

Приспособления для сверления отверстий в металле
Сверление отверстий в металле и дереве
Производство многих деталей из металла предполагает создание в конструкции различного вида отверстий. Они могут быть сквозными или глухими. Сверление отверстий осуществляется при проведении слесарных работ. Эти операции позволяют получить отверстия различного диаметра и необходимой глубины. Технология сверления отверстий в металле приводится в соответствие с технологической картой. На чертеже указывают размеры отверстия, величину допуска, конструктивные особенности (например, постоянный или изменяемый диаметр, снятие фаски с одного или обоих краёв и так далее).

Технология сверления
Процесс предполагает последовательное удаление слоя металла в окружности заданного диаметра с помощью режущего инструмента. Сверление металла объединяет два вида движения – вращательное и поступательное. Чтобы получить необходимые размеры отверстия в металлических заготовках необходимо точно выдерживать следующие параметры технологического процесса:
- скорость вращения режущего инструмента;
- скорость горизонтального или вертикального перемещения (в зависимости от взаимного расположения заготовки и сверла).
Отверстие в металле получается с заданными параметрами только при правильно выполненной подготовительной и основной операции, а также выборе необходимого оборудования и режущего инструмента. Часто для получения требуемой точности выполняют предварительное сверление. Оно называется черновое. Производится операция с пониженным классом точности. Далее осуществляется операция чистовой обработки с применением высокоточных станков и инструмента для металлических заготовок.
Сам процесс производится в различных режимах: с применением ручного инструмента (дрели или другого инструмента), специальных сверлильных или металлорежущих станках.
Во всех случаях для получения необходимого отверстия применяют различные виды свёрл. На сверлильных станках патрон с зафиксированным сверлом вращается и подводится к поверхности заготовки. На металлорежущих станках сверло закрепляется в задней бабке станка, а заготовка вращается. Второй способ позволяет получить более высокую точность отверстия и стенок полученного отверстия.
В зависимости от задач для обоих методов применяют следующие виды свёрл:
- спиральные (наиболее распространённый вид этого инструмента);
- с напаенными пластинками на режущую кромку;
- центровочные;
- пушечные;
- перьевые (применяются для сверления отверстий в заготовках из любых пород древесины).
Спиральные свёрла своей поперечной кромкой оказывают давление на поверхность металла. На этот процесс приходится более 65% усилия при вращательном и поступательном движении. В этот момент происходит значительное повышение температуры, как поверхности заготовки, так и передней кромки сверла. Поэтому необходимо правильно соблюдать тепловой режим в процессе сверления.

Для ускорения процесса резания в спиральных свёрлах применяют так называемую двойную заточку. Она позволяет более эффективно работать по наиболее твердым маркам металла, в том числе по чугуну. Такая заточка приводит к увеличению ширины стружки, снижается величина главного угла, повышается стойкость и долговечность сверла.
Технология создания центровочных отверстий предполагает применение специальных центровочных свёрл. Они изготавливаются из инструментальной стали и имеют двустороннюю комбинированную конструкцию.
Нанесение на режущую кромку сверла пластин, обладающих повышенной прочностью, позволяет использовать их для сверления изделий из чугуна, металла повышенной твёрдости, плотных строительных конструкций (из бетона, камня, керамического гранита и так далее).

Перовые свёрла отличаются конструкцией режущей кромки. Она выполнена в форме пластин. Обычно они применяются для изготовления отверстий в древесных заготовках. Иногда специальные перовые свёрла применяются для изготовления отверстий в твёрдых поковках и некоторых видах литья.
Режимы сверления
Для получения точных и качественных отверстий необходимо соблюдать режимы и технологии всех операций. Сверление металла предполагает соблюдение следующих режимов:
- выбор необходимого диаметра и типа сверла;
- скорости и глубина резания;
- скорость и точность подачи (сверла или заготовки);
- угол контакта режущей поверхности с заготовкой;
- температуры нагрева заготовки и сверла (обеспечение охлаждения, в случае необходимости).
Выполнение всех режимов позволяет получить отверстие в металле, удовлетворяющее условиям конструкторской документации. Правильно выбранный режим повышает точность обработки и продлевает срок службы режущего инструмента. Для выбора режимов сверления металлических изделий разработаны специальные таблицы. Они включают точные параметры режимов резания. Например, зная марку стали и диаметр используемого сверла можно с помощью данных переводной таблицы можно установить скорость резание. Это позволит точно настроить скорость вращения шпинделя применяемого станка. Для этого используют переводную таблицу, которая нанесена на специальную пластину и закреплена на лицевой панели каждого станка.

В отдельных случаях применяют предварительное сверление. Оно подготавливает черновое отверстие для дальнейшей обработки (фрезерования или развёртки). Если заготовка достаточно толстая или необходимо получить глубокое отверстие применяют поэтапный режим изготовления.
Типы отверстий и методы их сверления
В теории металлообработки все отверстия делятся по следующим признакам:
- назначению;
- геометрическим размерам и глубине;
- степени обработки.
По назначению их подразделяют: для крепления двух и более элементов, последующего нарезания резьбы, вставки отдельных элементов конструкции.
По второму признаку рассматривают следующие виды:
- сквозные;
- глухие (в том числе глубокие);
- половинчатые;
- большого диаметра.
Особое место занимают отверстия, которые подготавливают для нарезания внутренней резьбы. В этом случае сверление и рассверливание отверстий производиться с учётом будущего диаметра вкручиваемого элемента, обладающего наружной резьбой. Для каждого из отверстий выбирают свои способы сверления.


Так как сверление это процесс механического резания металла, поэтому для получения желаемого результата следует выбрать необходимые методы обработки. Для производства сквозных отверстий в деталях необходимо продумать систему их крепления, которая не позволит повредить поверхность, находящуюся за деталью. Наиболее целесообразно применять тиски или струбцины.
Для изготовления глухих или половинчатых отверстий следует предусмотреть точную остановку сверла, которое обеспечит необходимый размер. Сверление больших отверстий предполагает применение специального оборудования. При необходимости получения отверстий разного диаметра следует подобрать требуемый набор свёрл или применять станки с числовым программным управлением. Они позволят автоматически производить замену сверла на инструмент с заданным диаметром.
Оборудование и приспособления для сверления
Для каждого из этапов разработан инструмент для сверления отверстий. На подготовительной стадии применяются следующие инструменты, позволяющие производить точную разметку места положения будущего отверстия. Для этого применяют: керн, специальный шаблон или кондуктор. Керн представляет собой хорошо заточенный стержень из прочной инструментальной стали. С его помощью наносят углубление на поверхности заготовки, в точке, где планируется произвести сверление. Попадая в это углубление, сверло не скользит по поверхности и производится точное сверление.
Для повышения производительности на предприятиях с массовым производством изготавливают специальные шаблоны. Они позволяют производить разметку мест будущих отверстий у однотипных заготовок. Специальные шаблоны применяют для высверливания на цилиндрических поверхностях. Их изготавливают из стальной полоски, согнутой под прямым углом. На одной из поверхностей сверлят небольшое отверстие, которое в дальнейшем позволит керном наносить отметку на цилиндрической поверхности.
Для получения повышенной точности разметки, соблюдения вертикального положения сверла и соблюдения заданного расстояния, между отверстиями применяется инструмент называемый кондуктором. Кроме этого его применяют при сверлении тонкостенных изделий, для которых не возможно сильное механическое воздействие (например, удар молотка по керну).



Кроме этих изделий применяют инструменты и приспособления позволяющие производить сверление дрелью при её жесткой фиксации. С этой целью применяю:
- направляющий фиксатор;
- удерживающая стойка;
- кондуктор для направления движения сверла.
Первые два приспособления изготавливаются под конкретную конструкцию электродрели. Кондуктор позволяет точно направлять сверло к месту будущего отверстия. Его успешно используют для размеров, не превышающих 20 миллиметров. Поэтому при изготовлении отверстий большого диаметра с помощью кондуктора производят предварительное рассверливание.
Все эти проблемы легко решаются при применении сверлильных или токарных станков. Сверлильные станки делятся на три категории:
- универсальные;
- специализированные;
- специальные.
Они классифицируются по следующим признакам:
- конструкцией стола;
- уровню автоматизации;
- количеству имеющихся шпинделей;
- степени точности;
- наличию дополнительных возможностей.
Первая категория станков позволяет решать практически весь спектр задач по производству отверстий. Серьёзным ограничением служит допустимое расстояние, на которое может двигаться патрон с закреплённым сверлом. Это обстоятельство не позволяет производить сверления на большую глубину. В этом случае применяют специализированные станки. Для повышения производительности труда и увеличении количества выпускаемых однотипных деталей конструируют специальные агрегаты. Они способны выполнять перечень необходимых операций с высокой точностью и скоростью.

По конструкции такие станки выпускаются с одним или несколькими шпинделями. Конструкция стола отличается многообразием: обычные, плавающие, подъёмные и другие. Уровень автоматизации определяется способом выполнения операций сверления. Самыми простыми станками являются ручные и механические. Более совершенными являются автоматические и станки с числовым программным управлением.
Кроме сверлильных станков для решения этих задач используют различные токарные станки.
Для получения отверстий на токарном станке в шпинделе передней бабки закрепляют сверло, а в задней бабке крепят заготовку.
На токарных станка можно выполнять весь перечень операций связанных с получением отверстий: непосредственно само сверление, рассверливание с последующим развёртыванием или зенкованием.
Советы мастеров
При проведении работ профессионалы советую обратить внимание на следующие особенности. Их делят на три категории:
- предварительный (подготовительный) этап;
- этап проведения работ;
- соблюдение техники безопасности.
На первом этапе необходимо:
- выбрать необходимое оборудование (станок, электрическую или ручную дрель), в зависимости от существующих возможностей;
- на основании стандартов и сплавочной литературы определить режимы резания и допустимые виды свёрл для проведения будущей операции;
- выбрать инструмент для разметки (если такого нет в наличии, изготовить самому);
- подобрать устройство фиксации дрели.
Предварительный этап должен заканчиваться проверкой надёжности крепления сверла и заготовки. Если применяется фиксатор дрели, следует проверить его надёжность.
Работы по сверлению отверстий должны производиться в строгой последовательности с составленной технологической картой или техническим процессом. Особое внимание следует обратить:
- сверло к месту будущего отверстия необходимо подводить только после того, как оно набрало заданную скорость вращения;
- извлекать сверло следует только в процессе его вращения (желательно на минимальных оборотах, если существует возможность изменения скорости вращения);
- следить за процессом резания (например, если режущая кромка не выполняет операцию сверления, следовательно, материал сверла мягче материала заготовки);
- для сверления не сквозных отверстий необходимо предусмотреть фиксатор или метку, позволяющую определить глубину прохода в материале;
- при работе на станках, оснащёнными ЧПУ, необходимо осуществлять контроль над последовательностью проводимых операций.
Важным элементом при проведении сверлильных работ является соблюдение техники безопасности. Она предполагает соблюдение следующих правил:
- обеспечение надёжности крепления всех элементов конструкции;
- организацию условий отведения образовавшейся стружки;
- соблюдение температурного режима (не допущения перегрева сверла и заготовки);
- применение специальной одежды и средств защиты (рук, глаз, открытых участков тела);
- на одежде не должно быть свободно свисающих элементов;
- длинные волосы должны быть заправлены в головной убор (это предотвратит возможность их наматывания на вращающиеся элементы станка).


Применения советов профессионалов позволит качественно выполнить операцию сверления и получить отверстия высокой степени точности на местах, указанных в конструкторской документации.
Чем и как ровно и точно рассверлить отверстие в металле
 Металлообработка выполняется специальным режущим инструментом, при помощи машин и механизмов. Сверление отверстий в металле — дело непростое. Эта технологическая операция требует элементарных знаний о материале, станках и технологии резания. Иногда бывает трудно подобрать сверло с учётом разной степени твёрдости металла и выбрать режимы резания.
Металлообработка выполняется специальным режущим инструментом, при помощи машин и механизмов. Сверление отверстий в металле — дело непростое. Эта технологическая операция требует элементарных знаний о материале, станках и технологии резания. Иногда бывает трудно подобрать сверло с учётом разной степени твёрдости металла и выбрать режимы резания.
Необходимые инструменты
 Профессиональные свёрла для металла (например, Bosch, Makita, Metabo или Hawera) изготавливаются исключительно из быстрорежущей стали HSS. Некоторые покрываются защитным слоем, который повышает их износоустойчивость при сверлении.
Профессиональные свёрла для металла (например, Bosch, Makita, Metabo или Hawera) изготавливаются исключительно из быстрорежущей стали HSS. Некоторые покрываются защитным слоем, который повышает их износоустойчивость при сверлении.
Ручной инструмент — дрель и свёрла следует выбирать тщательно. Если в этой области нет опыта, необходимо получить консультацию у работника магазина. Не всегда покупка дорогого бура высокого класса даёт гарантию его долгой службы.
Соблюдение технологии получения отверстий в металле и правильно подобранное сверло значительно увеличивает срок его службы и предохраняет от преждевременного износа. Основные правила эксплуатации режущего инструмента:
- Подбор подходящего типа буравчика для сверления металла определённой твёрдости. Многие производители разработали целые программы, по которым можно подобрать подходящий инструмент.
- Выбор режимов резания, установка правильной скорости вращения.
- Правильно подобранная подача, применение соответствующей силы нажима на режущий инструмент.
- Применение охлаждения. Рекомендуется эмульсия на базе масла.
- Правильное крепление материала (например, в тисках).
- Крепление дрели к стойке, точно и перпендикулярно.
- Применение расширенного набора прокладок при сверлении сквозных отверстий.
Технологический процесс
 Сверление — это процесс удаления с помощью бура небольших частей обрабатываемого материала, стружки. Во время бурения повышается температура заготовки. Режущее усилие приводят к повреждению, сила трения вызывает изменение геометрии режущей кромки, плюс высокая температура, в итоге инструмент постепенно тупится.
Сверление — это процесс удаления с помощью бура небольших частей обрабатываемого материала, стружки. Во время бурения повышается температура заготовки. Режущее усилие приводят к повреждению, сила трения вызывает изменение геометрии режущей кромки, плюс высокая температура, в итоге инструмент постепенно тупится.
Большинство свёрл изготавливают из быстрорежущей стали с различным содержанием кобальта. Очень важно, чтобы оно было правильно заточено: режущие кромки были равной длины, перемычка между ними находилась по оси режущего инструмента.
Это даёт гарантию того, что обе кромки в процессе бурения будут выполнять идентичную работу. Сверло не будет иметь биения, диаметр отверстия будет отвечать размеру, сведётся к минимуму нагревание детали и инструмента.
Бур-сверло с коррекцией фаски имеют меньшую перемычку, за счёт этого удлиняются режущие кромки. Такими свёрлами можно сверлить отверстие без предварительной разметки керном.
Выбор свёрл зависит от типа выполняемой работы. Оптимальными являются свёрла NWKa HSS Baildon для сверления:
- конструкционной стали;
- чугуна;
- латуни;
- бронзы;
- алюминия;
- пластмассы;
- дерева.
Сверление металла
 Особенностью свёрл является наличие острой кромки, позволяющей выполнять механическую обработку материала. Они имеют равный диаметр по всей длине, а лезвие заточено под углом 118°. Угол заточки меняется в зависимости от твёрдости материала, например, для легированной стали, он составляет 135°. Свёрла этого типа изготовлены из стали HSS с 5-процентной примесью кобальта. Во время работы они требуют охлаждения специальным маслом для бурения.
Особенностью свёрл является наличие острой кромки, позволяющей выполнять механическую обработку материала. Они имеют равный диаметр по всей длине, а лезвие заточено под углом 118°. Угол заточки меняется в зависимости от твёрдости материала, например, для легированной стали, он составляет 135°. Свёрла этого типа изготовлены из стали HSS с 5-процентной примесью кобальта. Во время работы они требуют охлаждения специальным маслом для бурения.
Чтобы дюзу в металле пробуравить ровно и точно, необходимо применить направляющее приспособление — кондуктор.
Во время бурения лучше всего применять как можно меньше усилия. При сверлении сквозного отверстия, когда приближается момент выхода режущего инструмента, необходимо уменьшить подачу, чтобы не вырвало деталь, не сломалось сверло, не образовались заусенцы.
Для получения конусного отверстия в металле применяется конический бур. Он используется как самостоятельный инструмент. Им можно рассверлить цилиндрическое отверстие, превратив его в коническое. Конусное отверстие в металле выполняют на токарном станке, чтобы просверлить, расточить резцом полученную дюзу.
Режимы резания
 Наиболее распространённая ошибка — это применение слишком большой скорости сверления. Чем труднее обрабатывается материал, тем меньше скорость бурения следует применять. Например, в случае сверления 8-мм отверстия в латуни скорость сверления должна составлять 2500 об./минуту, для более твёрдой легированной стали — 800 об./минуту. Лучший признак выбора правильной скорости сверления — это красивая и длинная стружка.
Наиболее распространённая ошибка — это применение слишком большой скорости сверления. Чем труднее обрабатывается материал, тем меньше скорость бурения следует применять. Например, в случае сверления 8-мм отверстия в латуни скорость сверления должна составлять 2500 об./минуту, для более твёрдой легированной стали — 800 об./минуту. Лучший признак выбора правильной скорости сверления — это красивая и длинная стружка.
В зависимости от того, какой инструмент выбрать, важными являются параметры резания. Необходимо правильно подобрать скорость вращения и подачу. Лучшие параметры обеспечивают настольные сверлильные станки, но не везде их можно использовать. Необходимо следовать принципу, чем ниже обороты и меньше подача, тем дольше будет служить инструмент.
Например, берется нержавеющая сталь, отверстие 8 мм, толщина 4 мм, лосьон или масло для охлаждения, сверло HSS, дрель или сверлильный станок: Обороты не должны превышать 400 об/мин, а подача не может быть больше, чем 0,10 мм/оборот. Другими словами, можно сверлить со скоростью не выше 400 об/мин. Но эта скорость не является оптимальной. Поэтому оптимально будет, например: 170 об/мин, и подача на каждые 30 оборотов 1 мм (в три раза меньше, чем рекомендуется).
Очень важно охлаждение сверла в процессе сверления. Используйте эмульсии, масло, спреи для бурения. Нужно избегать воды, так как она не имеет свойств смазочных жидкостей, а лишь охлаждает.
Отверстия большого диаметра
На вопрос, как просверлить отверстие большого диаметра в металле, ответ один: в технологическом процессе рассверливания горловин. Например, нужно увеличить горловину и получить размер тридцать миллиметров в диаметре. Сначала сверлится инструментом меньшего диаметра, например, четыре миллиметра, потом под размер 8 миллиметров, дальше — 12 миллиметров, и так каждый размер расширяется до результата.
Горловину большого диаметра в изделии можно сделать на токарном станке. Операция выглядит следующим образом: сверление отверстия, растачивание горловины нужного размера. По мере необходимости предварительного засверливания процесс можно разделить на этапы: сверление малого диаметра, рассверливание с постепенным увеличением диаметра сверла.
Бурение тонкой жести
Особенностью получения проймы в тонком листе металла является его надёжное крепление. После выхода сверла на другую сторону есть опасность, что лист может внезапно заклинить и вырваться, если его держали в руках. Лучшим способом надёжного крепления листа является струбцина. В этом случае риск, что жесть будет вырвана, гораздо меньший. Уменьшается количество образовавшихся заусенцев, что значительно облегчит отделочную обработку элемента.
Если металл имеет толщину 0,1 миллиметра, можно сделать пробоину без дрели, применив инструмент для пробивки отверстий в металле. Конструкция его очень простая, наподобие пассатижей. К одному рычагу прикреплён пуансон, к другому — матрица. Принцип таков же, как у холодной прошивки при помощи штампа.
Чтобы прорезать в листовой стали сквозной паз, нужно, согласно размеру, насверлить последовательный ряд дырочек, соединив их в единую прорезь при помощи зубила и молотка. Для этого необходимо отрубить перемычки между дырками и неровности зачистить напильником.
Металлические трубы
В случае сверления металлической трубы следует убедиться в том, что заготовка надёжно закреплена в тисках. Желательно дрель закрепить на вертикальной стойке. Вставить внутрь трубы обрезок древесины, одинаковый по форме и размеру, что сохранит трубу от деформации. В этом случае применять малую подачу.
Получение узких дюз
Сверление глубоких отверстий малого диаметра можно сделать только на специальном или токарном станке с применением приспособления. Деталь зажимается в 3-кулачковый патрон и проверяется индикатором на биение. Приспособление крепится на резцедержателе. Сверлильный патрон со сверлом устанавливается в приспособление. Сначала делается центровка отверстия, затем сверлится дюз на заданную глубину. Применять заднюю бабку проблематично, так как свергло нужно постоянно выводить для выхода стружки и смазки.
Для получения вертикальных отверстий применяется приспособление для сверления под прямым углом. Для электродрели это вертикальная стойка под углом 90 градусов к основанию. Проще всего использовать вертикально-сверлильный станок.
Способы сверления металла: свёрла и приспособления
Узнаем все тонкости и способы сверления металла – выбор инструмента, заточки и режимов резания.

Просверлить отверстие в металле — что может быть проще? Есть, однако, в этой слесарной операции довольно много тонкостей, касающихся правильного выбора инструмента, заточки и режимов резания.
Как просверлить отверстие в металле
- Виды свёрл по металлу и техника их заточки
- Как правильно сверлить металл
Для проделывания отверстий в металле используют свёрла — механические стержни из сплава, который твёрже, чем обрабатываемая деталь. Свёрла по металлу изготавливают из быстрорежущей стали марок Р6М5, Р9, Р18 под общим обозначением HSS, либо из твёрдых сплавов: ВК, Т5К10, предназначенных для обработки закалённых и твёрдосплавных заготовок.
Сверло состоит из трёх элементов:
- Кромки врезаются в дно отверстия и снимают с него тонкую стружку.
- Спиральная нарезка выталкивает стружку из отверстия.
- Хвостовик предназначен для крепления сверла в патроне инструмента.
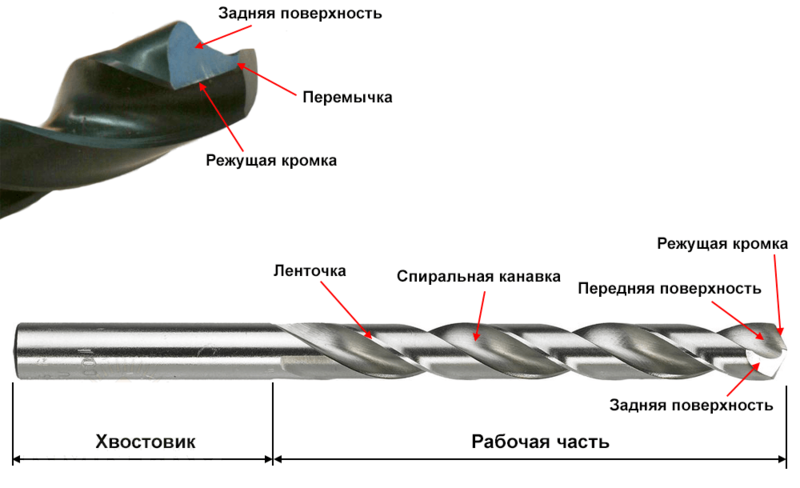
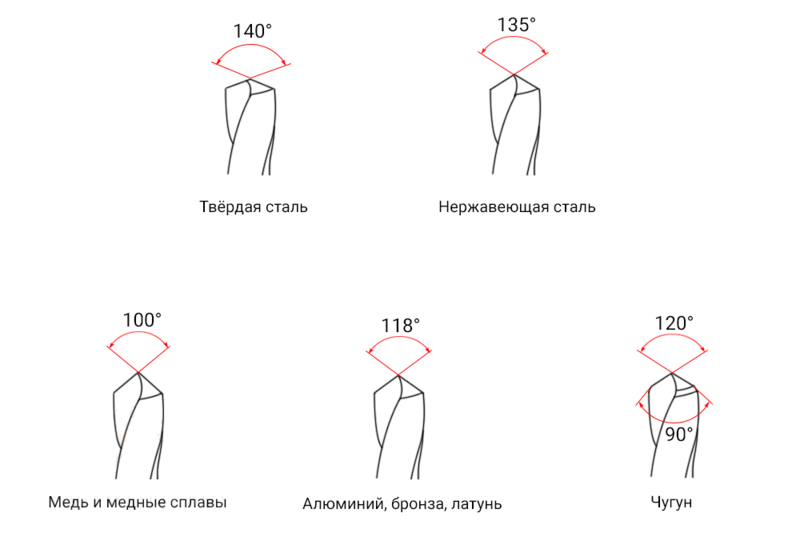
О режущих кромках стоит рассказать более подробно. Это два скоса на остром конце сверла, которые сходятся в вершине — самой выступающей точке передней части, образуя перемычку. Угол, под которым сходятся кромки, называют главным углом при вершине, его величина стандартизирована для различных материалов и режимов обработки:
- Твёрдая сталь и нержавейка: 135–140°
- Конструкционная сталь: 135°
- Алюминий, бронза, латунь: 115–120°
- Медь: 100°
- Чугун: 120° задний угол и 90° угол заточки кромки
Каждая кромка также имеет собственный угол заточки порядка 20–35°, определяющий её остроту. Этот угол, называемый задним, обеспечивает касание сверла к металлу только по линии кромок, при этом за ними остаётся свободное пространство. Такая форма необходима для более лёгкого снятия и выброса стружки. У некоторых свёрл кромка заточена под более тупым углом, вплоть до прямого. Такие режущие кромки хорошо справляются с обработкой хрупких металлов, например, чугуна, латуни и бронзы.

Спиральная часть включает несколько канавок для отвода стружки, на вершине которых расположены дополнительные кромки, плоскость которых параллельна оси сверла. Это так называемая ленточка, которая при погружении сверла подчищает стенки отверстия и способствует более качественной центровке.
Виды свёрл по металлу и техника их заточки
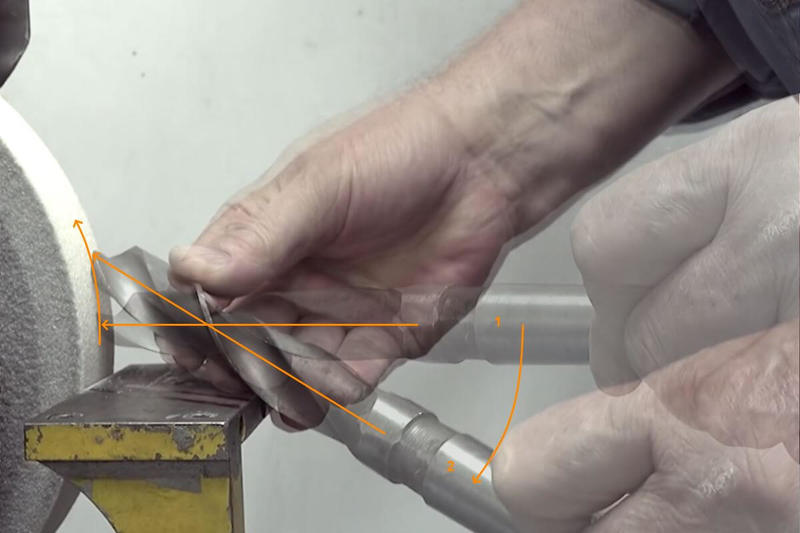
Выше мы рассмотрели базовую разновидность свёрл. Чтобы понять, как формируются углы при заточке, нужно лишь немного знаний и практики. Точить свёрла лучше всего на шлифовальном станке с подручником, в худшем случае можно воспользоваться универсальной заточной машинкой. На УШМ свёрла точить нельзя: во-первых, это противоречит технике безопасности при работе с этим электроинструментом, а во-вторых, из-за большой скорости вращения металл сильно перегревается и отпускается, становясь мягким.

При заточке сверло устанавливается на подручник так, чтобы его режущая часть была немного приподнята. Проворачивая сверло и сдвигая хвостовик влево, нужно добиться, чтобы режущая кромка расположилась строго горизонтально и параллельно торцу круга. Затачивать левую и правую кромку нужно поочерёдно, снимая тонкий слой металла и периодически охлаждая сверло в воде.

Если просто зафиксировать сверло в требуемом положении и подвести его к наждаку, правильно обточить заднюю поверхность не удастся. Из-за того что точильный камень круглый, затылочная часть кромки получается вогнутой. Это приводит к быстрому затуплению кромки и проблемам с отводом стружки. Чтобы избежать такого явления, переднюю часть сверла после касания о камень нужно немного приподымать, подавая вперёд и не снимая нажима. Так формируется выпуклая задняя поверхность, которая намного лучше воспринимает нагрузку при резании.
Обточка кромок должна выполняться до выведения острых граней без сколов и заусенцев. При этом съём с обеих сторон должен быть равномерным, о чём можно судить по форме и положению остающейся перемычки, а также по длине самих кромок. Если перемычка будет смещена, сверло будет вращаться эксцентрично, что приведёт к увеличению диаметра отверстия. Этот эффект можно использовать, если в наличии нет сверла нужного диаметра.

Когда основные кромки выведены, выполняется стачивание перемычки. Для этого сверло нужно поставить на подручник под углом около 45° и прижать задней частью к ребру круга, не задевая режущую кромку. На перемычке образуются две небольшие насечки длиной до 1/10 диаметра сверла, которые выполняют роль заходных и центрирующих кромок.

Более специфическая разновидность свёрл используется для сверления тонколистового металла. При изготовлении глубокого отверстия сверло сначала центрируется вершиной, а на выходе удерживается ленточками спиральной части. Однако в тонком металле вершина проходит насквозь до того, как ленточки упираются в края, из-за чего отверстие получается рваным, смещённым или овальным.

В таких ситуациях лучше использовать сверло перьевого типа, имеющее центрирующий носик. Изготовить такое можно из обычного сверла по металлу, переточив его определённым образом. Всё делается так же и с теми же углами, но при этом кромки не развёрнуты от вершины к краям, а сведены навстречу друг другу. Перьевое сверло нужно затачивать о край камня, оставляя перемычку нетронутой. Стачивание кромок выполняется до тех пор, пока перемычка не образует носик, выступающий над вершинами режущей части на 1–2 мм.

Третий вид свёрл по металлу — конусные ступенчатые. У них есть несколько режущих кромок различного диаметра, что позволяет проделывать разные по размеру отверстия всего одним инструментом. Однако, несмотря на кажущуюся универсальность, найти действительно хорошее ступенчатое сверло довольно сложно, а его стоимость составит не менее $25. Другой минус — заточку таких свёрл можно выполнить только на специализированном станке.
Для сверления твёрдых сплавов и закалённой стали лучше использовать победитовые свёрла по бетону. Их заточка изначально рассчитана на дробящее действие, однако если вывести кромки под углом при вершине около 135° и заточить их под углом 20°, даже в очень твёрдой детали можно без усилий проделать аккуратное отверстие.
Как правильно сверлить металл
Вне зависимости от того, выполняется сверление дрелью или на станке, главное — правильно выбрать скорость вращения. В большинстве случаев оптимальная скорость находится в диапазоне 1800–2500 об/мин, однако на практике могут выбираться совершенно разные значения в зависимости от точности заточки и свойств материала.
Для эффективного и быстрого сверления не обойтись без умения правильно соотносить скорость вращения и усилие подачи. Легко почувствовать, как сверло врезается в металл, непрерывно выделяя стружку, и само начинает заглубляться в дно отверстия без существенного усилия. Обороты при этом, как правило, довольно низкие — порядка 300–500 об/мин.

Лучший показатель, что процесс сверления проходит технологически верно, а сверло заточено правильно — равномерный выход стружки с обеих спиральных канавок. Качество стружки — тоже значимый показатель:
- при сверлении стали выделяется цельная стружка в виде длинных спиралей;
- чугун, закалённая сталь и прочие хрупкие материалы образуют россыпь иголок;
- алюминий сверлится с образованием коротких завитков;
- при сверлении нержавейки могут получаться пыль и мелкие хлопья.

Если сверло не врезается в металл, а трёт по нему с характерным писком, либо на выходе образуется нетипичный вид стружки, лучше остановиться и поправить заточку, иначе есть риск отпуска металла от перегрева или слома рабочей части.
Обязательно соблюдение техники безопасности! Сверлить следует без перчаток, защитив глаза слесарными очками.
Перед началом сверления необходимо разметить все отверстия, которые нужно проделать в детали. Центр каждого отверстия следует наметить кернером. Сначала сверлится небольшая лунка глубиной 2–3 мм, в неё вносится несколько капель машинного масла. Нужно научиться позволять сверлу самому выполнять свою работу: сначала сильно прижать инструмент, а когда произойдёт врезание кромок в металл — ослабить нажим и просто слегка придавливать, удерживая равномерную скорость вращения.

Вместо масла могут использоваться и другие охлаждающие жидкости. Так, при сверлении нержавейки сверло нужно смачивать олеиновой кислотой. Её испарения вредны, поэтому работать необходимо в респираторе. Для охлаждения также хорошо подходит керосин и мыльная вода — брусок хозяйственного на литр.
Особое внимание требуется в момент выхода сверла при сверлении сквозных отверстий. Достаточно часто в таких случаях тонкое дно прорывается с образованием крупных заусенцев, которые попадают в спиральные канавки и затягивают сверло вперёд. На выходе из детали требуется ослабить нажим и немного увеличить обороты.
Сверлить отверстия большого диаметра лучше в несколько этапов, постепенно увеличивая диаметр сверла. Это не только снизит нагрузку на инструмент, но также продлит срок жизни заточки и обеспечит чистоту обработки. Отверстия диаметром свыше 13 мм лучше сверлить с помощью коронок. Вместо масла рекомендуется использовать консистентную смазку, так будет меньше брызг. Коронке нужно периодически давать время остыть, а во время работы тщательно следить за тем, чтобы зубья погружались равномерно, иными словами — держать шпиндель строго перпендикулярно поверхности детали.
Завершающий этап сверления — снятие фасок с обеих сторон отверстия. Для этого можно использовать зенковку, а при её отсутствии — сверло вдвое большего диаметра, которое подаётся с минимальным усилием на больших оборотах. Для снятия заусенцев с больших отверстий разумно воспользоваться круглым напильником и наждачной бумагой. опубликовано econet.ru
Если у вас возникли вопросы по этой теме, задайте их специалистам и читателям нашего проекта здесь.
Понравилась статья? Напишите свое мнение в комментариях.
Подпишитесь на наш ФБ:
Выбираем кондуктор для сверления: разновидности и популярные модели приспособления
Кондуктор для сверления – приспособление, которое обеспечивает точность высверливаемых отверстий. По сути, это шаблоны, предназначенные для сверл различных диаметров. Такой инструмент чаще всего применяется при сборке мебели, но используется и в сверлении отверстий по металлу, при ремонтных и строительных работах, и т. д.
 Кондукторы или шаблоны для сверления бывают нескольких видов – в зависимости от особенностей их использования, конструкции и сферы применения.
Кондукторы или шаблоны для сверления бывают нескольких видов – в зависимости от особенностей их использования, конструкции и сферы применения.
По предназначению
По сфере использования кондукторы бывают:
- Мебельные – предназначены для сборки мебели, высверливания отверстий в мебельных заготовках, и т. д.
- Для сверления труб – особенности конструкции позволяют сверлить цилиндрические поверхности.
- Для работы по плитке и кафелю – часто оснащены устройством подачи воды, чтобы избежать перегрева при работе алмазными сверлами.
- Для коронок – шаблоны на кондукторе предназначены для сверления коронками, а не стандартными бурами и сверлами.
- Универсальные – в равной степени могут использоваться при любой работе, выдерживают как сверла по дереву, так и по металлу. Чаще всего гильзы выполнены из стали.
По конструкции
Существует несколько распространенных конструкций шаблонов для сверления:
- Накладные – используются для горизонтальных поверхностей. Могут быть оборудованы фиксатором, или быть без него – в этом случае нужно дополнительно использовать струбцину.
У некоторых видов накладных кондукторов есть дополнительная присоска. - Поворотные – более универсальный вид, который можно использовать для цилиндрических деталей и поверхностей.
Отверстия можно сверлить в горизонтальной, вертикальной плоскостях, и под разными углами. - Скользящие – это разметчик отверстий ползункового типа, который не нуждается в фиксаторе. Применяется в местах, где шаблон невозможно или сложно зафиксировать.
Как выбрать
При выборе разметчика для сверления рекомендуется обратить внимание на следующие моменты:
- Материал инструмента
Как правило, дешевые кондукторы выполняются из пластика. Однако это ненадежный материал, который быстро стачивается и изнашивается. Поэтому рекомендуется покупать приспособление со стальными гильзами.
Насколько инструмент узкоспециализированный. Следует ориентироваться на то, для какого именно вида работ будет применяться кондуктор.
Этот момент тесно связан с предназначением. Если будут проводиться работы по сборке мебели, может понадобиться как накладной, так и скользящий инструмент – в зависимости от конкретного этапа сборки.
- Вид фиксатора
Струбцина или присоска. Для строительных работ на вертикальной плоскости больше подойдет резиновая присоска, которая позволяет переместить разметчик в любое необходимое место.
Популярные модели
ПРАКТИКА 247-026

Это один из самых простых и бюджетных кондукторов, предназначенный для сверления отверстий диаметром 4-10 мм. Инструмент сделан из пластмассы, имеет круглую форму с шаблонами отверстий разного размера по окружности. Для сбора пыли и стружки имеется специальный резиновый ободок. Покупатели этого кондуктора отмечают как достоинство его бюджетную цену и удобство использования. Главный недостаток – быстрая изнашиваемость.
Олег К. отзыв:
«Для нечастого использования неплохой инструмент. Отверстия получаются точнее, чем без него. Но пластмасса очень быстро стачивается, и выемки больше, чем сами сверла. Подойдет как одноразовый кондуктор, тем более, что и цена доступная»
Зубр 29853

Кондуктор ориентирован на использование с алмазными трубчатыми сверлами. Диаметр отверстий – 4, 6, 8, 10 и 12 мм. В качестве фиксатора имеется резиновая присоска. Также инструмент оснащен возможностью принудительной подачи воды во избежание перегрева.
Из положительных особенностей покупатели отмечают:
- Доступную цену.
- Достаточно надежную фиксацию
на керамических поверхностях.
- Точность сверления.
- Страховку от перегрева.
Основной недостаток приспособления, как и всех кондукторов бюджетного сегмента – быстрая изнашиваемость. Впрочем, это компенсируется доступной ценой, что позволяет рассматривать такие инструменты скорее как сменный расходный материал при ремонтных работах.
Дмитрий С. отзыв:
«Покупал для ремонта в ванной комнате. Достаточно надежно крепится, по кафелю не скользит. Сверлит точно, не надо дополнительно размечать. Конечно, быстро стачивается, и сверло начинает немного «гулять» в гильзе, но, если применять редко – вполне неплохой кондуктор».
ПРАКТИКА 771-411

Этот инструмент относится к серии «Эксперт» российской фирмы «Практика». Он используется как направляющая для алмазных коронок диаметром от 14 до 70 мм. Кондуктор выполнен из стали, в качестве фиксатора выступает резиновая присоска. По заверению производителя, благодаря конструкции направляющей боковой слой алмазных коронок не изнашивается. Это подтверждают и покупатели данного кондуктора.
Владимир П. отзыв:
«Неплохой и дешевый инструмент отечественного производства. Присоска не скользит, направляющая не люфтит. Что характерно, коронка не стачивается, хотя от стальной гильзы ожидал худшего. Советую, как доступный и хорошо сделанный кондуктор для ремонтных работ»
Kwb Dubelprofi, 7580-00

Инструмент производства чешской фирмы Kwb более универсален. Он оборудован шаблонами для сверления отверстий от 3 до 12 мм. Планка выступает в качестве параллельного упора. Имеется глубомер. Несмотря на наличие планки-упора, владельцы отзываются о некоторых сложностях с фиксацией устройства. Тем не менее, инструмент популярен из-за невысокой ценовой категории и эргономичности использования. Как положительная сторона отмечается также хорошая точность высверливания.
Николай С. отзыв:
«Не хватает еще одного упора, чтобы надежно зафиксировать, а также винта для затяжки упора. Поэтому чтобы кондуктор не соскальзывал, нужен помощник или струбцина. Но сверлит точно, глубомер помогает регулировать размер отверстия. Может долго служить, так как шаблоны почти не стачиваются»
Bosch 2607000549

Кондуктор предназначен для сверления отверстий под дюбели. Шаблоны включают самые распространенные диаметры – от 3 до 12 мм. Предназначен для работ как по дереву, так и по стали, поэтому относится к универсальным кондукторам. Для фиксации инструмент оборудован упором с зажимным винтом, а также рукояткой для удобства использования. В целом отзывы об этом приспособлении положительные. Из недостатков отмечается только пластиковый материал, который склонен к быстрому изнашиванию.
Владимир Т. отзыв:
«Хороший шаблон, с ним гораздо удобнее работать. Фиксируется тоже довольно просто, не соскальзывает. Радует, что есть винт для регулировки зажима. Отверстия со временем немного стачиваются, и появляется люфт, но для инструмента из пластика это вполне нормально»
Kreg K3DGB

Это более профессиональный кондуктор, который позволяет высверливать отверстия в деталях большого диаметра. Приспособление сменное, иногда используется в составе комплекта для сверления Kreg. Конструкция предназначена для сверления как перпендикулярно, так и под острым углом. Владельцы отмечают надежность устройства, и универсальность его применения.
Василий С. отзыв:
«Как инструмент для сборки мебели – незаменим. Направляющие точные, ничего не болтается, не скользит. Выбирал кондуктор специально с возможностью сверления под углом 45 градусов. Сам кондуктор крепкий, думаю, прослужит долго. К нему покупал базу, этой же фирмы — Kreg Jig»
Kreg Kma3200

Накладной кондуктор, предназначенный для сверления вертикальных отверстий при сборке мебели, ремонте, и т. д.
В комплекте идут:
- Сам кондуктор.
- Зажим-струбцина.
- Кольцо-ограничитель.
- Позиционирующий штифт.
- Сверло 1-1/4.
- Соединительная планка.
Таким образом, по сути это целый комплект для точного и качественного высверливания. Также к кондуктору прилагается руководство пользователя для сборки и использования устройства. Инструмент заслужил положительные отзывы покупателей, где главным образом отмечается его точность и надежность.
Валерий О. отзыв:
«Отличный комплект для ремонтных работ. С его помощью собирал кухню. Зажим надежный, не надо дополнительно придерживать ничего. Гильзы для сверл не люфтят, износится тоже, думаю, нескоро. Единственный недостаток – может быть, цена, и то, заоблачной её не назовешь»
Вывод

Таким образом, кондуктор обладает рядом очевидных преимуществ в сравнении с ручной разметкой отверстий под сверление:
- Экономия времени,
которое тратится на разметку.
- Высокая точность.
- Простота применения.
Благодаря использованию кондуктора, можно оптимизировать процесс ремонтных или строительных работ, а также высверлить отверстия, которые вручную невозможно должным образом наметить – например, под углом менее 90 градусов. А большое разнообразие выбора позволяет подобрать необходимый разметчик практически для любой работы.
Читайте также другие полезные статьи:

