

Оборудование для холодной штамповки листового металла
Листовая штамповка
Люди издревле делали из металла тонкостенные изделия, сосуды и украшения. Они изготавливались из листа металла методом чеканки-придания формы холодному или разогретому листу пластичного металла путем обстукивания его молотком вокруг деревянной модели будущего изделия. Швы запаивались или чеканились. Такой обработке подвергалась чаще всего медь, реже серебро или золото. Полученные таким образом изделия ценились чрезвычайно высоко, поскольку все операции были ручными и на изготовление одного кувшина у мастера уходил не один день.

Пытливый человеческий ум искал пути ускорить и удешевить производство до середины 19 века, когда появился такой мощный источник энергии, как пар. С тех пор технология производства тонкостенных изделий из металлического листа путем деформации его под давлением, или листовая штамповка, существенно усовершенствовалась. Сегодня этим методом производят миллиарды различных деталей — от частей телефонов до корпусов автомобилей.
Холодная листовая штамповка — гарантия получения высокоточных деталей
Листовая штамповка из листа при комнатной температуре называется холодной штамповкой. Ее применяют при малых толщинах листа и в случае пластичных сплавов. Если же штампуют из толстого листа (от 5 мм) или из сплавов с малой текучестью, то для повышения пластичности лист заготовки нагревают.
Листовая штамповка гарантирует получение большого количества абсолютно идентичных по форме и размерам деталей с высокой точностью.
Холодная объемная штамповка позволяет получать высокоточные тонкостенные детали практически любой формы при себестоимости существенно ниже, чем в случае использования литья или механической обработке. Намного выше получается и коэффициент использования металла. Кроме того, холодная объемная штамповка гарантирует не только прочность, но и однородность свойств материала детали, что особенно важно в ответственных конструкциях.
Как объемная, так и листовая штамповка экономически эффективна в рамках больших серий. Это объясняется большими затратами на подготовку производства.
Характеристика листовой штамповки
холодная листовая штамповка является на сегодня одной из самых широко распространённых технологий обработки металлов, пластмасс и некоторых других материалов. Диапазон применения технологии — от крупных конструкций в судостроении до тонкостенных деталей бытовой техники
Технология характеризуется следующими неоспоримыми преимуществами:
- Исключительные возможности для механизации и автоматизации производственных процессов.
- Снижение себестоимости изготовления массовых изделий.
- Высокий коэффициент использования листового металла.
- Возможность точного изготовления тонкостенных, но прочных изделий практически любой формы.
- Минимальная потребность в последующей механической обработке.
Однако, кроме явных достоинств, холодная листовая штамповка металла обладает и недостатками. Это, прежде всего:
- Высокая трудоемкость проектирования технологического процесса.
- Высокая стоимость подготовки производства изготовление пресс-форм.
- Высокая квалификация отладчиков прессового оборудования.

Штамповка листового металла
Следует отметить, что при больших сериях выпускаемых изделий эти недостатки нивелируются за счет известного из экономики эффекта масштаба, и себестоимость производимой продукции оказывается ниже, чем при альтернативных способах обработки металлов.
Виды оборудования для листовой штамповки
Для различных видов операций листовой штамповки применяется широкий спектр оборудования.
Так, для операций резки используют вибрационные, или гильотинные ножницы.
Для выполнения формообразующих операций применяют основное штамповочное оборудование — станок для листовой штамповки или пресс. По типу они различаются на:
- Кривошипно-шатунные.
- Гидравлические.
- Радиально-ковочные.
- электромагнитные.
Самым простым в устройстве и обслуживании является пресс с кривошипно-шатунным приводом. Он пригоден для выполнения несложной листовой штамповки — тонкостенных деталей малого и среднего размера простой формы.

Пресс с кривошипно-шатунным приводом
Гидравлические прессы позволяют развивать намного большее усилие (до 2 тысяч тонн) и точнее регулировать ход пресса. Этот тип оборудования применяют для операций гибки или объемной штамповки из листа большой толщины.
Радиально-ковочные комплексы используют для листовой штамповки деталей, имеющих форму тела вращения.
Электромагнитные прессы — достаточно новый тип оборудования. Давления на заготовку производится за счет массы электромагнитного сердечника, направляемого к пуансону электромагнитным импульсом. Импульс противоположной полярности возвращает сердечник в исходное положение. Такой привод намного проще в изготовлении и обслуживании, чем гидравлический, но пока не достигает его мощности.
Принцип работы
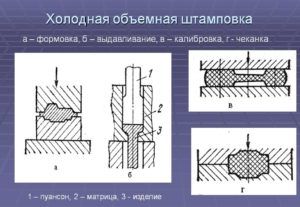
Физический принцип работы штамповочного оборудования — это пластическая деформация листовой заготовки под давлением. Форма будущей детали задается двумя деталями — матрицей и пуансоном, которые прижимают к листовой заготовке с двух сторон под большим давлением. Там где у матрицы находится выпуклость — у пуансона расположена соответствующая ей по форме и размерам впадина. Деформируясь, листовая заготовка повторяет форму матрицы и пуансона.
Вместе с этим может происходить просечка отверстий, вырубка отдельных деталей из материала листа. При проектировании технологического процесса холодной штамповки деталей из листового металла конструктор оснастки и технолог комбинируют и по возможности совмещает формоизменяющие разделительные операции, чтобы обойтись минимальным числом рабочих проходив штампа и снизить, таким образом, себестоимость изготовления изделия.
В случае тонких листов осуществляется холодная листовая штамповка. При работе с толстыми листами или с мало пластичными сплавами заготовку предварительно нагревают, чтобы повысить ее пластичность.
Какие операции подразумевает холодная штамповка
Все рабочие операции холодной листовой штамповки делятся на две большие группы: разделительные и формоизменяющие.

Разделительные операции листовой штамповки
К разделительным операциям листовой штамповки относятся операции, связанные с нарушением целостности материала листа. Наиболее употребительные из них-
- Резка-отделение части заготовки по прямой или искривленной линии. Применяется как для получения готовых изделий, так и для разделения листа на заготовки нужного размера с целью дальнейшей обработки.
- Вырубка-отделение части заготовки по замкнутому контуру. Внутри контура также может быть вырублена часть металла.
- Пробивка — получение в заготовке отверстий круглой или произвольной формы.

Формоизменяющие операции листовой штамповки
К формоизменяющим операциям листовой штамповки относятся операции, изменяющие пространственную форму листа без нарушения его целостности, такие, как:
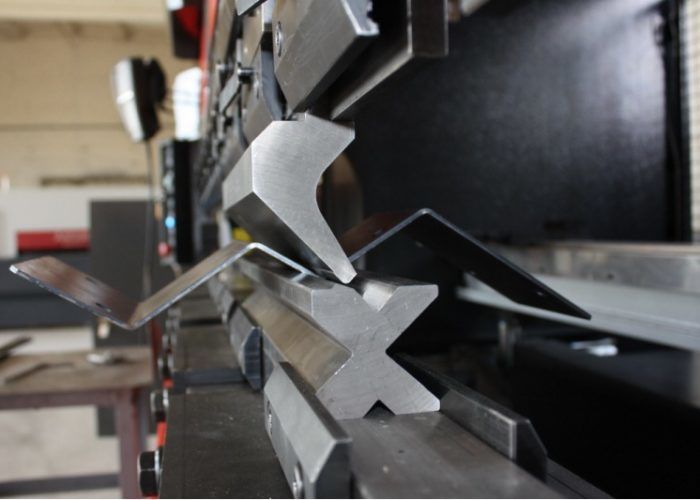
- Гибка — придание плоской заготовке изогнутой вдоль продольной оси формы. Различают V образную, U- образную и более сложные формы гибки.
- Вытяжка-преобразование плоской заготовки в полую пространственную форму. При вытяжке может меняться толщина заготовки.
- Отбортовка-создание бортиков по наружному или внутреннему контуру изделия.
- Обжим-обжатие материала заготовки в конической матрице с целью уменьшения размеров концевой части детали.
- Формовка-Изменение формы части детали с сохранением линии наружного контура.
При проектировании технологии листовой штамповки технолог комбинирует операции из обеих групп.
Технология процесса
Процесс холодной листовой штамповки начинается с совместной работы технолога и конструктора оснастки. Они рассматривают все изменения, которые должны произойти с плоской заготовкой на ее пути к готовому изделию, планируют и группируют разделительные и формообразующие операции. После такой группировки определяются операции, выполняемые при каждом проходе пресса (если деталь не удается отштамповать за один проход). Под этот конкретный перечень операций проектируется пара матрица — пуансон.
Матрицы и пуансоны, как правило, изготовляют методом фрезерования на многокоординатных обрабатывающих центрах. От точности изготовления напрямую зависит точность соблюдения размеров штамповки и конечное качество изделия. В качестве материалов используют высоколегированную сталь — пресс- форма должна выдержать сотни, а то и миллионы циклов штамповки и при этом не измениться в размерах. Часто пресс-формы делают состоящими из нескольких частей, которые потом надежно соединяют.
Иногда в пресс-форму устанавливают вставку из более прочного материала, например, в той части, где будет осуществляться вырубка или вытяжка и которая будет подвержена существенно большим напряжениям, чем остальная часть пресс-формы.
Исключительно важный этап технологии — это наладка прессов для листовой штамповки. Каждый рабочий проход пресса нуждается в строгом соблюдении предписанного технологией усилия, чтобы, с одной стороны, точно отформовать заготовку, а , с другой стороны ,не повредить ее.
Прогрессивные способы штамповки листового металла
Штамповка резиной. Используется для заготовок малой толщины и высокой пластичности. Роль матрицы или пуансона выполняет твердая резина. Упрощается изготовление пуансона, подходит для малых серий штамповки.

Схемы листовой штамповки эластичными средами
Штамповка жидкостью. Роль пуансона играет жидкость, подаваемая под давлением. Она прижимает заготовку к матрице и заставляет лист в точности повторять ее форму. Метод используют для вытяжки изделий сложной пространственной формы.
Штамповка взрывом. В защищенной камере производят подрыв небольшого заряда взрывчатых веществ. Возникающее в результате высокое давление вдавливает заготовку в матрицу. Метод используют для деталей больших размеров и замысловатой конфигурации, которые затруднительно изготовить по-другому. Достигается существенная экономия в стоимости оснастки.

Электрогидравлическая штамповка листового метал
Электрогидравлическая штамповка. Роль механического давления выполняет ударная волна в жидкости, которая вызывается разрядом высокого напряжения. Метод отличается высокой точностью и экономичностью.

Схема магнитно-импульсной штамповки листового металла
Магнитно-импульсная штамповка. Магнитные импульсы высокой интенсивности формируют высокоэнергетическое магнитное поле, воздействующее на заготовку, вызывающее в ней вихревые токи и вынуждающее ее принимать заданную форму. Таким способом проводят обжатие труб, формовку сложных рельефов.
Жидкая штамповка
В отличие от предыдущих способов, относящихся к холодной объемной штамповке, данный метод является комбинацией двух технологий: штамповки и литья. Вначале в матрицу заливают необходимый объем расплавленного металла, после чего в нее опускают пуансон.

Происходит выдавливание жидкого металла в зазор между матрицей и пуансоном, который и представляет собой форму будущего изделия. Способ используют при изготовлении больших тонкостенных деталей корпусов из легкоплавкого и пластичного сплава.
Штамповка листового металла, пробивка
Описание
- Цены
- Характеристики
- Дополнительно
Характеристики станка
- Координатно пробивной пресс FINN POWER C6 с усилием 30тонн это расширенная версия координатно пробивных прессов, которая позволяет обрабатывать ширину листа до 1500мм и длину без ограничений.
- Возможность осуществлять резку практически любой геометрической сложности, а так же всевозможную формовку.
- Стоимость пробивки значительно ниже лазерной резки, при одинаковой точности и качестве изготовления деталей.
- Так же к плюсам пробивки нужно отнести работу с оцинкованной сталью, так как при лазерной резке цинковое покрытие не подвергается нагреву, в следствии чего сталь даже под защитным лакокрасочным покрытием начинает коррозировать. При холодной штамповке это исключено.

Характеристики координатной пробивки металла
- Координатная пробивка, а так же формовка черной, нержавеющей и цветной стали толщиной от 0,5 до 8 мм
- Точность до 0,1 мм
- Отверстия любых форм, резка сложных геометрических форм, включая радиусные резы. Формовка ребер жесткости, Z – образных ребер, пуклевок, маркировка, противоскольжение, зацепы, и многое другое.
Примеры штамповки

С помощью координатно-пробивных прессов можно выполнить следующие виды работ:
- роликовая накатка ребер жесткости по металлу;
- нарезка резьбы М3 до М10 в металле;
- холодная штамповка металла;
- бесконечные жалюзи по металлу;
- неполная пробивка металла;
- вытяжка до 10 мм в металле;
- формообразование металла;
- гибка полок листового металла;
- отбортовка листового металла;
- перфорация металла;
- холодная штамповка металла;
- формовка металла;
- пуклевка металла;
- пробивка металла;
- вырубка металла;
- высечка металла;
- биговка по металлу;
- зиговка по металлу;
- пробивка отверстий в металле;
- пробивка отверстий в профнастиле;
- пробивка отверстий в профиле;
- гидравлическая пробивка отверстий;
- пробивка листового металла;
- координатная пробивка.
ТРЕБОВАНИЯ К ФАЙЛАМ ДЛЯ РЕЗКИ И КООРДИНАТНО-ПРОБИВНЫХ РАБОТ
Наличие технического задания.Заказ должен сопровождаться спецификацией, содержащей исходное задание, информацию о материалах, количестве экземпляров и дополнительные требования.
Соблюдение формата.Файлы должны быть подготовлены в программе AutoCad. При формировании очередности выполнения заказов приоритет отдается файлам в форматах DXF или DWG.
Корректная конвертация. Необходимо следить за тем, чтобы после нее в чертеже не появились двойные или наложенные линии (это может вдвое увеличить стоимость услуги). Масштаб изображения 1:1.
Подробная информация.Все файлы необходимо предоставить по отдельности, сформированными в папки с указанием вида стали, толщины материала, тиража. Это позволяет быстрее обработать заказ и составить коммерческое предложение.
- резка листового металла лазерным станком выполняется только по векторным изображениям. Растровые изображения недопустимы. Специалисты могут произвести векторизацию за отдельную плату.
- вне зависимости от выбранной толщины листа отступ по периметру должен составлять 10 мм
- раскладка деталей производится автоматически или предоставляется заказчиком. Во втором случае должен быть соблюден зазор между деталями.
- минимальный размер текстового символа для гравировки-разметки – 2х2 мм
- при сочетании гравировки и резки линии в файле должны отличаться по цвету
- в случае необходимости проведения вальцовки, гибки, покраски, сварки и других работ к файлам должна прилагаться конструкторская документация
Технология
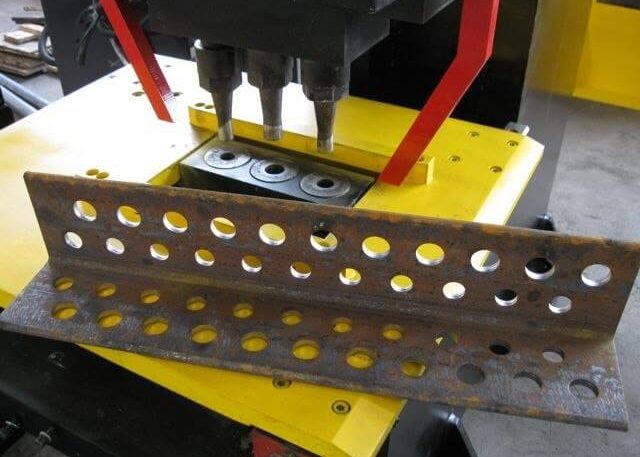
Координатная пробивка металла осуществляется следующим образом: перемещаясь по направляющим, лист металла попадает в приемник-контейнер, где продавливается координатно-пробивным прессом. Отверстия проделывают пуансоны – детали, которые через матрицу давят на заготовку. Устройство имеет числовое программное управление и обеспечивает точное расположение и параметры поперечного сечения отверстий. Они могут быть круглыми, прямоугольными и любых сложных форм.
Прессы не только пробивают отверстия – их используют для:
- нарезания резьбы
- зенкования – обработки отверстий в деталях с целью образования гнезд под головки крепежных инструментов
- пулевки – выдавливания, получения кромок разной направленности
- формовки типа «жалюзи», «крючки», «петля» и др.
- маркировки
Преимущества холодной штамповки
К достоинствам штамповки листового металла относятся:
- возможность создания прочных и легких деталей сложной конфигурации, которые трудно получить другими способами
- абсолютная точность размеров сечения благодаря минимальным упругим деформациям инструмента
- простота и высокая производительность процесса
- отсутствие термической нагрузки на материал
Компания «ПрофСталь-Строй» осуществляет перфорацию металлического листа и штамповку изделий любого назначения. Наши координатно-пробивные прессы обеспечивают точность и идеальное качество каждой детали.
Мы принимаем заказы по всей Беларуси и обеспечиваем доставку продукции собственным транспортом.
Для просчета стоимости вам необходимо оставить заявку, заполнив форму выше, либо связаться с нами.
Условия работы с нами:
- Любая форма оплаты
- Сделаем онлайн расчет
- Возможность изготовить в день обращения
- У нас очень много металла в наличии
- Сами разрабатываем чертежи
Для просчета стоимости вам необходимо оставить заявку в виде эскиза либо чертежа, заполнив форму выше, либо связаться с нами.
Какое оборудование применяется для штамповки металлических листов
В производстве транспортных средств и другого оборудования широко используются тонкие корпуса из металлического листа. Для производства объемных деталей с допуском по размерам от 0,5 мм применяется штамповка, оборудование для которой выделено в отдельную группу и относится к кузнечно-прессовому. В основе технологии лежит пластическая деформация материала.
Общие принципы штамповки
Штамповка является одним из видов обработки давлением. Посредством силового воздействия металл принимает форму инструмента — штампа. Оборудование и оснастка зависят от температурного режима работы. Штамповка классифицируется по термическим принципам:
Холодная штамповка предполагает обработку металла без нагрева. В качестве исходной заготовки используются, в основном, листы металла. В результате произведенных технологических операций заготовки меняют свою конфигурацию. Толщина листа остается неизменной или уменьшается незначительно.
При горячей штамповке выполняется обработка с изменением конфигурации и сечения заготовки. Усилие для деформации требуется большое, поэтому применяется нагрев от 800 ⁰С до 1100 °С, в зависимости от марки стали и температуры ее пластической деформации. Нагрев производится во вспомогательном оборудовании — индукционных, газовых и электрических печах.
Холодную штамповку применяют для листов стали с низким содержанием углерода — Ст 25, Ст 35. Они пластичны при низких температурах. В качестве заготовки, в основном, используется листовой прокат. Чем больше содержание углерода и легирующих элементов, тем выше температура пластической деформации. Например, Ст 45 штампуют при t 830–850⁰С, Ст 90ХФ требуется нагревать до 1050–1100⁰С. Для горячей штамповки используют профильный прокат, в основном, круглый и квадратный.
Виды штамповочных технологических операций и оборудование
Холодная штамповка широко применяется для изготовления различных объемных корпусных и плоских, со сложной конфигурацией по периметру, деталей, отверстий. Технология штамповки включает операции:
Для штамповки металла применяют инструмент и оснастку различного типа. В основном, это штампы, состоящие из двух частей:
- неподвижно закрепленная матрица;
- движущийся перпендикулярно плоскости разъема, пуансон.
Штамп для прошивки и вырубки может иметь прижимы, которые ползун опускает вместе с пуансоном. Они фиксируют заготовку, не давая ей сместиться.
Инструменты и приспособления для деформации деталей устанавливаются на специальное оборудование — прессы. Матрица с корпусом штампа закрепляется на столе неподвижно. Пуансон и другие элементы верней части инструмента двигаются вместе с ползуном станка. Зазор обеспечивают направляющие штампа. Они не дают смещаться деталям относительно друг друга, обеспечивают необходимый зазор.
Конструкция и принцип работы прессового оборудования
Штамповочные станки не делятся по технологическим операциям. Горячие и холодные виды деформации производятся на одном оборудовании. Прессы подбираются по таким параметрам:
- мощность;
- производительность;
- ход ползуна;
- наличие рядом дополнительного оборудования для нагрева и раскроя;
- размер стола.
Основной инструмент, участвующий в деформации — штамп. Его рабочие детали: матрица и пуансон, которые проектируются под конкретную деталь и операцию. Ползун и стол имеют стандартные пазы для крепления:
Для создания плоских деталей из листа с большим количеством одинаковых отверстий используют станок для штамповки листового металла. Небольшие детали с фигурной конфигурацией изготавливают на прессах кривошипного типа. На гидравлическом оборудовании делают кузова автомобилей и детали для самолетов.
Прессы кривошипно-шатунного типа
В основе устройства оборудования лежит кривошипно-шатунный механизм. Он превращает вращательное движение привода в поступательное перемещение ползуна. Прессы классифицируются по количеству ползунов — 1, 2 и 4. На производстве, в основном, востребованы одностоечные станки с 1 и 2 кривошипами. Работающие синхронно от одного привода и распределительного редуктора 4 узла стоят на крупном оборудовании, предназначенном для изготовления габаритных деталей с большой степенью деформации, например, крылья, капоты и багажники автомобилей.
Для прошивки отверстий без деформации заготовки на конвейерах используют станки для штамповки листового металла. Они представляют собой простейшие прессы кривошипного типа.
Достоинства кривошипных прессов:
- простая регулировка;
- высокая производительность;
- малая погрешность.
Основной недостаток кривошипа заключается в его возможном заклинивании. Если мощности не хватает, ползун останавливается в крайней нижней точке. Чтобы его поднять, необходимо разобрать половину механизма.
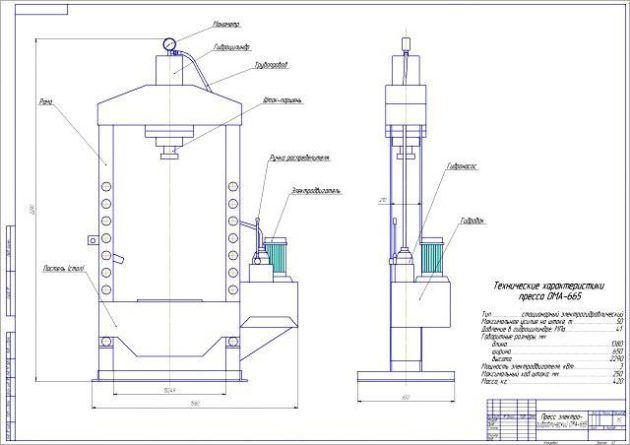
Гидравлические прессы
Прессы гидравлического типа относятся к наиболее мощным штамповочным агрегатам. На самых крупных из них штампуют кузова автомобилей, крылья и фюзеляжи самолетов. В цилиндре, под давлением масла снизу и сверху, перемещается поршень, к которому прикреплен ползун и другие элементы рабочего механизма. Длина хода рабочего инструмента настраивается переключателями. Достигнув их, упор выключает подачу масла.
Гидравлический пресс можно остановить в любой точке рабочей траектории. К его недостаткам относятся:
- сложная система гидравлики;
- низкая производительность.
Пуансон давит равномерно по всей длине рабочего хода с большим усилием, но движется медленно.
Прессы радиально ковочного типа
Для создания из плоского листа цилиндров с продольным соединением торцов используют оборудование радиального типа. Деформация заготовки производится на валу, который вращаясь, прижимает лист к рабочему инструменту, производящему деформацию. В результате заготовка приобретает форму цилиндра. Диаметр определяется размером вала.
Для вальцовки толстых листов применяется индукционный нагрев.
Оборудование радиального типа непригодно для других видов технологических операций.
Прессы электромеханического типа
Работа электромагнитного пресса основана на усилии, которое создает электрическое магнитное поле. В механическом станке перемещение рабочего инструмента осуществляется за счет движения электрического сердечника. Он перемещает ползун.
Достоинство электромеханических станков — питание электроэнергией и высокая производительность. Нет необходимости в сложных механизмах и гидравлике.
К недостаткам относится малая мощность, низкий КПД и неравномерное усилие в разных точках рабочего хода.
Штамповка значительно упрощает изготовление тонкостенных деталей со сложной конфигурацией и сводит к минимуму расход материала. Ее выгодно использовать при массовом производстве деталей от 1000 штук. Единичное производство не окупит изготовление дорогостоящих штампов со сложной и длительной технологией их изготовления.
Пожалуйста поддержите канал: ставьте лайки, делайте репосты, а мы будем размещать для Вас полезную информацию о металлах!
Так же Вы можете посетить наш информационный сайт всё о металлах и обработке .
Штамповочные прессы как один из видов обработки листового металла
Для получения различных изделий из плоской металлической заготовки применяются прессы для штамповки листового металла. Оборудование оказывает механическое воздействие на лист, вызывая пластическую деформацию материала. В результате изменяются размеры и форма детали по заданным параметрам. Методом штамповки можно получить изделия любой геометрической формы, которые отличаются точностью размеров и высокими прочностными характеристиками.
Разновидности штамповочных технологий
Штамповочный процесс обработки заготовок может осуществляться горячим или холодным методом. Эти технологические разновидности предполагают использование специального оборудования и применение определённых условий обработки металла.
Методом горячей штамповки обрабатываются заготовки, предварительно нагретые в специальных устройствах до заданной температуры. Горячая штамповка необходима, когда для обработки холодного сплава не хватает мощности оборудования. Нагревательными устройствами могут служить электрические или плазменные печи. Такой метод требует точного расчёта параметров готовой детали с учётом усадки металла в процессе остывания.
При холодной штамповке детали формируются за счёт механического давления элементов штамповочного пресса. Холодный вариант штамповки считается более распространённым методом обработки металла. Он не требует дополнительного оборудования, сложных расчётов и механической доработки деталей. Благодаря этому методу увеличиваются прочностные показатели материала. Полученные изделия отличаются высоким качеством поверхности и точностью.
Разновидности технологических операций
Технологические операции с металлическим листом бывают разделительные и формоизменяющие.
Разделительные штамповочные операции выполняются на оборудовании, которое оснащено специальным инструментом. В результате от заготовки отделяется определённая часть по прямой линии или заданному контуру. Отделение части листа происходит в следующих процессах:
- Отрезка. Для выполнения этого действия оборудование оснащено дисковыми, вибрационными устройствами или гильотинными ножницами.
- Обрезка. Эта операция отделяет крайние части полученного изделия.
- Пробивка. В металлическом листе с помощью штампа создаются отверстия различной конфигурации.
- Вырубка. Из заготовки получают фигурную деталь с замкнутым контуром.



Формоизменяющие операции предназначены для создания изделия с иными параметрами и размерами без механического разрушения. Различают следующие виды этих операций:
- Отбортовка. Контур заготовки или внутренние отверстия подвергаются воздействию штампа для формирования бортов определённых размеров.
- Вытяжка. Эта операция является разновидностью объёмной штамповки, при которой из плоского материала получают пространственный элемент.
- Обжим. Для сужения торцов полой заготовки применяется штамп с матрицей конического типа, имеющей сужающую рабочую область.
- Гибка. В результате операции изменяется кривизна поверхности путём гибки металла и деформирования заготовки.
- Формовка – это изменение формы отдельных участков за счёт уменьшения толщины детали без нарушения внешнего контура изделия.
- Пуклёвка. Соединение штампом двух пластинок без использования дополнительных элементов.





Типы штамповочного оборудования
Для получения изделий из металлического листа применяются прессы, оснащённые различными штампами. В процессе работы оборудования верхняя составляющая штампа двигается, нижняя часть остаётся неподвижной.
Деформирование заготовки происходит в момент соприкосновения частей оборудования. Существуют разнообразные модели штамповочных прессов, что позволяет выбрать подходящий станок для изготовления требуемых деталей.

Прессы для штамповки металла бывают:
- кривошипно-шатунного типа;
- гидравлические;
- радиально-ковочного типа;
- электромагнитного типа.
Кривошипные прессы являются оборудованием простого типа и могут быть двойного или тройного действия. Своё название прессы получили от кривошипно-шатунного механизма, который представляет собой основной конструктивный элемент станка. Принцип работы механизма основан на преобразовании вращательного движения от привода в возвратно-поступательное периодичное движение элемента пресса – ползуна.
Механизмы для обработки металла
Гидравлический пресс способен развивать значительное усилие до 2 тыс. тонн. Он применяется для операций гибки или объёмной штамповки толстостенных изделий. Действие механизма основано на перемещении поршней двух сообщающихся гидроцилиндров, которые имеют разный диаметр. Именно разница диаметров определяет величину усилия, которое может развивать пресс для штамповки металла.
Радиально-ковочный станок предназначен для выполнения формоизменяющих операций в целях получения цилиндрических изделий. В конструкцию механизма входит индукционная печь для предварительного нагрева детали. В процессе обработки обеспечивается вращение заготовки от электродвигателя при прохождении через зону ковки.
Электромагнитные прессы – новое высокопроизводительное экономичное оборудование для штамповки. Принцип действия основан на движении электромагнитного сердечника, который направляет исполнительный механизм станка к металлической детали.
Особенности открытых и закрытых штампов
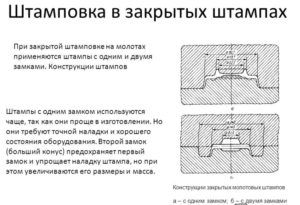
Штамповочное оборудование может быть оснащено открытыми или закрытыми штампами. В открытом штампе избыточный металл вытекает в заусенец или облой, который выполняет определённую функцию. Основными недостатками этой технологии являются: потеря сплава на облой, снижения качества изделия из-за перерезанных волокон при удалении заусенцев.
Закрытые штампы используются для изготовления изделий простой формы. Эта безоблойная технология отличается экономией металла, отсутствием затрат на обрезку заусенцев, высоким качеством продукции из-за всестороннего сжатия. Волокна металла не подвергаются перерезанию. Метод обработки в закрытом штампе применяется для малопластичных сплавов. Основными недостатками считаются: необходимость точной дозировки сплава, сложная конструкция штампа.
В современном производстве штамповка является преимущественно подготовительной операцией, которая позволяет изготавливать детали как для электроники, так и для воздушных или водных судов. Полученная продукция в дальнейшем подвергается сварке, резке, клёпке и другим методам обработки в зависимости от технологического процесса.

