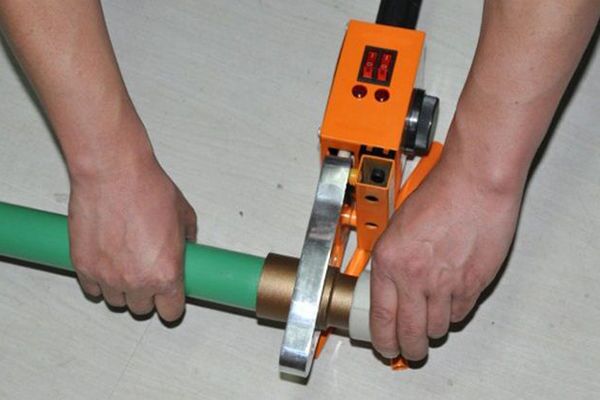
Пресс форма для штамповки металла
Как сделать пресс форму для штамповки металла

Штамповка – один из самых выгодных способов обработки сталей давлением. Для нее необходимы пресс, шайба и матрица, пресс-форма, ножницы. В зависимости от операции (гибка, резка, вытяжка и пр.) нужны разные пресс-формы. Металл подвергается штамповке, как в горячем, так и в холодном виде.
Изготовление пресс-формы – длительный и затратный процесс, требующий высокий уровень подготовки. Без пресс-формы не обойтись при изготовлении многосерийный деталей: дорогое оборудование долго служит и ведет к удешевлению конечного продукта.

Выбор материала
Для пресс-форм используют высокопрочные стали, способные выдерживать ударные нагрузки. Эти стали хорошо закаливаются и обладают высокой вязкостью. Чаще всего применяют 40Х13 и 5ХНМ. Для штампов выбирают прочные стали Ст45, Ст40Х, У8.
Для холодной штамповки применяют гидравлический пресс из-за разнообразия его конфигураций и небольшого расхода металла. Для вырубки и пробивки выбирают инструмент с большим ходом шайбы.
ВАЖНО! Стали У8А и 8ХФ не применяются для изготовления деталей пресс-форм. Сталь У10А тверда после термообработки, но изготовляемые с ее помощью детали придется подвергать дополнительной механической обработке.
Способы изготовления
Есть три способа изготовления формы для штамповки:
- Переделывание имеющейся пресс-формы;
- Изготовление с нуля;
- Сборка из готовых материалов.
Первый вариант встречается крайне редко из-за затрат, проще сделать самостоятельно. В странах СНГ создают формы от колонков до формообразующих. Есть тенденция на изготовление пресс-форм по специализации. На разных заводах изготавливают все части формы, в конечном месте их собирают в готовый продукт.

Изготовление форм для штамповки алюминиевых деталей удешевляется путем повторного безремонтного использования пресс-форм, уже отработавших срок на более высокоточных деталях. Алюминиевые детали не имеют жестких допусков, поэтому такой вариант приемлем.
Изготовление пресс-форм с нуля
Для создания формы необходимо 2 листа или бруса стали в зависимости от формы изделия. Одна часть будет отвечать за подвижную часть конструкции (пуансон), а вторая за матрицу.
Выбрав материалы для заготовок и инструмента, можно создавать форму для штамповки. Имея чертежи детали, проектируется оснастка. С помощью лазера или токарного станка вырезаются отверстия и выемки в заготовках для пресс-формы. Для надежности нужно плотно скрепить две плиты и зафиксировать до окончания работ. Тщательно отладьте литниковую систему. Чтобы изготовить некоторые детали сложного рельефа, может потребоваться фрезерный станок и последующая ручная работа напильником.

Готовое изделие проверяют в работе на пробных изделиях. Это дает возможность узнать результат и подогнать пресс-форму в случае каких-либо неточностей. Литниковая система должна быть налажена для лучшего результата.
Изготовление пресс-формы – процесс сложный, но необходимый для серийного производства деталей.
Изготовление штампов и пресс-форм
Производит изделия электронной техники, светотехнические устройства, оптоэлектронные приборы, средства диагностики и контроля, программное обеспечение, механообработка.
Лазерный раскрой листового металла, изготовление корпусов из металла любой степени сложности, сварка аргоном, сварка конденсаторная, фрезерная и токарная обработка с ЧПУ, художественная ковка.
ОАО «Минский ПКТИ» с 1970 года специализируется на проектировании и изготовлении редукторов, зубчатых передач, металлоконструкций, испытательных стендов для различных отраслей машиностроения. Имеем собственный парк оборудования 2014-2015 гг. для выполнения заказов без аутсорсинга. Контроль качества осуществляется на всех этапах производства от проверки химического состава марки материала до испытания на стендах собственной разработки.
Все виды литья цветных и черных металов, мехобработка из проката и литья.
ОАО “МПОВТ” производит автокомпоненты, изделия промышленной электроники, средства связи и телекоммуникаций. На предприятии имеется механообрабатывающее производство, располагающее разнообразным станочным парком.
- +375 44 570-41-45
- +375 29 199-59-33
- agat-emz@tut.by
Изготовление алюминиевой оснастки для литья пластмасс, модельной оснастки, мастер-моделей для литейных и композиционных производств. Обработка деталей из алюминиевых сплавов и других цветных металлов.
- +375 44 774-02-76
- +375 29 774-02-76
- +375 17 380-33-20
- info@prototype-art.ru
Авиационное машиностроение; услуги по металлообработке.
- +375 17 504-63-85
- market@aeromash.by
Минская обл., Минский р-н, ОПС Мачулищи
Инструментально-механическое производство ОАО «ИНТЕГРАЛ» предлагает свои услуги по проектированию и изготовлению техоснастки, деталей и комплектующих по заказам, в том числе: – проектирование и изготовление технологической оснастки (штампы, пресс-формы, литформы и др.) с применением программного продукта «PRO-ENGINEER», «АUTOCAD», Компас-3D V.13. – изготовление маркировочного клише на электроэрозионных станках с ЧПУ – разработка управляющих программ для станков с ЧПУ – трехкоординатная фрезерная обработка деталей на станках с ЧПУ – упрочнение деталей технологической оснастки методом термической обработки. ОАО “ИНТЕГРАЛ” – управляющая компания холдинга “ИНТЕГРАЛ” оказывает услуги по порошковой покраске металлоизделий в камере ручного напыления. габаритные размеры изделий : 3200х1250х2020 масса до 70 кг.
- +375 17 396-17-41
- ILisjutina@integral.by
Инструментально-механическое производство по металлообработке и изготовлению техоснастки, нестандартных деталей и изделий любой сложности, изготовление штампов, пресс форм, литьевых форм, приспособлений. 4х координатная обработка на фрезерных станках с ЧПУ.
- +375 29 703-92-67
- say1@tut.by
Инструментально-механическое производство предлагает свои услуги по металлообработке и изготовлению техоснастки , нестандартных деталей и изделий любой сложности как по чертежам собственного проектирования, так и по чертежам заказчика, в том числе: • Изготовление штампов; • Изготовление пресс-форм; • Изготовление лит. Форм: • Изготовление приспособлений; • Изготовление нестандартного оборудования; • Трёхкоординатная фрезерная обработка на станке с ЧПУ; • Ремонт штампов ,пресс-форм ,приспособлений заказчика ; • Обработка деталей из алюминия и полимеров; • Оперативная обработка заказов;
- +375 29 364-18-98
Сергей - stamp@metallic.by
Металлообработка, механосборка, вожможность изготовления профильных деталей различной сложности на станках ЧПУ.
- +375 29 316-74-02
- +375 22 353-63-40
- Interremtehnik@tut.by
Могилевская обл., Осиповический р-н, п.г.т. Елизово
Изготовление и механическая обработка металлических изделий, сварка, термообработка, литье, а также производство полимерной продукции
- +375 44 799-40-33
- +375 22 541-03-47
- gudeymv@belshina.by
- belshina@belshina.biz
Могилевская обл-ть, г.Бобруйск
Научно-производственное объединение “ПроектКонцепт ПРО” оказывает услуги по ремонту и восстановлению лесозаготовительного и деревообрабатывающего оборудования. Распологаем болшим станочным парком. Работы: токарные, фрезерные, зубофрезерные, зубодолбежные.
- +375 29 694-10-03
- pro@npo-pk.com
Витебская область, Полоцкий район, г.п.Боровуха
Проектирование,изготовление,ремонт,испытание литьевых пресс-форм,в том числе многоместных и горячеканальных,штампов,фильер. Механическая обработка партий деталей серийного и крупносерийного производства. Литьё пластмасс.
Штамповочный пресс для листового металла: виды, конструкция, принцип работы
Штамповка, для выполнения которой используется пресс для металла, является одной из наиболее распространенных технологических операций по обработке данного материала. Суть данной процедуры состоит в том, чтобы придать заготовке, изготовленной из металла, необходимую форму, для чего применяют пластическую деформацию, выдавливая определенный рельеф, узоры или осуществляя пробивку отверстий. Прессы для обработки металла в зависимости от перечня задач, для решения которых они предназначены, отличаются друг от друга как своими техническими параметрами, так и конструктивным исполнением.

Прессы для обработки металла находят применение на любом производстве: мелкосерийном, серийном или массовом
Виды штамповочных технологических операций и оборудования
Штамповка как метод обработки заготовок из металла бывает:
Первая подразумевает, что металл подвергается обработке в нагретом состоянии. Большим преимуществом горячей штамповки является то, что при ее выполнении характеристики обрабатываемой заготовки улучшаются (в частности, структура металла становится плотнее и однороднее). Между тем на поверхности металлических заготовок, обрабатываемых по технологии холодной штамповки, не создается слой окалины, при этом размеры готовых изделий получаются более точными, а их поверхность – более гладкой.

Горячая штамповка часто заменяет ковку, обеспечивая более точное соблюдение размеров
По типу заготовки, подвергаемой штамповке, такая технологическая операция может быть листовой или объемной. Штамповка первого вида применяется для обработки заготовок из листового металла, по такой технологии производят:
- посуду;
- ювелирные изделия;
- оружие;
- оборудование и инструменты медицинского назначения;
- детали часов, бытовой, климатической техники и электротехнического оборудования;
- детали для комплектации автомобильной техники;
- детали станков и другой машиностроительной продукции.
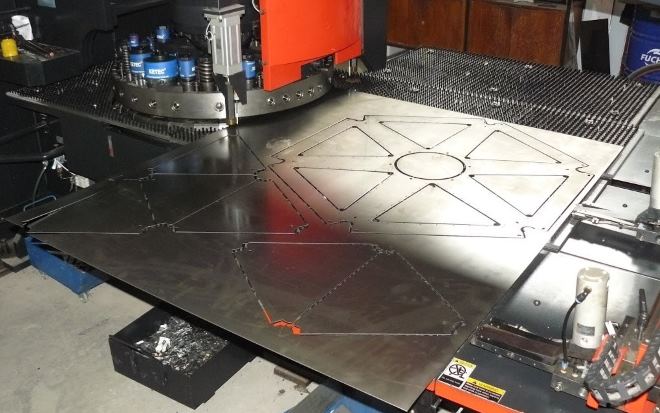
Штамповка листового металла на координатном револьверном прессе
Готовые изделия из металла, полученные по технологии листовой штамповки, не нуждаются в дальнейшей доработке. Формирование их геометрических параметров при выполнении объемной штамповки происходит в специальных формах, в которых горячий или холодный металл подвергается продавливанию.
Станок пресс обычно используется при:
- производстве заготовок из металла методом ковки;
- запрессовке и выпрессовке валов, подшипников и шестеренок;
- выполнении штамповки листового и объемного типа.
По принципу действия прессовальные станки могут относиться к механическому или гидравлическому типу, выполнять обработку металла статическими или ударными способами.

Однокривошипный механический пресс К2130 относится к оборудованию двустоечного типа
Прессовальное оборудование механического типа по своему конструктивному исполнению может быть:
Кривошипные станки используются как для холодной, так и для горячей штамповки металла. Применяется это штамповочное оборудование и для выполнения таких технологических операций, как вытяжка, вырубка и прорубка. Пресс гидравлический используется для штамповочных и кузнечных технологических операций с объемными металлическими заготовками.

Штамповочный цех холодной обработки металла
По своим функциональным возможностям прессовальные станки подразделяются на следующие виды:
- универсальные;
- специальные;
- специализированные.
Универсальный прессовочный станок обладает самыми широкими функциональными возможностями, использовать такое оборудование можно для выполнения практически любой ковочной операции. Специализированные штампы или прессы применяются для реализации одного технологического процесса. Минимальной функциональностью обладают специальные прессы, которые используются для штампования изделий одного вида, при этом в основе их работы лежит одна технология.
Конструкция и принцип работы прессового оборудования
Конструкцию любого оборудования для штамповки составляют следующие элементы:
- приводной электродвигатель;
- механизм передачи движения;
- исполнительный механизм.
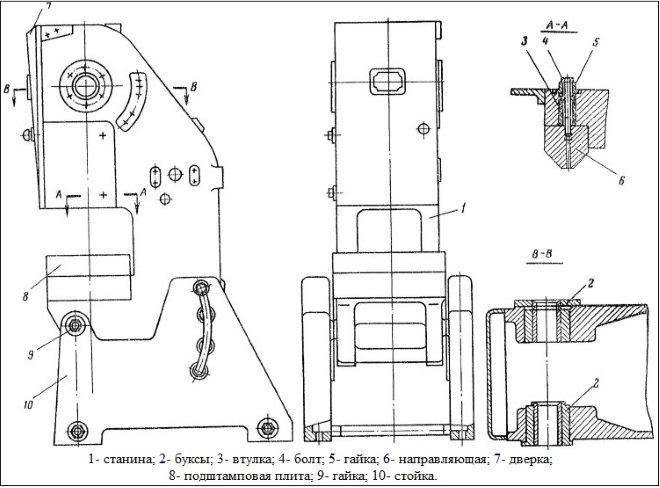
Основные части механического кривошипного пресса
В зависимости от того, каким образом приводной двигатель пресса связан с его исполнительным механизмом, выделяют станки со связью:
- механической;
- немеханической, осуществляемой за счет жидкости, газа или пара.
В качестве исполнительного механизма, которым оснащается оборудование для выполнения штамповки, могут выступать траверсы, ползун, валки, ролики и бабы.
Прессы кривошипно-шатунного типа
Основным конструктивным элементом данных прессов является кривошипно-шатунный механизм, который преобразует вращательное движение, получаемое им от привода, в возвратно-поступательное движение ползуна. Исполнительный механизм, которым оснащается пресс штамповочный данного типа, связан непосредственно с ползуном, способным развивать усилие до 100 тонн. Движение ползуна в таких прессах осуществляется с одной и той же периодичностью.
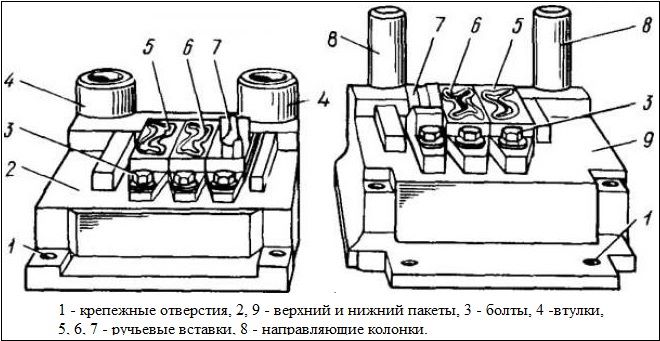
Сборный штамп кривошипного пресса
Прессы кривошипно-шатунного типа могут относиться к оборудованию простого типа, двойного или тройного действия. Используя такие станки, можно выполнять следующие технологические операции:
- штамповку с использованием матриц открытого и закрытого типа;
- резку листового металла;
- прошивку;
- формирование готового изделия методом выдавливания;
- комбинированную обработку.
В тех случаях, когда для формовки готового изделия из металлической заготовки требуется более мощное оборудование, применяются станки гидравлического типа.

Кривошипно-шатунный пресс-автомат ESSA
Гидравлические прессы
Используя гидравлический пресс, можно прессовать как более габаритные, так и более толстостенные детали из металла. Такое оборудование для листовой штамповки, объемной штамповки, ковки, гибки и других технологических операций в зависимости от конкретной модели может развивать усилия от 150 до 2000 тонн и даже более.
Основными конструктивными элементами, которыми оснащен любой гидравлический пресс, являются два цилиндра разного диаметра, которые наполнены рабочей жидкостью и сообщаются между собой. В каждом из таких гидравлических цилиндров установлен поршень, создающий давление рабочей жидкости или перемещающийся под его воздействием. Именно перемещением поршней в гидравлических цилиндрах обеспечивается движение исполнительного механизма оборудования. Величина усилия, которое может создавать такой штамповочный пресс, определяется разницей диаметров его гидроцилиндров.
Прессы радиально-ковочного типа
Радиально-ковочный станок – это формовочный пресс, на котором предварительно нагретые болванки из металла превращают в готовые изделия цилиндрической конфигурации. Конструкцию прессов данного типа составляют:
- индукционная печь, в которой происходит предварительный нагрев заготовки;
- конвейер для подачи заготовки в зону обработки;
- захватные механизмы, при помощи которых обрабатываемая деталь из металла, постоянно вращаясь, проходит через зону ковки;
- червячная передача, соединенная с электродвигателем и отвечающая за работу захватных механизмов;
- четыре вала с эксцентриковыми буксами, передающими движение шатуну с бойком, между которыми зафиксирован ползун (сами валы посредством клиноременной передачи получают вращение от приводного электродвигателя);
- копирные барабаны, отвечающие за синхронное сближение бойков и последующее движение заготовки;
- пружинная муфта, обеспечивающая торможение детали в момент ее обработки бойками.

Радиально-ковочная машина используется для получения квадратных или круглых поковок, близких к профилю готовых изделий
Прессы электромагнитного типа
Это новый вид прессовального оборудования. Принцип его действия основан на свойствах сердечника, помещенного в проволочную катушку, через которую проходит электрический ток, и совершающего перемещения под воздействием электромагнитного поля. Сердечник электромагнита таких прессов воздействует на исполнительный механизм станка, направляя его к обрабатываемой заготовке из металла.

Трехпозиционный электромагнитный пресс для установки фурнитуры
Отличительными характеристиками электромагнитных прессов являются высокая производительность выполняемой обработки и экономичность использования.
А в заключение предлагаем посмотреть небольшое видео, демонстрирующее работу координатно-вырубного пресса.
Технология штамповки деталей из листового металла. Оборудование
Изготовление деталей с помощью штамповки занимает ведущее место в технологии обработки металлов давлением и используется в разных отраслях промышленности.
Особое значение имеет штамповка металлических изделий из листового проката. В ее основе лежит пластическое деформирование металла без его нагрева с помощью специальных штампов. Такой способ пластической деформации деталей широко применяется для изготовления деталей разных размеров и сложных форм с большой точностью, что невозможно осуществить с помощью других способов обработки.
Они используются для сборки крупногабаритных изделий машиностроительной отрасли, в автомобилестроении и судостроении, а также в приборостроительной сфере и быту, где часто требуются различные миниатюрные детали.
Технология штамповки деталей из металлических листов и ее виды
Штамповкой называют процесс придания деталям нужной формы и получение определенного документами размера путем механического воздействия на них с помощью давления. Основное направление штамповки – это производство деталей из заготовок, в качестве которых используется листовой прокат. Под действием сдавливающего усилия заготовка подвергается деформации и приобретает нужную конфигурацию.

Различают штамповку, выполненную горячим способом с нагревом заготовки и холодным способом без ее предварительного нагрева. Штамповка деталей из листового металла осуществляется без их предварительного нагрева.
Деформацию давлением с нагревом заготовки используют при изготовлении деталей из металла, не обладающего достаточной пластичностью, и в основном применяют при производстве небольших партий объемных изделий из металлического листа, имеющего толщину в пределах 5 миллиметров.
Технологический процесс горячей штамповки металла во многом совпадает с последовательностью операций холодной обработки заготовок. Отличие состоит в предварительном нагреве исходных заготовок в печах до температуры, обеспечивающей пластичность металла. При этом учитывается степень коробления детали при остывании, а также ее утяжка при деформационной обработке, влияющая на ее размер. Чтобы исключить отклонения от требуемых размеров для деталей, полученных горячей штамповкой, делают большие допуски.
При производстве штампованных деталей из листового металла в основном используют метод холодной штамповки.
Холодная штамповка листового металла
Технология холодной деформации листового проката с помощью штампов подразумевает изменение формы и размеров изделия с сохранением их первоначальной толщины.
В качестве материала для получения штампованных изделий холодным способом используют полосы, листы или тонкую ленту в основном из низкоуглеродистых и легированных пластичных сталей, а также медных, латунных (содержащих свыше 60% меди), алюминиевых, магниевых, титановых и других пластичных сплавов. Применение для штамповки сплавов, обладающих хорошей пластичностью, связано с тем, что они легко поддаются деформационному изменению.

Для осуществления холодной штамповки листового металла используют различные операции, которые зависят от поставленной задачи достижения определенной формы заготовки. Их подразделяют на разделительные и формоизменяющие воздействия.
1. При разделительных деформациях материал заготовки частично отделяют по заданному контуру. Отделение осуществляется путем сдвига части металла по отношению к основной заготовке. Такими операциями являются резка, вырубка, пробивка и другие.
Рассмотрим, как осуществляются некоторые операции разделительного характера.
Резка
При проведении резки от детали отделяется определенная часть путем ее разрезания по фигурной или прямой линии. Такая разделительная операция выполняется с помощью пресса, выполненного в виде ножниц разной конструкции.
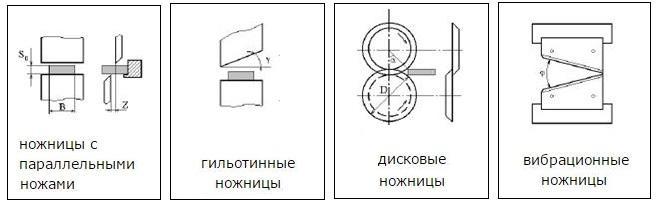
Такая операция предназначена в основном для подготовки заготовки к другим способам обработки.
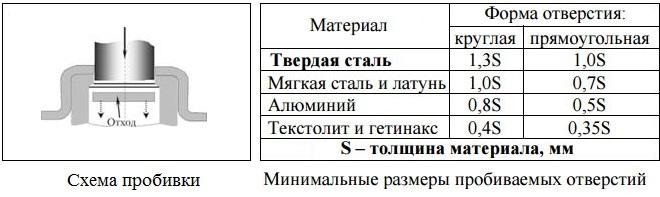
Пробивка
Операцию, называемой пробивкой, используют для создания в заготовке отверстия разной формы. Часть металла при пробивке из заготовки удаляется совсем, и ее вес уменьшается.
На рисунке показана схема процесса пробивки.
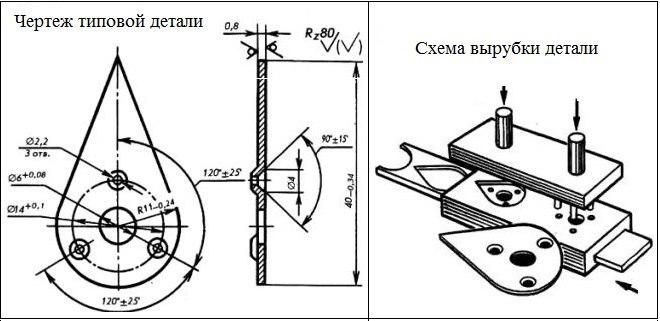
Вырубка
С помощью процесса вырубки металлической детали придают готовый вид изделия, имеющего замкнутый контур.
На рисунке показана схема изготовления детали с помощью вырубки.
2. Формообразующие деформации включают изменение формы и размеров изделия при перемещении его отдельных областей, не приводящем к его общему разрушению. К ним относят вытяжку, гибку, рельефную формовку, скручивание, обжим и другие операции.
Рассмотрим некоторые виды операций, не приводящие к физическому разрушению формы.
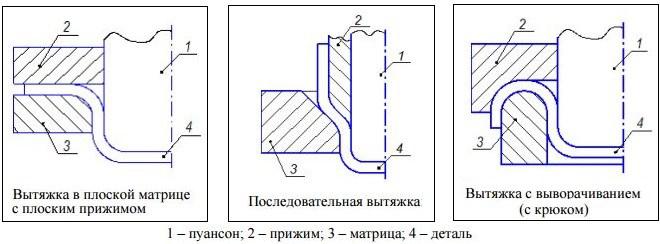
Вытяжка
С помощью вытяжки из листовых плоских заготовок получают полые объемные изделия. Например, таким способом изготавливают детали, имеющие форму полусферы, цилиндра, конуса, куба и других видов. На рисунке показаны разные варианты выполнения вытяжки.
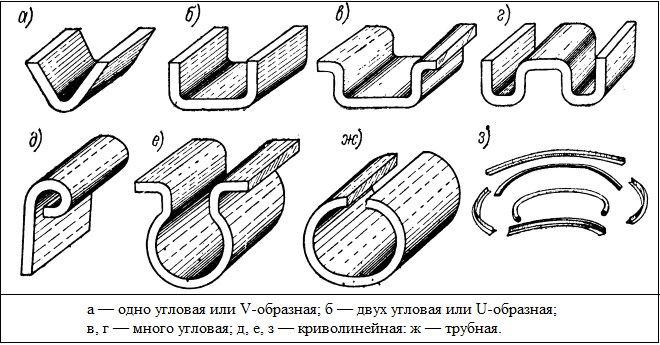
Гибка
С помощью операции гибки листовому изделию придается заданная форма его изгиба. В зависимости от вида гибки такая операция дает возможность получать изогнутые изделия разной конфигурации. Некоторые из них показаны на рисунке.
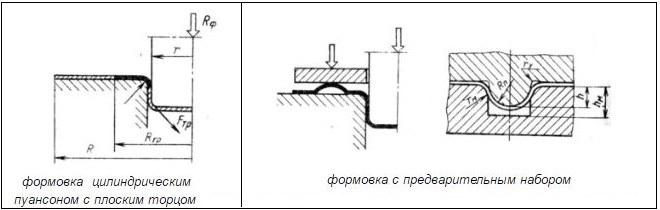
Рельефная формовка
Этот вид операции подразумевает видоизменение локальных частей изделия, его внешняя конфигурация остается без изменения. На рисунке изображена схемы некоторых операций формовки:
Возможно также применение комбинированных операций, включающих разделение и формообразование одной детали.
Технологический процесс проведения холодной штамповки состоит из этапов, которые связаны с характером деформационной операции и зависят от вида используемого штампового оборудования.
Разработка техпроцесса проводится в следующей последовательности:
- Обозначается структура основных операций, включающая их характер, количество и последовательность выполнения.
- Выполняется расчет первоначальных, промежуточных и готовых размеров детали, а также необходимых деформационных усилий для достижения нужного результата.
- Проводится документальное оформление технологического процесса.
В техпроцесс могут быть внесены дополнительные операции, с помощью которых заготовка приводится к виду, удобному для обработки. К ним относятся очистка, правка листов, нанесение смазки и другие операции.
Штамповочный пресс для металла
Все операции холодной штамповки можно осуществлять при наличии специального оборудования, главным из которых является штамповочный пресс. Его устройство может быть на основе механики, либо с использованием гидравлики.

К механическим видам относят:
- эксцентриковые прессы;
- прессы с использованием кривошипно-шатунного механизма.
Для осуществления операций пробивки, вырубки и вытяжка используется штамповочный пресс кривошипного типа.
Устройство и принцип работы пресса кривошипного типа
Любой пресс, предназначенный для штамповки изделий, включает основные узлы, к которым относится: механизм, приводящий его в действие и устройство, осуществляющее непосредственную штамповку.
Действующий механизм – это кривошипный вал, который приводится в движение с помощью электропривода. Для этого электродвигатель при вращении маховика передает вращение кривошипному механизму с помощью зубчатой передачи.
Совершая возвратно-поступательные действия, ползун кривошипа приводит в работу штамповое устройство, которое с усилием давления осуществляет пластическую деформацию.
Основные детали такого пресса выполнены из высокопрочных сталей и дополнительно укреплены с целью придания необходимой жесткости.
Устройство гидравлического пресса
Штамповочный пресс для металла гидравлического типа применяется для создания объемных форм с помощью продавливания металла.
Принцип действия такого механизма основан на давлении жидкости, помещенной в двух резервуарах, которые снабжены поршнями. Резервуары соединены трубопроводом. В результате давления в жидкости, возникающего в момент ее нагнетания в цилиндр из другого резервуара, оно передается на ползун и приводит его в движение. При перемещении ползун с большим усилием продавливает заготовку.
Изготовление штампов для холодной штамповки металла
Рабочим устройством любого прессового станка является сам штамп. Он включает две рабочие части, называемые матрицей и пуансоном. В процессе работы подвижной является только верхняя деталь штампа – пуансон, закрепленный на ползуне. Матрица расположена снизу и остается неподвижной.
Деформирование листа осуществляется во время прижимания пуансона к матрице с расположенной на ней заготовкой.
Разработке чертежей и изготовлению штампов для пресса предъявляются повышенные требования, т. к. от их точности зависит правильность формирования изделия.
Выполняются такие работы поэтапно в следующей последовательности:
- составляется эскиз штампа;
- с помощью компьютерной схемы штампа, составленной по специальной программе, проводится проверка рационального раскроя материала;
- при необходимости эскиз корректируется, и уточняются размеры штампа;
- обозначаются места расположения отверстий и их размеры, которые затем будут нанесены на поверхность штампа;
- после окончательного согласования чертежей приступают к изготовлению самого штампа.
Современные станки для штамповки изделий оснащены штампами, изготовленными с большой точностью при помощи компьютерных технологических программ.