

Нитроцементация это насыщение поверхностного слоя металла
Нитроцементация и цианирование стали
Антикоррозийное азотирование
Для повышения сопротивления коррозии стальных деталей на поверхности необходимо получить беспористый, не травящийся, антикоррозийный слой фазы (0,01-0,03мм), который стоек в атмосфере, бензине, слабых щелочных растворах. Азотирование в этом случае проводят при t = 600-700°С, продолжительность процесса 0,5-1,5 часа. Оно тоже повышает твердость, предел прочности и выносливости. Однако при этом не предъявляются высокие требования к механическим свойствам, поэтому антикоррозийное азотирование проводится при более высокой температуре и на любых сталей, даже обычных углеродистых. В зависимости от условий протекания процесса различают газовое и жидкостное азотирование. Азотирование в жидких средах называют тенифер-процесс и проводится в расплавах 40% KNC + 60% NaCN,t = 550-570°С, t = 0,5-0,3 часа. При продувании сухого воздуха на поверхности образуется 7-15мкм слой карбонитридов Fе3(CN) с высоким сопротивлением износу. Преимущество метода незначительное изменение размеров, а недостаток: токсичность и высокая стоимость цианистых солей. Контроль качества азотирования осуществляется по твердости, по глубине слоя на образцах-свидетелях, внешним осмотром поверхности азотирования.
Насыщение поверхности стали одновременно с углеродом и азотом называется цианированием. Цианирование применяют для повышения поверхностной твердости, износостойкости и установочной прочности стальных деталей. Цианирование можно производить в твердой, жидкой и газовой средах, поэтому различают жидкое и твердое цианирование, газовое цианирование называют нитроцементацией. Азот, проникая в сталь одновременно с углеродом, понижает критическую Асз, способствует интенсивному науглероживанию стали при более низкой температуре, чем при цементации. Кроме того, азот ускоряет диффузию углерода в аустените. Поэтому цианирование имеет следующие преимущества:
1.Производительность процесса планирования несколько более высокая, чем цементация за счет большей скорости процесса;
2. Более низкая температура цианирования 840-860° С способствует уменьшению деформации деталей, увеличению долговечности печного оборудования, делает возможным закалку непосредственно после цианирования;
3. Диффузионный слой, полученный в результате цианирования или нитроце ментации, имеет особые свойства, отличные от свойств только цементованного или азотированного слоев.
Для планирования чаще применяют стали содержащие 0,2-0,4% С, углеродистые или низколегированные, инструментальные, высоколегированные стали, которые подвергают планированию для повышения износостойкости. Наиболее часто встречается жидкостное планирование и нитроцементация.
Жидкостное цианирование проводится в расплавленных солях:
цианистых (NaCN, KCN,K4[Fе(СN)6] и нейтральных (NaCl, BaCl,NaC03, KCl и другие). В последнее время более широко применяют ванну, состоящую из 20-25% NaCN, 25-50% Na2CO3. Кислород, растворенный в жидкой ванне, вступает во взаимодействие с NaCN
4NaCNO + 02 > 2Na2C03 + 2СО + 4N (атом)
Атомарные N и С диффундируют в железо, а в результате реакций остается Na2C03. Цианирование ведут при t = 820-870°C, а затем детали подвергают закалке с температуры цианирования и низкому отпуску (180-200 ° С) (рис. 82). Микроструктура состоит из тонкого слоя карбонитридов Fe2 (N,C); Fe3 (C,N) и азотистого мартенсита. Для получения слоя большей глубины повышают температуру цианирования (глубокое цианирование) до t = 900-950 ° С в ванне, содержащей 8% NaCN, 82% ВаСl , 10% NaCI
После высокотемпературного цианирования детали охлаждают на воздухе, а затем для измельчения зерна снова нагревают под закалку.
Чем выше температура цианирования, тем ближе этот процесс к цементации. Глубокое цианирование применяют вместо цементации, т.к. оно требует меньше времени для получения слоя заданной толщины, значительно меньше деформация деталей и более высокое сопротивление износу и коррозии.
Инструменты из быстрорежущих и высокохромистых сталей подвергают низкотемпературному цианированию при t = 550-600° с насыщением поверхности стали азотом. Недостатком жидкостного цианирования является ядовитость и высокая стоимость цианистых солей.
Нитроцементацияосуществляется в газовой среде, состоящей из науглероживающего газа и диссоциированного аммиака при t=850-860°C. В зависимости от аммиака и температуры процесса концентрации азота и углерода в поверхностном слое стали разная. Так, при t= 850-870°C в атмосфере с минимальным количеством NНз (3%), легированные стали насыщаются углеродом значительно интенсивнее, чем азотом. Такой процесс предложено называть карбонитрированием. Углеродистые и низколегированные стали при 850-870°С и повышенном содержании NH3 подвергают нитроцементации. Различают высоко- и низкотемпературную нитроцементацию. После высокотемпературной нитроцементации при t = 840-860°С проводят непосредственно закалку или с температуры нитроцементации или после подстуживания до 800-820°С и низкий отпуск. Контроль качества термической обработки осуществляется на образцах-свидетелях из той же марки стали, что и обрабатываемые детали, прошедших химико-термическую обработку вместе с деталями. Металлографически определяется толщина слоя и его структура. После закалки и отпуска на поверхности деталей измеряют твердость, которая должна быть в пределах HRC 58-64. Структура поверхностного слоя после нитроцементации и закалки состоит из мелкокристаллического мартенсита, 25-30% карбонитридов и остаточного аустенита. Причем количество остаточного аустенита в нитроцементованном слое больше, чем в цементованном вследствии легирования первого азотом. Повышенное количество остаточного аустенита в нитроцементованном слое объясняет повышенную пластичность, вязкость и хорошую прирабатываемость деталей после нитроцементации.
Нитроцементация более дешевый процесс, чем жидкостное цианирование, безопасный, позволяет более точно регулировать толщину и состав диффузионного слоя.
По сравнению с газовой цементацией нитроцементация проводится при более низкой температуре; но с той же скоростью, не выделяется сажа на поверхности деталей, диффузионный слой обладает более высокой износостойкостью, пределом выносливости, при нитроцементации меньше деформация деталей, меньше стоимость процесса. Поэтому нитроцементация быстро внедряется в промышленность вместо газовой цементации. Для нитроцементации в шахтных печах применяют жидкий цианизатор-триэтаноламин (C2H4ОН)3N, который вводится в рабочее пространство в виде капель. При температурах 550-950°С он разлагается по реакции:
СН4, HCN и СО обеспечивают получение атомарных С и N. В последние годы начали применять низкотемпературную нитроцементацию) при t= 570-600°C в атмосфере углеродосодержащих газов и аммиака, которая может заменить жидкое азотирование в расплавленных ядовитых цианистых солях.
Нитроцементация
Нитроцементация сталей — процесс насыщения поверхности стали одновременно углеродом и азотом при 700—950 °C в газовой среде, состоящей из науглероживающего газа и аммиака. Наиболее часто нитроцементация проводится при 850—870 °С. После нитроцементации следует закалка в масло с повторного нагрева или непосредственно из нитроцементационной печи с температуры насыщенияили небольшого подстуживания. Для уменьшения деформации рекомендуется применять ступенчатую закалку с выдержкой в горячем масле 180—200 °С.
Содержание
Описание
Преимущества
По сравнению с цементацией нитроцементация имеет ряд существенных преимуществ. При легировании аустенита азотом снижается температура α ↔ γ-превращения, что позволяет вести процесс насыщения при более низких температурах. Одновременно в присутствии азота резко возрастает диффузионная подвижность углерода в аустените (табл. 1). С повышением температуры эффект ускорения уменьшается (табл. 1).
Несмотря на значительно более низкую температуру насыщения, скорость роста диффузионного слоя при цементации (930—950 °С) и нитроцементации (840—860 °С)на толщину 0,5—0,8 мм практически одинакова. Производственный цикл при нитроцементации по сравнению с цементацией сокращается на 50—60 %.
Понижение температуры насыщения, без увеличения длительности процесса, позволяет снизить деформацию обрабатываемых деталей, повысить стойкость печного оборудования и уменьшить время на подстуживание перед закалкой.
Применение
Процесс нитроцементации получил широкое распространение в машиностроении для деталей, по условиям работы которых достаточна толщина упрочненного слоя 0,2—1,0 мм. На ВАЗе 94,5 % деталей, упрочняемых ХТО, подвергаются нитроцементации. Например, нитроцементация широко применяется для упрочнения зубчатых колёс. В этом случае эффективная толщина слоя (до HV 600) для шестерён с модулем 1,5—3,5 мм принимается 0,3 ± 0,1, а при модуле 4,0—5,5 мм — 0,4 ± 0,1.
Оборудование
Для газовой цементации и нитроцементации применяют практически одинаковое оборудование — шахтные, камерные или проходные печи.
Структура и свойства нитроцементированного слоя
При оптимальных условиях насыщения структура нитроцементированного слоя должна состоять из мартенсита, небольшого количества карбонитридов и некоторого количества остаточного аустенита, структура сердцевины из троостосорбита, бейнита или малоуглеродистого мартенсита. В нитроцементированном слое нередко допускается повышенное количество остаточного аустенита, который обеспечивает хорошую прирабатываемость, нешлифуемых автомобильных шестерён, что обеспечивает их бесшумную работу.
В стали 25ХГТ количество остаточного аустенита составляет 25—30 %, а в сталях 25ХГМ и 25ХГМТ достигает 45—50 %. В тех случаях, когда изделие после нитроцементации проходит шлифование, большое количество остаточного аустенита не желательно, так как он не только снижает механические свойства, но и способствует образованию трещин при шлифовании. В американской практике считается допустимым содержание в нитроциментируемом слое остаточного аустенита в количестве, при котором твёрдость после закалки не ниже 60 HRC. Чаще твёрдость слоя составляет 58—64 HRC.
См. также
Wikimedia Foundation . 2010 .
Смотреть что такое “Нитроцементация” в других словарях:
нитроцементация — нитроцементация … Орфографический словарь-справочник
нитроцементация — Любой из процессов, при которых и азот и углерод поглощаются поверхностными слоями черных металлов при температурах ниже нижней критической температуры путем диффузии, за счет градиента концентрации. Нитроцементация производится, прежде всего,… … Справочник технического переводчика
НИТРОЦЕМЕНТАЦИЯ — диффузионное насыщение из газовой среды поверхности стальных или чугунных деталей одновременно азотом и углеродом. Повышает износостойкость, усталостную и контактную прочность металла (иногда и коррозийную стойкость) … Большой Энциклопедический словарь
Нитроцементация — [nitriding, nitrogen case hardening] химико термическая обработка стали или чугуна, заключающаяся в диффузионном насыщении поверхности металла азотом и углеродом из газовой среды при температуре, 500 700° С (низкотемпературная нитроцементация):… … Энциклопедический словарь по металлургии
НИТРОЦЕМЕНТАЦИЯ — химико термическая обработка стали или чугуна, заключающаяся в диффузионном насыщении поверхности металла азотом и углеродом из газовой среды при температуре, 500 700° С (низкотемпературная нитроцементация): 840 930 (высокотемпературная… … Металлургический словарь
Нитроцементация — Nitrocarburizing Нитроцементация. Любой из процессов, при которых и азот и углерод поглощаются поверхностными слоями черных металлов при температурах ниже нижней критической температуры путем диффузии, за счет градиента концентрации.… … Словарь металлургических терминов
нитроцементация — диффузионное насыщение из газовой среды поверхности стальных или чугунных деталей одновременно азотом и углеродом. Повышает износостойкость, усталостную и контактную прочность металла (иногда и коррозионную стойкость). * * * НИТРОЦЕМЕНТАЦИЯ… … Энциклопедический словарь
Нитроцементация — Carbonitriding Нитроцементация. Процесс создания упрочненного слоя, при котором подходящая сталь нагревается выше нижней температуры превращения в газообразной атмосфере химического состава, способного вызвать одновременную диффузию углерода и… … Словарь металлургических терминов
нитроцементация — nitrocementavimas statusas T sritis chemija apibrėžtis Plieno gaminių paviršiaus terminis įsotinimas anglimi ir azotu. atitikmenys: angl. nitrocementation rus. нитроцементация … Chemijos terminų aiškinamasis žodynas
Нитроцементация — разновидность химико термической обработки (См. Химико термическая обработка), заключающаяся в диффузионном насыщении из газовой среды поверхности стали (чугуна) азотом и углеродом при 500 700 °С (низкотемпературная Н.) или при 840 930 °С … Большая советская энциклопедия
Цианирование и нитроцементация стали: назначение и особенности технологии
Цианирование, целью которого является насыщение поверхностных слоев стали азотом и углеродом, представляет собой одну из разновидностей такой технологической операции, как нитроцементация. По сравнению с обычной цементацией, этот метод обработки стали является более эффективным, так как позволяет придавать стальным изделиям особые механические свойства.

Рассматриваемые процессы предусматривают термическую обработку изделий, производимую в специальных газовых печах
Особенности нитроцементации и цианирования
Хотя нитроцементация и цианирование преследуют одну цель (насыщение поверхностного слоя стали азотом и углеродом), они имеют одно существенное отличие. Заключается оно в том, что нитроцементации изделия подвергаются в газовой среде, а при цианировании такой средой является расплав цианида натрия или других солей.
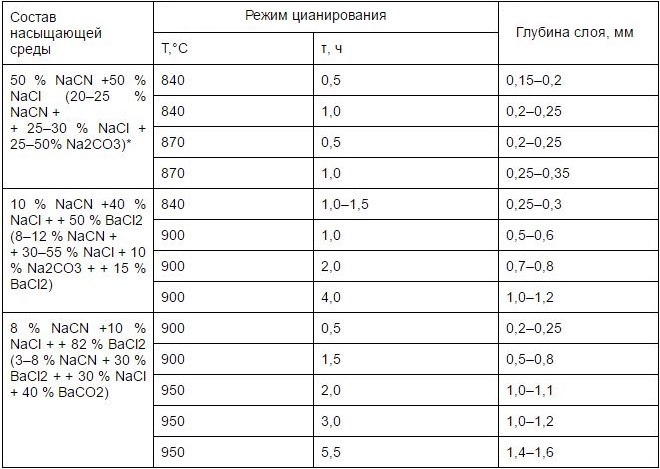
Составы ванн и режимы цианирования изделий
Свою эффективность рассматриваемые технологические операции демонстрируют при обработке следующих материалов:
- сталей, относящихся к нержавеющей категории;
- легированных стальных сплавов, а также сталей, не содержащих легирующих добавок и характеризующихся средним содержанием углерода в своем составе;
- конструкционных сталей с низким содержанием углерода.
Цианирование стали, относящейся к одной из вышеперечисленных категорий, как и процесс ее нитроцементации, происходит при определенном температурном режиме (820–950°), который должен строго соблюдаться. В результате квалифицированного применения таких методов обработки удается решить следующие задачи:
- повысить износостойкость поверхности изделия;
- увеличить его поверхностную твердость;
- повысить предел выносливости металла.
Нитроцементация в различных средах
Существует еще одна разновидность цементации, которая называется мягким азотированием. Такая обработка, которая выполняется при температуре около 590°, нужна среднеуглеродистым сталям для увеличения уровня их износостойкости и предела выносливости. Цианированию также подвергают изделия из быстрорежущих сталей, что позволяет повысить твердость и устойчивость к износу их поверхностного слоя, а также сделать его более устойчивым к воздействию повышенных температур.
В металлургической отрасли также используется такая технологическая операция, как цианирование золотосодержащих руд, которая в корне отличается от всех вышеперечисленных методов обработки сталей. Целью цианирования руды, золото в составе которой может содержаться даже в очень незначительных количествах, является выделение из нее концентрата, характеризующегося высоким содержанием драгоценного металла. Такой концентрат после его дальнейшей обработки может быть использован для производства золотых изделий.

Добыча золота методом цианирования
Диффузия азота и углерода в поверхностный слой стали
Насыщение поверхностного слоя изделия из стали азотом и углеродом, что и подразумевают под собой нитроцементация и цианирование, происходит за счет диффузии данных элементов во внутреннюю структуру стального сплава. В поверхностном диффузионном слое стального изделия при повышении температуры во время цианирования снижается количество азота, а количественное содержание углерода, наоборот, увеличивается.
Содержание углерода в диффузионном слое может увеличиваться непрерывно или только до определенного момента, а снижаться оно начинает только на последних этапах выполнения технологической операции. За счет такой особенности процесса диффузии углерода насыщение поверхностного слоя стального изделия данным элементом может фиксироваться при разных температурах выполнения цианирования. На степень насыщения большое влияние оказывают науглероживающие способности среды, в которой выполняется эта технологическая операция.
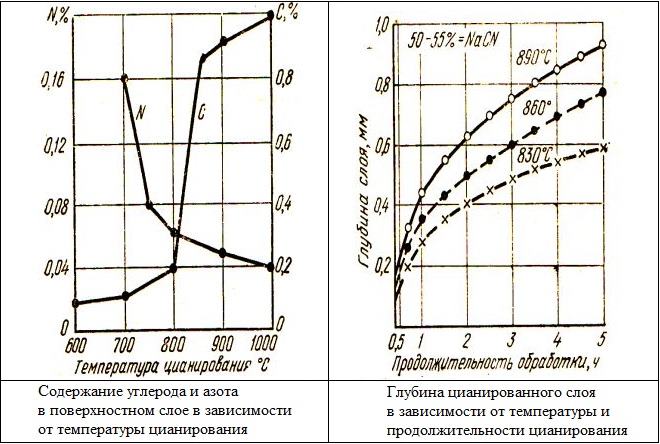
Температура цианирования влияет на глубину и состав нанесенного слоя
На параметры процесса совместной диффузии серьезно влияет азот, от которого, в частности, зависят:
- глубина слоя металла, на которую будет происходить диффузия углерода;
- степень насыщения такого слоя углеродом.
Между тем большое содержание азота в среде для цианирования может привести к тому, что диффузия углерода в структуру стали будет протекать недостаточно активно. Объясняется это тем, что азот, когда в рабочей среде для цианирования его содержится слишком много, способствует формированию на поверхности обрабатываемого изделия карбонитридных фаз или образований.
Процесс насыщения поверхностного слоя стального изделия азотом и углеродом при выполнении цианирования и нитроцементации протекает в две стадии, которые имеют мало общего, если сравнивать их кинетические показатели. Так, на первой стадии, которая может продолжаться от 60 до 180 минут, поверхностный слой изделия насыщается и азотом, и углеродом. На следующем этапе отдельные атомы азота, уже абсорбированные в структуру стали, могут десорбироваться, то есть перейти обратно в газовую фазу и выйти наружу через поверхность сплава. При протекании второй фазы цианирования наружный слой обрабатываемой стали продолжает насыщаться углеродом.

Установка для цианирования
Процесс уменьшения количества азота и увеличения содержания углерода в составе обрабатываемой стали, протекающий при увеличении температуры в ходе цианирования, имеет линейный характер. При этом такая линейность характерна лишь для верхнего слоя диффузионной зоны, в то время как в слоях стального изделия, располагающихся на большей глубине от его поверхности, она не наблюдается.
Характерной особенностью цианирования является то, что углерод проникает в обрабатываемое изделие на меньшую глубину, чем азот. Глубина проникновения этих элементов в структуру стали зависит преимущественно от микроструктуры обрабатываемого материала. Цианированные изделия небольшой толщины могут отличаться более высокой хрупкостью, если сравнивать их с деталями, обработанными по стандартной технологии цементации.
Преимущества и недостатки технологии
Процесс нитроцементации и цианирования, как уже отмечалось выше, осуществляется при относительно невысоких температурах, что способствует менее интенсивному износу используемого оборудования, а также не приводит к значительным деформациям обрабатываемых деталей. При этом выполнение технологических операций на таких режимах исключает необходимость охлаждать обрабатываемое изделие до низких температур.
После цианирования аустенитная структура стали становится более устойчивой, что улучшает прокаливаемость отдельных участков материала, которые были подвергнуты такой обработке. В частности, именно благодаря таким свойствам цианированного материала низколегированные стали можно закаливать в масле.

Нитроцементация и цианирование повышают твердость и контактную выносливость изделий
Остаточный аустенит, присутствующий в сталях, которые были подвергнуты цианированию, способствует улучшению таких характеристик материала, как:
- прочность на изгиб;
- ударная вязкость;
- пластичность;
- усталостная прочность.
Именно поэтому с помощью цианирования обрабатывают детали, которые в процессе своей эксплуатации подвергаются значительным нагрузкам. Сюда, в частности, относятся валы и шестерни, сердцевина которых должна отличаться не только достаточной прочностью, но и достаточной вязкостью. Формирования именно таких характеристик и добиваются при цианировании.
Между тем выполнение цианирования имеет и ряд недостатков:
- Величина поверхностного слоя стали, характеристики которого улучшаются в результате выполнения такой технологической операции, составляет всего семь-восемь десятых миллиметра.
- При выполнении цианирования необходимо постоянно контролировать степень азотирования и науглероживания, которой обладает рабочая среда.
Сущность цианирования и нитроцементации металлов
Цианирование стали и нитроцементация – процессы получения укрепленного верхнего слоя стали. Подробно о назначении и сущности процесса. Технология нитроцементации и ее преимущества.

Цианирование стали – один из способов улучшения физико-химических свойств металла. Применение метода необходимо, когда нужно повысить прочность, твердость, сопротивляемость коррозии, износоустойчивость поверхностного слоя стали, сделать ее более стойкой к естественному старению.
Нитроцементация укрепляет сталь путем воздействия на нее углерода и азота, точнее, введения этих молекул в кристаллическую решетку поверхностного слоя. Весь этот процесс происходит под воздействием высоких температур в среде цианистых солей натрия, окисление которого приводит к выделению углерода и азота.
Насколько глубоко проникнут цементирующие вещества в структуру металла и какая степень концентрации образуется, зависит от выбранной температуры проведения операции и временного интервала воздействия. Нитроцементация и цианирование стали – операции, преследующие одну цель, но проходящие в разных средах.

Цель цианирования стали и суть технологии
Первоочередная цель цианирования лежит в укреплении поверхностного слоя стали различных деталей, придании ему более высокого предела выносливости, так как этот слой подвержен наибольшим нагрузкам во время эксплуатации механизмов, конструкций. Насыщение поверхностного слоя металла углеродом и азотом принято применять из-за их быстрого проникновения, когда они взаимодействуют одновременно. Методом цианирования можно обрабатывать следующие виды металла:
- любые нержавеющие стали;
- сплавы стальные легированные либо те, где нет присутствия легирующих компонентов, стали с концентрацией углерода средних показателей;
- стали конструкционного назначения, где присутствует мало углерода.
Химико-термический способ цианирования придерживается следующей технологии:
- В рабочую ванну с расплавленной солью цианистой состава 15% Na₂CO₃, 60% NaCl и 25% NaCN помещают деталь.
- Далее рабочую среду нагревают до температуры от 930 до 530 градусов по Цельсию (в зависимости от выбранного режима обработки).
- Выделяющиеся из соли оксид углерода и азот насыщают металл несколько часов.
Все нюансы прохождения обработки металла в итоге зависят от выбранного температурного режима.
Сущностью процесса, по которому углерод с азотом могут проникнуть внутрь слоя стали, является диффузия. В течение перечисленных выше этапов технологии процесс проходит две основные стадии, разделенные временными периодами:
- Начальный период нитроцементации длительностью от одного до трех часов, характеризующийся внедрением в кристаллическую решетку металла атомов азота, углерода.
- Конечный период, когда предварительно проникшие и насытившие сталь атомы азота начинают десорбироваться (покидать поверхность, вновь приобретая состояние газа), углерод же при этом продолжает насыщать металл до тех пор, пока не закончится воздействие температуры и рабочей среды.
Виды цианирования
- по используемому термическому режиму;
- по физическому состоянию среды, где происходит цианирование (твердая, жидкая или газообразная нитроцементация).
Высокотемпературное цианирование
Высокотемпературное цианирование выполняют при рабочей температуре порядка 800–900 градусов по Цельсию. Здесь сталь насыщается преимущественно углеродом с численным показателем процентного содержания в слое от 0.6 до 1.2% (цементация жидкостная). Азот присутствует в таком процентном соотношении – 0.2–0.6%. Образованный укрепленный слой может быть толщиной от 2 до 0.15 миллиметров.
Высокотемпературный метод отличается тем, что обработанные изделия требуют проведения дополнительных операций воздействия, таких как закаливание металла, низкий отпуск. После проведения полного комплекса мероприятий полученный слой имеет структуру, состоящую из поверхностного слоя тонкого Fe₂(C, N) (карбонитриды), следующего за ним слоя мартенсита азотистого.

Низкотемпературное цианирование
Метод жидкостного цементирования цианистыми солями считается одним из самых вредных для здоровья, так как соли натрия представляют собой сильное ядовитое вещество.
Свойства и применение цианированных сталей
Стали, которые прошли обработку методом цианирования, резко отличаются от обычных увеличением параметра усталостной прочности, предела выносливости. Область применения таких сталей разнообразна:
- конструкции строительные сварного типа;
- переплеты фонарные, а также оконные в зданиях промышленного назначения;
- различные мелкие метизы: шайбы, собачки, заклепки, звездочки, муфты – все то, что эксплуатируется при температуре до –40 градусов по Цельсию;
- шестерни, валы в механизмах, где присутствует трение.

Технология, цель и виды нитроцементации
Бывает нитроцементация стали высокотемпературная и низкотемпературная. Первый метод нитроцементации применяют в условиях температуры от 830 до 950 градусов по Цельсию. В этом случае используют аммиак в повышенных дозах. После операции над изделием проводят мероприятия по закалке с отпуском низким. Твердость, которая достигается в результате, соответствует 62–56 HRC. Стали, в основном подвергаемые нитроцементации, – это углеродистые (из них изготавливают детали машиностроения) и низколегированные металлы.
Метод нитроцементации низкотемпературный подразумевает применение термической среды в пределах 530–570 градусов продолжительностью не более 3 и не менее 1.5 часов, предварительно выполняют закалку и отпуск деталей. Полученный твердый слой имеет толщину от 0.004 до 0.02 миллиметра с крепостью 1200–900 HV.
Нитроцементация является безопасным процессом с низкой себестоимостью операции, поэтому ее часто используют в автомобилестроении.
Преимущества нитроцементации перед цементацией
- быстрее происходит поверхностная диффузия;
- нет необходимости в подготовке;
- металл при нитроцементации не подвергается сильному перегреву, и, как следствие, не происходит изменение кристаллической решетки;
- заготовки менее подвержены деформации;
- после прохождения обработки последующее закаливание и отпуск проходят более качественно;
- нитроцементация – самый дешевый способ укрепления стали, поэтому ее повсеместно используют в машиностроении.
Всем, кто имеет представление, практические навыки или профессионально занимается нитроцементацией стальных изделий, просьба поддержать в комментариях тему, так как больше достоверной информации необходимо для понимания процесса.

