

Окалина на металле фото
Железная окалина
На поверхности изделий, получаемых путем горячей прокатки, присутствует железная окалина. Ее возникновение обусловлено особенностями данного производственного процесса. Окалина значительно сокращает коррозионную стойкость материала и усложняет последующую обработку, поэтому необходимо полное ее удаление.

Процесс образования
Рассматриваемое покрытие представлено продуктом окисления металла. Его формирование связано с высокими температурами и происходит при обработке металла температурой либо давлением. Прокат в любом случае покрыт окисным слоем. Он образуется на открытом воздухе в сухих условиях в виде пленок. Изначально они невидимы даже под микроскопом. Под термическим воздействием толщина окисного слоя возрастает до видимых размеров. Железной окалиной называют толстое покрытие, формирующееся при термическом воздействии в условиях открытого воздуха.
Состав формирующих его окисных соединений и структура определяется многими факторами: маркой стали, температурой, условиями среды, режимом термообработки, наличием и количеством окислителей.
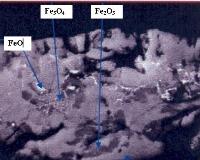
Они представлены гематитом, магнетитом, вюститом. Первые два оксида железа характеризуются большой плотностью и соединены промежуточной структурой. Вюстит наоборот представлен пористым соединением. От названных выше оксидов он отличается большей диффузинной проницаемостью. Вюстит имеет с ними непрочную связь.

Структура железной оксидной пленки определяется окружающими условиями и температурой. Так, в кислородосодержащей среде при нагреве более 570 °C и быстром охлаждении формируется трехслойное покрытие. Внешний слой представлен гематитом, следующий – магнетитом и внутренний – вюститом. Как было отмечено, первые два имеют кристаллическую структуру и прочно взаимосвязаны. Внутренний слой пористой структуры непрочно контактирует с ними. Это обуславливает малое электросопротивление железной оксидной пленки и легкое ее отслаивание.
Для образования трехслойной окалины на металле необходимо соблюдение трех названных условий: высокой концентрации кислорода, температуры в 570 °C, быстрого ее снижения. Иначе формируется двух- или однослойная железная окалина.
Так, при меньшем нагреве слой вюстита получается тонким. В случае формирования железной окалины при высокой концентрации пара либо окислов углерода при малом количестве кислорода и температурах более 1000 °C гематит восстанавливается, вследствие чего отсутствует в составе. Таким образом, соотношение слоев напрямую определяется температурой. Так, при 700 °C толщина вюстита составляет 100 мкм, в то время как для магнетита и гематита – 10 и 1 мкм соответственно. Другими словами, состав железной окалины в значительной степени зависит от температуры. Так, при 700-900 °C она представлена почти на 90% вюститом, примерно на 10% магнетитом и менее чем на 1% гематитом. При большем нагреве и избытке кислорода происходит замещение вюстита гематитом.
В любом случае формирование слоев железной окалины происходит последовательно в соответствии с их расположением. При охлаждении вюстит утрачивает устойчивость и распадается до железа и гематита. Ввиду этого пленка обретает гематит-магнетитовый состав. При восстановлении гематит и магнетит переходят в железо и воду. Следовательно, в результате получается прокатная окалина, состоящая из железа.

Выше приведены основные закономерности и факторы возникновения железной окалины. В промышленных условиях процесс ее образования весьма сложен и может происходить неоднократно.
Методы удаления
Удаление окалины осуществляют тремя способами. Механический метод включает следующие варианты: пропускание материала через ряд роликов, обработку дробью и прочими абразивными материалами. Первая технология основана на деформации металла скручиванием, изгибом, растяжением. Такой способ позволяет убрать большую часть окалины. Его считают черновой обработкой, и после очищают материал дополнительно. Во втором случае осуществляют механическое воздействие на железную окалину металлической дробью, песком и прочими абразивными материалами. Наконец, существуют механизированные технологии, связанные с применением микрорезцовых инструментов, проволочных щеток, наждачных лент и т. д.
Химические методы подразумевают обработку деталей в кислотах, солях, щелочах, называемую травлением. При этом большое значение имеет растворимость составляющих железную окалину соединений в кислотах. Так, вюстит легко подвержен ему, в отличие от магнетита. Гематит считают нерастворимым. Травление дифференцируют на химическое и электрохимическое. Далее рассмотрены некоторые варианты.
Травление серной кислотой связано с образованием водорода и проникновением его в металл, что ведет к водородной хрупкости, снижающей механические параметры и затрудняющей последующую обработку материала. Поэтому с целью сокращения наводораживания приходится долго выдерживать металл по завершении травления либо нагревать при сушке. К тому же во избежание разрушения металла кислотой после растворения железной окалины используют ингибиторы. Нужно отметить, что в нагретом растворе сталь разрушается быстрее.
Травление соляной кислотой идет по тем же закономерностям. Однако, в отличие от серной, для этого не требуется нагрев. Напротив, при температуре более 40°C выделяются хлороводородные соединения. В процессе травления формируются хлористые соли железа. В целом обработка соляной кислотой, в сравнении с серной, обеспечивает лучшую очистку при меньшем наводораживании стали.


Электрохимический способ существенно повышает скорость очистки металла от окалины и сокращает водородную хрупкость, а также расход раствора. Его дифференцируют на анодный, катодный и смешанный варианты.
Выбор способа очистки определяется многими факторами, среди которых состав изделия, целевые параметры, последующая обработка и т. д.
MetalloPraktik.ru
Технология производства металлопроката | Опыт. Исследования. Результаты.

Механизм образования железной окалины на поверхности стали
 Железная окалина представляет собой продукт окисления металла. Образование железной окалины связанно с процессами термической обработки или обработки металла давлением при высоких температурах..
Железная окалина представляет собой продукт окисления металла. Образование железной окалины связанно с процессами термической обработки или обработки металла давлением при высоких температурах..
На поверхности стального проката всегда присутствует окисный слой. Состав и структура окисных соединений будет зависеть от марки стали, состава окружающей среды, температуры, режима термообработки, наличия и количества окислителей, например кислорода и ряда других факторов.
В сухой воздушной среде при низких температурах возникают очень тонкие окисные пленки, которые невозможно увидеть даже при увеличении поверхности металла под микроскопом. При увеличении температуры толщина окисного слоя увеличивается, и получаются хорошо различимые окисные слои.
При производстве проката поверхность металла часто подвергается высокотемпературному воздействию в присутствии кислорода воздуха, что приводит к образованию толстого многослойного окисного слоя, называемого окалиной.
При окислении образуются разные оксиды железа, такие как FeO (вюстит), Fe 3 O 4 (магнетит), Fe 2 O 3 (гематит). Гематит и магнетит являются весьма плотными структурами и прочно соединены друг с другом через промежуточную структуру – Fe 2 O 3 . Слой вюстита является относительно пористым, его соединения как с металлом, так и с магнетитом непрочны. Диффузионная проницаемость магнетита и гематита по сравнению с вюститом незначительна. Все это предопределяется их лучшее защитное действие против окисления. Структура оксидной пленки зависит от температуры и от состава оксидирующей атмосферы. В кислородсодержащей атмосфере при температуре выше 570 о С оксидная пленка состоит из трех слоев. Наружный слой – Fe 2 O 3 прочно связан со средним, имеющим состав и кристаллическую структуру магнетита. Внутренний слой – вюстит, характеризуется повышенной рыхлостью и пористостью. Контакт внутреннего и среднего слоев непрочный. Поэтому, оксидная пленка легко отслаивается и имеет малое электросопротивление. При температуре ниже 570 о С закисная фаза становится неустойчивой и распадается по реакции:
Поэтому, в данном случае оксидная пленка, практически состоит из магнетита и гематита.
Восстановление полученной оксидной пленки происходит по реакциям:
Восстановленный слой состоит из практически чистого железа.
Зависимость скорости превращения окислов от температуры представлена на рисунке 1.
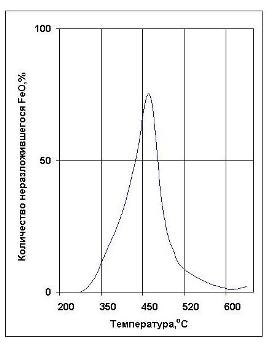
Рисунок 1- Зависимость скорости превращения окислов от температуры
Строение окалины на поверхности проката в основном соответствует правилу последовательности превращений. Сначала к металлу примыкает вюстит, затем магнетит, и затем внешний слой — гематит. Вюстит легко растворим в минеральных кислотах, в отличие от магнетита и гематита. Магнетит в меньшей степени растворяется в кислотах. Гематит же считается нерастворимым соединением.
Трехслойное образование железной окалины получается только при температуре свыше 570 о С и при высоком содержании кислорода, а также при быстром охлаждении. В других условиях образуется двухслойная или однослойная железная окалина. Если окисление железа проходит при температуре меньше 570 о С, то слой вюстита образуется в виде очень тонкой пленки под слоем окалины, которая состоит из магнетита и гематита. Чем ниже температура, тем тоньше слой вюстита. Если процесс окисления происходит при температуре 700 о С, то толщина слоя вюстита будет 100 мкм, слоя магнетита 10 мкм, а гематита — 1 мкм. Если окалина образуется при низком содержании кислорода и высоком содержании водяного пара или окислов углерода, особенно при температуре свыше 1000 о С, то в составе окалины не обнаруживают гематита, так как он восстанавливается.
Окалина железа , образующаяся на поверхности проката представляет собой смесь различных фаз, причем состав окалины и ее структура будут определяться режимом тепловой обработки металла. Обычно образуется трехслойная окалина железа, при этом доля каждого окисного соединения в окалине будет зависеть от температуры окисления. При температуре 700-900 о С окалина железа состоит из 10% магнетита и 90% вюстита, а при увеличении температуры свыше 900 о С и при появлении избытка кислорода вместо вюстита начинает возникать слой гематита.
Структура железной окалины, получающейся в промышленных условиях всегда более сложная. Это связанно с влиянием различных легирующих элементов, находящихся в стали, неравномерностью состава стали и особенностями производства металла.
Например, условия, определяющие образование прокатной окалины на горячекатаном прокате, зависят также и от режима работы стана горячей прокатки. Перед чистовой группой клетей окалина удаляется водой. Но, при прохождении металла через чистовую группу клетей, и в процессе охлаждения металла, прокатная окалина образуется вновь. И, в зависимости от условий прохождения металла, существует несколько различных типов окалины на горячекатаном металле.
Окалина


Содержание
Окалина — это смесь оксидов, образующихся прямым действием кислорода при накаливании на воздухе металлов. Обычно термин применяется к оксидам не всех металлов, а только железа и меди.
Железная окалина представляет собой смесь оксидов Fe3O4, FeO и Fe2O3, и состоит из двух слоев, легко отделяемых друг от друга. Внутренний слой пористый, черно-серого цвета, наружный плотный и с красноватым оттенком, оба слоя хрупки и обладают ферромагнитными свойствами. Состав железной окалины непостоянен и зависит от условий получения: при продолжительном накаливании на воздухе она постепенно переходит в Fe2O3, а последняя в белокалильном жару теряет часть кислорода, переходя в FeO. Обычно железная окалина состоит из 64-73% FeO и 36-27% Fe2O3, наружный слой содержит больше Fe2O3 – от 32 до 37%, а самый внешний слой даже до 53%. На поверхности легированных сталей образуются сложные оксиды (NiO·Fe2O3, FeO·Cr2О3 и др.). При толщине до 40 нм слой окалины прозрачный, при толщине от 40 до 500 нм — окрашен в тот или иной цвет побежалости, при толщине свыше 500 нм окалина имеет постоянную окраску, зависящую от химического состава.
Медная окалина, представляющая собой хрупкую, черно-серого цвета массу, состоит из оксидов меди Cu2O (около 75 %) CuO (около 25 %). Так же как у железной окалины, состав её непостоянен и может колебаться в зависимость от температуры и избытка кислорода при получении. Во внутренних слоях преобладает Cu2O, в наружных — CuO. При красном калении и при достаточном количестве кислорода Cu2O окисляется до CuO, поэтому в этих условиях медная окалина будет состоять главным образом из CuO, а при температурах выше 1100 °С, вследствие разложения CuO на Cu2O и кислород, в медной окалине будет преобладать Cu2O.
Применение
- Окалина содержит до 75 % металла и является ценным сырьём в металлургическом производстве.
- Медная окалина используется при очистке медных сплавов от алюминия.
- Преднамеренное покрытие стальных и чугунных изделий тонким слоем (1-10 мкм) железной окалины — воронение — применяется в декоративных целях.
На больших металлургических предприятиях железная окалина является многотоннажным побочным продуктом. Содержит до 75% железа. Её состав стандартизован (например «Окалина прокатного производства ГОСТ 27А 2787-75») и продаётся по цене
Окалина. Виды и строение
Автор: Пользователь скрыл имя, 24 Августа 2011 в 13:59, курсовая работа
Описание работы
В металлургической промышленности окалина, образующаяся на поверхности горячего металла создает довольно серьезные проблемы. Она образуется на литых заготовках, а также в процессе прокатки, в результате взаимодействия при нагреве поверхности продукции с окружающей средой (в основном кислород из воздуха). Окалина по своим физическим свойствам отличается от основного металла, и поэтому она затрудняет дальнейшую обработку изделия, а также снижает его качества и устойчивость при использовании готовой продукции.
Содержание
1. Теоретическая часть
1.1 Общие сведения об окалине
1.2 Агрегат гидравлического удаления окалины
1.2.1 Общее описание агрегата
1.2.2 Описание работы агрегата гидросбива окалины
2. Расчетная часть
2.1 Определение геометрических размеров коллектора
Работа содержит 1 файл
Окалин_ Виды.Строение.doc
1. Теоретическая часть
1.1 Общие сведения об окалине
1.2 Агрегат гидравлического удаления окалины
1.2.1 Общее описание агрегата
1.2.2 Описание работы агрегата гидросбива окалины
2. Расчетная часть
2.1 Определение геометрических размеров коллектора
В современных экономических условиях возросшей конкуренции на рынке металлопродукции решающим фактором является качество проката. Одним из направлений, обеспечивающим выпуск качественной прокатной продукции, является эффективное удаление окалины с поверхности заготовок и готового проката при прокатке.
В металлургической промышленности окалина, образующаяся на поверхности горячего металла создает довольно серьезные проблемы. Она образуется на литых заготовках, а также в процессе прокатки, в результате взаимодействия при нагреве поверхности продукции с окружающей средой (в основном кислород из воздуха). Окалина по своим физическим свойствам отличается от основного металла, и поэтому она затрудняет дальнейшую обработку изделия, а также снижает его качества и устойчивость при использовании готовой продукции. Например, при прокатки листовой продукции на станах горячей прокатки листа при наличии участков с не удаленной окалины, окалина вкатывается в лист, и лист уже не получается требуемой формы и качества, т. е. образуется больше брака, что снижает эффективность прокатного стана.
На сегодняшний день известно большое количество способов удаления окалины с помощью струй жидкости, подаваемых на поверхность проката под давлением, и конструкций устройств для их осуществления. Но эти методы обладают довольно серьезными недостатками, так как удаление окалины при помощи воды ведется по усредненным параметрам окалины, что приводит к образованию участков с не удаленной окалиной и переохлажденных участков.
В связи с этим особую актуальность в настоящее время несут исследования и разработки новых методов удаления окалины, которые позволят уменьшить площади участков с не удаленной окалиной и переохлажденных участков.
1.1 Общие сведения об окалине
Окалина представляет собой продукт окисления железа. В зависимости от марки стали, в ней содержится незначительное количество окислов других элементов. Согласно исследованиям, в окалине содержится от 55 до 80% FeO и от 20 до 50% Fe2O3, что соответствует содержанию 66-69% чистого железа в окалине [1]. В сталях, легированных хромом, окалина содержит до 1% Cr2О3, а в сталях, легированных небольшим количеством никеля, окалина содержит от нескольких сотых до нескольких десятых процента NiO. Соотношение между количествами этих окислов в окалине может быть различно в зависимости от условий, при которых происходит окисление металла.
Окисление стали происходит при двух одновременно протекающих процессах: диффузии кислорода от поверхности к внутренним слоям металла и встречной диффузии металла через слой окалины на ее наружную поверхность.
В нагреваемой стали, железо растворяется в окалине и диффундирует наружу. Скорость диффузии железа обычно превышает скорость диффузии кислорода, поэтому между окалиной и металлом нет сплошного контакта, а в слое окалины, прилегающем к металлу и состоящем из FeO, образуются поры.
Наличие окалины на поверхности прокатываемого материала имеет негативное влияние, которое проявляется в следующих фактах. Наличие окалины на заготовке при недостаточно эффективном ее удалении ведет к ее развальцовке и получению после прокатки проката с поверхностными дефектами, что снижает качество (сорт и внешний вид) поверхности конечного изделия. А ее удаление вызывает значительные дополнительные затраты труда и повышает себестоимость продукции. Окалина, развальцованная во внутренней структуре готового проката, снижает его механические свойства. Вторичная окалина обладает значительно большей твердостью и прочностью, чем материал прокатных валков, что приводит к их абразивному изнашиванию и снижению долговечности прокатного оборудования. Кроме того, наличие развальцованной на поверхности проката окалины ухудшает условия для последующих технологических операций, таких как лакировка, оцинковка или др. покрытие.
Возникновение окалины на поверхности прокатываемого материала (заготовок, полуфабрикатов, готового проката) происходит в течение всего производственного процесса. По месту образования в технологическом процессе различают первичную и вторичную окалину[1]. Первичная (или печная) окалина возникает на поверхности заготовки при ее нагреве в печи. Характер и количество образуемой окалины зависит от типа печной атмосферы, температуры и длительности нагрева заготовки. Вторичная окалина возникает при задержках между технологическими операциями. Ее характер и количество зависит от качества материала, температуры и длительности задержки между технологическими операциями. Следует отметить, что особенно вредна первичная окалина, полученная при нагревании заготовок в окислительной атмосфере.
При нагреве металла необходимо стремиться к тому, чтобы первичная окалина как можно меньше прилипала к основному металлу для обеспечения наиболее легкого ее удаления с металла, что достигается соответствующими режимами нагрева.
Окалина углеродистой стали держится на поверхности непрочно, и лучше всего очищается при нагреве в окислительной атмосфере с содержанием кислорода 5-10%. Она легко отделяется при ударах, которые получают слитки при выдаче их из колодцев или печей и при укладке на рольганги.
Гораздо сложнее удалить окалину с малоуглеродистых легированных сталей типа 12ХНЗА, на поверхности которых она наиболее прочна.
Некоторые сорта нержавеющей стали хорошо очищаются только при нагреве в слегка окисленной печной атмосфере и плохо при нагреве в восстановительной или нейтральной. Но в то же время существуют сорта нержавеющей стали, хорошо очищающиеся при нагреве в восстановительной или нейтральной атмосферах.
На рисунке 1 изображено строение слоев окалины. Как видно из этого рисунка, наиболее прочно связан с металлической поверхностью третий слой из так называемой липкой окалины.
Рисунок 1 – Строение слоев окалины
При работе печей в окислительном режиме образуется толстая и сухая окалина, которая легко удаляется с поверхности при охлаждении слоя струей воды за счет различной усадки окалины и основного металла [3]. На высоколегированных и низкоуглеродистых сталях возникает тонкая и прочная клейкая окалина, при которой не действует эффект неодинаковой усадки [3]. Такая окалина удаляется путем ее дробления и последующего смыва.
Если первые два слоя окалины (равно как и окалина с обычной углеродистой стали) удаляется с заготовки при воздействии на нее энергии 17 кДж/м2, то липкая окалина удаляется при значении этой энергии в 42 кДж/м2 [2]. Это согласуется с мнением авторов [3] о том, что для удаления окалины легированной стали, требуется большая сила удара, чем для окалины углеродистой стали.
Таким, образом, для более эффективного удаления окалины следует учитывать ее различия и соответственно, при нагреве заготовок следует стремиться к получению более толстого слоя окалины, который легче отделить, а вторичную окалину необходимо удалять в тот момент, когда она минимально прилипает к металлу в измельченном состоянии.
1.2 Агрегат гидравлического удаления окалины
1.2.1 Общее описание агрегата
Образование окалины при нагреве заготовок и ее последующее удаление являются важными проблемами в общем, комплексе технологических вопросов производства колес. Угар металла при нагреве должен быть минимальным, и образующаяся окалина должна легко отделяться от поверхности заготовки. Такая постановка задачи имеет известную сложность, так как нередко попытки снизить угар металла путем мало окислительного нагрева приводят к значительному увеличению бракованных колес по запрессованной окалине.
Рис. 9 Камера устройства для гидросбива окалины с колесной заготовки
В колесопрокатном цехе успешно используют гидросбив окалины водой высокого давления (18— 20 МН/м2), поступающей на торец заготовки, когда она при транспортировании по рольгангу от нагревательных печей к прессо-прокатному участку проходит через специальную камеру гидросбива окалины. Камера (рис. 9) представляет собой сварной кожух 5, установленный над роликами рольганга 3, в передней и задней стенках которого сделаны проемы для прохода заготовки б.
Проемы перекрыты цепными занавесами 2. Внутри камеры над и под рольгангом установлено по два коллектора 1 и 4 со специальными соплами, развернутыми под углом к торцам заготовки. Положение верхнего коллектора относительно торца заготовки меняется при настройке камеры. Конструкция сопел (рис. 10) и их расположение были отработаны в процессе освоения установки. Указанная конструкция сопла обеспечивает достаточную жесткость струи, угол раскрытия ее, а также уменьшает до минимума возможность засорения отверстий окалиной и другими взвесями. Расстояние от сопла до заготовки составляет 275 мм, расход воды через каждое сопло 2,5 л/с. На каждом из коллекторов имеются вверху по 13 и внизу по 11 сопел. Щель каждого сопла при настройке выставляют под углом 5—7 град к оси коллектора. Коллекторы включаются последовательно, по мере продвижения заготовки через камеру продолжительность передвижения заготовки в камере находится в пределах 5 с, что обеспечивает эффективное удаление окалины без заметных потерь тепла заготовки. Вода подается и отключается автоматически.
Время прохождения заготовки через камеру регулируется за счет изменения скорости вращения роликов секции рольганга.
Рис. 10 Сопло устройства для гидросбива окалины
1.2.2 Описание работы агрегата гидросбива окалины
Управление работой устройства для гидросбива окалины осуществляется при помощи электрогидромеханической системы управления (рис. 11). Как только заготовка полностью подана рольгангом в кожух камеры гидросбива, засвечивается фотореле (на рисунке не показано) и вторичный прибор реле подает напряжение на катушку 7 пиевмораспределителя 6 пневмоцилиндра 5. Последний, перемещаясь вверх, переключает клапаны гидрораспределителя 3 так, что полость а клапана 2 сообщается со сливной магистралью. При этом под давлением жидкости, поданной из насосно-аккумуляторной станции, плунжер 1 клапана поднимается и жидкость высокого давления поступает к соплам 4 устройства для гидросбива окалины. Как только заготовка пройдет зону действия фотореле, катушка 7 обесточивается. Клапаны пневмораспределителя 6 занимают исходное положение и пневмоцилиндр 5, перемещаясь вниз, переключает клапаны гидрораспределителя 3 так, чтобы в полость а было подано давление из насосно-аккумуляторной станции. При этом вследствие некоторой разности давлений в полости а и под плунжером последний закрывается, и подача воды к соплам прекращается. В таком положении система остается до подачи очередной заготовки, затем цикл повторяется.
Рис. 11 Гидравлическая схема управления запорным клапаном устройства гидросбива окалины с колесной заготовки.
2. Расчетная часть
2.1 Определение геометрических размеров коллектора.
При разработке конструкции устройства для гидравлического удаления окалины необходимо учитывать важные факторы: характеристики распыления; параметры удельного давления; конструктивные параметры оптимального расположения устройств гидросбива; особенности окалины и др. Игнорирование указанных факторов приводит к значительному снижению качества очистки поверхности проката от окалины, которое выражается в виде появления на поверхности проката участков с неудаленной окалиной, переохлажденных участков, а также к перерасходу жидкости, используемой для очистки.
В настоящее время отсутствуют четкие методики расчета основных параметров устройств для удаления окалины с помощью струй жидкости, а фирмы-производители и эксплуатационный персонал основываются на опытных данных и эмпирических зависимостях, что тоже снижает качество очистки поверхности проката от окалины.

