, верхняя плита, 4 винта М10 и, соответственно, такие же болты, стальной прут диаметром 5 см, втулки и подшипники из бронзы, пружины и упоры, 2 шестеренки и зубчатое колесо.

Соединяем стойки с плитой винтами и болтами так, чтобы получился достаточно прочный остов-клеть. Из прутка вытачиваются 2 валика, с целью увеличения их твердости следует осуществить закалку. Нижний вал монтируется в стойки посредством бронзовых втулок-подшипников, а верхний крепится в ползунах, так он свободно сможет перемещаться по вертикали. Чтобы ограничить их ход вверх, в плите монтируются специальные упоры, ну а снизу устанавливаются пружины, которые стремятся раздвинуть валки.
Обеспечение синхронного поворота упоров происходит за счет зубчатой передачи, расположенной на верхней плите. В ее состав входит зубчатое колесо на оси, запрессованной в центре пластины, оно передает крутящий момент посредством шестеренок, находящихся на хвостовике упоров. Так можно регулировать величину зазора. На нижнем валике есть рукоятка, при ее вращении он прокручивается и передает крутящий момент посредством все той же зубчатой передаче верхнему.

Благодаря специальным насадкам, например дисковым ножам, можно осуществить резку листового металла, а цилиндрические валки с фасонными канавками позволят произвести проволоку нужного сечения. Если же необходимо накатать ребра жесткости, то тут понадобятся валики с симметричным расположением паза и гребня. В общем, возможности данного станка, учитывая то, что он делается в домашних условиях, просто впечатляют.
Прокатные станы – основные виды и конструкция
Сложно назвать отрасль промышленности, где не применяется металл и изделия из него, для производства которых активно используется прокатный стан. Металлургические предприятия сегодня предъявляют достаточно высокие требования к оборудованию. Именно поэтому современные промышленные машины, в частности прокатные станы, значительно отличаются от моделей, которые выпускались ранее.
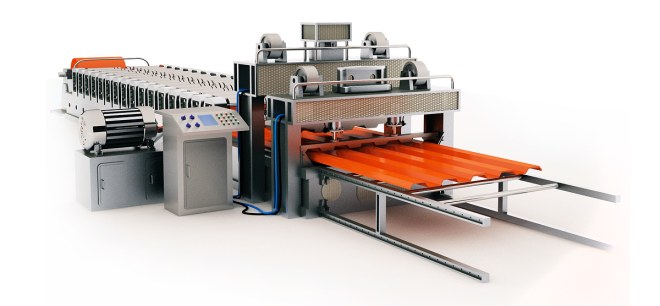
Прокатный стан для производства профнастила
Для чего необходимо это оборудование
Потребность в таком прочном и надежном материале как металл постоянно растет, что приводит к необходимости открытия новых металлургических предприятий и модернизации уже работающих. Список отраслей промышленности, в которых без применения металла просто не обойтись, можно продолжать до бесконечности. Это машиностроение, автомобиле- и судостроение, строительная сфера и многие другие.
Для того чтобы металлическая руда превратилась в металлопрокат определенной марки, необходимо выполнить массу основных и вспомогательных операций, для каждой из которых используется специальное оборудование. Одним из основных типов металлургического оборудования, на котором в результате пластической деформации из раскаленной заготовки получается лист металла, является прокатный стан. Именно на нем производится основной объем работ, выполнением которых занимаются металлургические предприятия.
Разновидности прокатных станов
Как мы уже выяснили, прокатный стан — это оборудование, на котором за счет последовательно выполняемых операций металлическая заготовка превращается в сортовой прокат с требуемыми геометрическими параметрами. В зависимости от параметров конечного продукта, эти машины могут быть нескольких типов. Заготовочные и обжимные (слябинги и блюминги) предназначены для получения из крупного слитка металла заготовки, которая поступает для дальнейшей обработки на специальное прокатное устройство. К оборудованию последнего вида, на котором уже получают металлический прокат требуемой конфигурации, относятся сортовые, трубные и проволочные станы.
К категории сортовых станов относится оборудование для производства различных видов проката. Так, это могут быть станы для производства листовой стали, уголков, швеллеров, рельсов и др. В зависимости от своих функциональных возможностей, такие станы могут быть крупно- и среднесортными, рельсопрокатными и категории MPS, на которых получают профили различного сечения. Листовые прокатные станы, способные обрабатывать заготовки методом холодного или горячего деформирования, используются для получения металлических плит (толщина 50–350 мм), листового металла (3–50 мм) и полос (1,2–20 мм). Готовые изделия после производства сматываются в рулоны массой до 50 тонн.
Классификация прокатных станов, на которых производятся различные виды бесшовных труб, разделяет их на следующие категории:
- непрерывно-удлинительные, на которых производят трубы сечением до 110 мм;
- короткоправочные станы, необходимые для производства труб диаметром 60–450 мм;
- оборудование трехвалкового типа — для изготовления толстостенных труб диаметром 35–200 мм (трубы, получаемые на таком оборудовании, отличаются пониженной степенью разностенности);
- пилигримовые станы, используемые для изготовления бесшовных труб значительного диаметра (400–700 мм).

Прокатная клеть листопрокатного стана
На современных предприятиях применяются также станы деталепрокатного или специального типа. Используются они для производства профильных и трубных заготовок, длина которых не превышает 3 метров. Кроме того, возможности такого оборудования позволяют изготавливать с его помощью заготовки в виде шаров, гнутых профилей, зубчатых колес, винтов, труб с ребристым сечением и др. Доработка заготовок осуществляется уже на предприятиях, которые используют их для производства своей продукции.
Составные элементы прокатного стана
Конструкция любого прокатного стана включает в себя три основных элемента: так называемые рабочие клети, передаточные устройства и приводные электродвигатели. Валки, по которым перемещается листовой или профильный металл, входят в состав рабочих клетей. Также они включают в себя установочные механизмы, станины, плитовины и проводки. Движение всех рабочих частей прокатного стана обеспечивают мощные электродвигатели, которые соединяются с ними посредством элементов передаточного устройства: муфт, шпинделей и шестерен.
Следует знать, что основной характеристикой прокатных станов заготовочного и обжимного типа является диаметр рабочего валка. Если же в процессе обработки заготовки используется сразу несколько рабочих клетей, то в качестве такой характеристики используется диаметр валка, на котором выполняется финишная операция.
На современных предприятиях сегодня применяют универсальные прокатные станы, оснащенные 3-мя или 5-ю рабочими клетями. Часть валков таких станов (2–3) имеет диаметр 1350 мм, остальные — 800 мм. Оборудование для получения листового проката значительной толщины, как правило, оснащается одной или двумя рабочими клетями. Рабочая ширина таких станов, формируемая длиной валков, находится в диапазоне 3,5–5,5 метров. Стан для листового металла, чаще всего, оснащается дополнительными рабочими клетями с вертикальными валками, которые обеспечивают обжатие боковых кромок формируемого листа металла. Листовой металл в виде полос производится на устройстве, оснащенном 10–15 рабочими клетями, оборудованными горизонтальными валками с длиной 1,5–2,5 метров и вертикальными валками для обжимания торцов.
У прокатного стана, как видно из его конструкции, может быть значительная длина. Наиболее примечательно в этом плане трубопрокатное оборудование, в состав которого включено одновременно три стана. На первом из них выполняется прошивка отверстия в металлической заготовке, на втором — вытяжка заготовки в трубу, на третьем — калибровка, которая осуществляется для придания готовому изделию требуемого диаметра. На деталепрокатных станах заготовка подвергается как винтовой, так и поперечной обработке.
Устройство прокатного стана
Изготовление прокатного стана своими руками
Если вам необходим маломощный прокатный стан для использования в домашней мастерской, то его вполне возможно сделать своими руками. Использовать такое оборудование, несмотря на простоту его конструкции, можно для выполнения различных видов работ. Так, с его помощью получится самостоятельно изготавливать проволоку различного диаметра, рихтовать или резать листовой металл, толщина которого не превышает 0,5 мм.
Для того чтобы изготовить такое прокатное оборудование, понадобятся следующие конструкционные элементы: две мощные стойки, стальной прут диаметром 5 см, верхняя плита, болты с гайками (М10), две шестерни и зубчатое колесо, бронзовые втулки и подшипники, пружины и упоры.
Собирается конструкция такого самодельного прокатного стана в следующей последовательности:
- из стоек и стальной плиты путем их соединения при помощи болтов и гаек создается подобие клети;
- на стойках монтируют два рабочих вала, которые предварительно вытачивают из стального прутка и закаляют для придания им повышенной твердости;
- нижний вал устанавливается между стоек при помощи втулок с подшипниками, а верхний вал, являющийся подвижным, монтируется на специальные ползуны, движение которых вверх ограничивается упорами;
- постоянное сжатие двух рабочих валов обеспечат пружины, которые следует закрепить одновременно на плите-основании и верхнем валу.
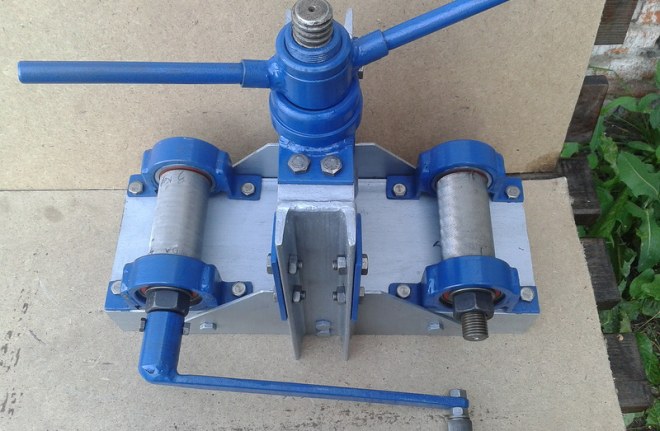
Вариант исполнения ручного прокатного стана
Для того чтобы такой прокатный стан работал, необходимо обеспечить синхронное вращение рабочих валов. Решается эта задача за счет зубчатой передачи, которая передает крутящий момент от шестерни, закрепленной на нижнем валу, к шестеренке, установленной на одной оси с верхним валом. Чтобы привести в движение весь механизм, необходимо прокрутить рукоятку, жестко соединенную с нижней шестерней. Что удобно, зазор между рабочими валами такого стана можно регулировать.
Универсальность такого оборудования обеспечивается за счет установки на него валов разной конструкции. Так, использование валов в виде дисковых ножей дает возможность резать листовой металл, а рабочие элементы с канавками требуемого размера позволяют производить проволоку. Можно использовать такое несложное оборудование и для того, чтобы формировать ребра жесткости на заготовке. Для этого необходимо установить на него рабочие валы, которые будут соприкасаться своими поверхностями по принципу «паз-гребень».
Прокатные станки: обзор, виды, характеристики
Прокатные станки – это важнейшее оборудование в получении металла в той форме, в которой он необходим. О них и пойдет речь в статье.
Общие сведения
На сегодняшний день металл – это наиболее распространенный материал, из которого изготавливается огромное количество разнообразных вещей, начиная с небольших бытовых деталей и заканчивая большими промышленными объектами. Однако есть очень важный пункт, о котором знают не все. Просто выплавить металл, а после превратить его в слиток недостаточно. После формирование слитка любой металл передается в прокатный цех. Единственное оборудование, которое имеется в таких цехах, – это прокатные станки. Именно эти устройства и придают нужную форму, которая подойдет для последующего применения металла. Стоит отметить, что это оборудование является одним из самых старых на сегодняшний день. Однако за года его применения станок зарекомендовал себя с настолько хорошей стороны, обладает настолько хорошими характеристиками и показателем продуктивности, что его используют и по сей день.
Устройство станка
По сути, устройство прокатного станка не является сложным или трудным в обслуживании, сборке или ремонте. Единственная цель этого устройства в том, что оно придает форму слиткам металла. Другими словами, в прокатный цех поступают большие слитки, а во время прохождения через прокатный станок он придает им форму более привычного, листового металла. Для того чтобы достичь такого эффекта, конструкция прокатного станка имеет два вальца, которые постоянно вращаются в сторону друг друга. С точки зрения технологического процесса эта работа считается довольно простой. К тому же, постоянное улучшение технологий позволило внести множество улучшений и модификаций в работу этого устройства. Благодаря этим изменениям в настоящее время все оборудование такого типа способно работать в полностью автоматическом режиме.

Прокатка
Прокатный станок для металла выполняет еще одну очень важную функцию. Он не просто придает форму листа. При прохождении слитка через эту машину металл становится более однородным и более плотным по своей структуре. Это происходит из-за того, что вальцы полностью затирают или замыкают все трещины или пустые пространства, которые вполне могли быть образованы на слитке.
Еще один важный момент – процесс превращения или прокатки металла в листовую форму проходит в несколько этапов и при участии нескольких типов машин. Первичной прокаткой занимаются блюминговые и слябинговые устройства. Стоит отметить, что прежде чем отправить слиток в прокатку на эти станки, его необходимо немного подогреть. Повышение температуры металла позволит увеличить пластичность материала при его прокатке. Если говорить о производительности таких машин, то она огромна. Один станок способен произвести около 6 млн т. металла за год. Это с учетом того, что вес слитков, поступающих в прокат, может находиться в районе от 1 до 18 тонн.

Блюминг или слябинг
Прежде чем поступить в прокат, слитки нагреваются в специальных колодцах. Температура, которая поддерживается в таких устройствах, может достигать 1800 градусов по Цельсию. После прохождения колодца используется электрокар, который, собственно, и выдает разогретый слиток в прокат блюминга или слябинга. Отличие между этими станками состоит в том, что блюминг обладает всего двумя вальцами, а вот слябинг четырьмя. Важно понимать, что прохождение этого этапа и сам процесс обработки являются лишь первичными, поскольку на выходе из блюминга или слябинга слиток все еще не имеет полноценной формы листового материала. Эти агрегаты предназначены для того, чтобы сформировать бруски. В зависимости от своей формы и размера полученный материал разделяется на блюмы или слябы. Важное замечание – применение блюминговых или слябинговых прокатных станков осуществляется только на тех промышленных объектах, где металл в дальнейшем будет переливаться в изложницы.

Общая характеристика станка
Прокатные станы – устройства, имеющие гладкие вальцы, через которые пропускают металл с целью придания ему листовой формы. В настоящее время существует огромный ассортимент этих приспособлений. Наибольшее различие между станками заключается в форме вальцов. К примеру, существует агрегат, который изначально сделан под производство рельс. Форма его вальцов еще при производстве станка была подготовлена именно под выполнение этой задачи. Также важно понимать, что станок обладает несколькими парами вальцов, через которые проходит металл. Постоянный прогресс привел к тому, что все типы устройств способны работать в постоянном автоматическом режиме. Скорость, с которой клети протягивают слиток сквозь станок, может достигать рекордных 290 км/ч. Производительность такого прокатного стана в год достигает нескольких миллионов тонн. На сегодняшний день большую популярность набирают такие агрегаты, как литейно-прокатные. Преимущество состоит в том, что они могут выступать отдельной полноценной линией производства, в отличие от обычных прокатных станов.

В настоящее время существуют такие виды станков, как заготовочные, листовые, полосовые, сортовые, а также некоторые виды способны производить проволоку или балки.
Прокат труб
Еще одна большая категория прокатных станков предназначается для выпуска не листового металла, а металлических труб. Существует всего три основных вида прокатного станка для труб, которые используются в настоящее время. К ним относятся прошивные, раскаточные и отделочные станки.

Если говорить о прошивных станах, то у них может быть три различных вида вальцов, использующихся для выполнения проката. Существуют бочкообразные, грибовидные и дисковые вальцы. Устройство, имеющее первый тип, то есть бочкообразный, характеризуется тем, что эти элементы машины имеют форму с двойной конусностью с диаметром от 450 до 1000 мм. Обе детали располагаются в горизонтальной плоскости, а вот по вертикальной оси можно отрегулировать угол подачи от 5 до 18 градусов и больше.
Винтовой прокат
Прокатный станок для профильной трубы также может выполнять винтовую обработку металла. При выполнении этого типа операции в валках с двойным конусом в металле создают растягивающее и касательное напряжение. Важно отметить, что радиальное напряжение заготовки может достигать довольно больших величин, что создает полость небольшого диаметра, которая обладает неровными стенками. Для того чтобы получить отверстие с требуемым диаметром и при этом избежать наличия неровностей, а сделать ровные стенки, необходимо проводить прокат на оправке. Под оправкой понимают инструмент конусообразной формы, который располагается на конце стержня между валками по пути движения заготовки из металла. Для крепления стержня с такой оправкой имеется специальный упор. Когда металл движется вперед, он прошивается этой оправой, которая проходит через отверстие, расширяя и выравнивая его.

Отзывы о прокатном станке для профильной трубы собрать довольно проблематично, так как такие агрегаты используются в основном только большими предприятиями. Однако здесь само использование именно этих агрегатов уже говорит о том, что работают они стабильно и хорошо. Другими словами, выводы можно сделать на основании того, что огромный промежуток времени все металлообрабатывающие фабрики используют такие станки. А это значит, что наличие автоматического режима и огромная производительность делают свое дело. К минусам можно отнести то, что габариты таких приспособлений довольно большие, а их остановка и новый запуск – это очень проблематично.
Тонкотрубный прокат
Стоит отметить, что при прохождении проката на прошивных станках получаются толстостенные гильзы. После прохождения обработки на этом устройстве заготовку передают в тонкотрубный прокат на такое устройство, как:
- пилигримовый;
- автоматический;
- непрерывный;
- трехвалковый.
Название каждого из этих агрегатов определено типом раскатного стана, который применяется на этом оборудовании.
Прокатно-вырубной станок
Наиболее известный производитель этого агрегата – это компания Kadzama. Еще это устройство называют валковым прессом. Устройство этой вещи очень простое, а предназначается она для вырубки картонных, бумажных или пластиковых коробок под кондитерские изделия.
К преимуществам этого прибора можно отнести то, что он окупается довольно быстро. Первые 10 000 коробок – это и есть примерная стоимость одного такого станка. Себестоимость готовой продукции, то есть коробок, также очень малая. Платить приходится только за сам исходный материал – картон. Работать с таким типом станка очень просто. Все, что необходимо – это всего две вещи. Сначала кладется лист картона на вырубные ножи, а после крутится подающая ручка. Габариты такого устройства также довольно малы. Установить его можно даже на обычный стол.
Как сделать прокатной станок?
Для того чтобы изготовить прокатный станок для производства профилей, понадобится 3 обязательных вещи – это металл, подшипники и токарный станок. Сама же конструкция станка также довольно простая. Составляющие части цельного прокатного станка – это стол, к которому прикреплен червячный мотор-редуктор. Кроме этого, необходимо закрепить на столе еще 7 дополнительных приемочных клетей. Здесь важно знать, что каждая клеть состоит из нескольких составных частей, а также все они имеют зацепление между собой. То есть каждая клеть соединена со следующей. Еще один нюанс касается роликов. У такой модели станка они съемные, а их крепление осуществляется на валах. Такой тип расположения и сам тип роликов открывает широкие возможности для производства различного профиля по своим габаритам, а также типу продукции. Если есть такое желание, то можно поставить новый вид роликов, которые позволят изготавливать ЛСТК-профиль. Для того чтобы не ошибиться при изготовлении, лучше всего сделать чертеж прокатного станка, прежде чем приступить к его сборке.

