

Лазерный диод для резки металла
Выбор мощность лазера для резки металла в зависимости от материала
Это одна из самых современных технологий, используемых не только на производстве, но и в небольших мастерских. Данный способ при правильном подборе вида оборудования подходит практически для всех металлов, позволяет делать обычную и художественную (фигурную) резку. Чтобы добиться хороших результатов, необходимо ориентироваться в технологиях и принципах работы этого оборудования.

Мощность лазера для раскроя металлических заготовок различной толщины
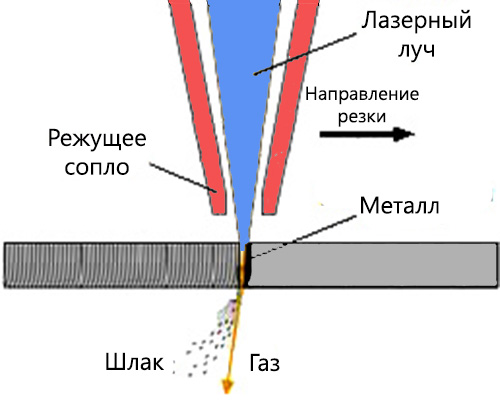
Резка лучом лазера термическая, дает возможность добиться точности, почти полностью исключающей необходимость в дальнейшей обработке. Чтобы повысить эффективность, применяются различные газы: кислород, углекислый газ, азот, водород, гелий, аргон. Выбор зависит от вида материала, толщины заготовки, планов по поводу последующей обработки. Если для раскроя требуется очень высокая температура, используется кислород. Для работы с цирконием или титаном подходит только аргон.
Любой лазерное оборудование состоит из:
- механизма (системы), обеспечивающего подачу энергии;
- тела, генерирующего луч (твердого, волоконного, в виде смеси газов);
- зеркал (резонатора).
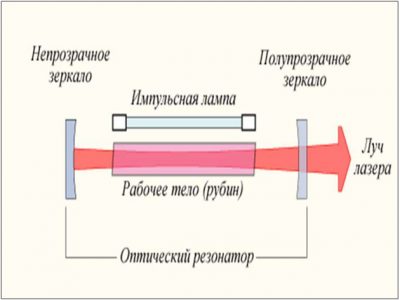
В твердотельное лазерное оборудование размещается диод и стерженек, изготовленный из рубина, неодима или граната. В волоконных лазерах элементом, генерирующим луч, (иногда и резонатором) служит оптическое волокно. В газовом оборудовании используются газы или их смеси. Мощность и сфера применения полностью зависят от вида оборудования:
- твердотелые (для латуни, меди, алюминия и сплавов из него) – 1-6 кВт;
- СО2-лазеры (для любых тонких металлических заготовок) – 600-8000 кВт;
- газодимамические – от 150 кВт.
Для резки металла мощность лазера 450-500 Вт (кроме цветных металлов, для которых требуется от 1 кВт). Наиболее эффективен этот способ при толщине заготовок, толщина которых не превышает 6 мм. При 20-40 мм лазерное оборудование применяется редко. Для металла большой толщины лазерная резка (от 40 мм) почти не встречается.
Зависимость мощности от толщины заготовки
Толщина заготовки (мм)
Сталь (легированная, углеродистая)
Для обработки легированной и углеродистой стали в качестве вспомогательного элемента используется кислород, для нержавеющей стали – азот с давлением до 20 атмосфер. Цветные металлы и алюминий отличаются высокой теплопроводностью и низким уровнем поглощения лазерного луча. Для раскроя этих материалов используется твердотелый лазер, работающий в режиме импульсов.
Важно! Для резки металла толщиной 1мм выбор мощности лазера зависит от вида материала. Для стали достаточно 100 Вт, для титана необходимо 600 Вт.
Лазерный диод для резки металла
Лазерный диод для резки металла – полупроводниковый лазер, сконструированный по принципу p-n гомоструктурного диода. Полупроводником служит пластина, верхний слой которой создает n-области (отрицательную), нижний — p-область (положительную). Переход p-n сравнительно большой и плоский. Торцы по бокам служат резонаторами. Фотон, который движется перпендикулярно, отражается от торцов несколько раз, только потом сможет выйти.
В процессе прохода вдоль торцов создаются новые фотоны, излучение усиливается, начинается генерация луча. В момент выхода он сильно расходится, поэтому собирается линзами. Лазерные диоды для резки металла с большой мощностью (10 микрометров) дополнительно излучают углекислый газ (CO2).
Важно! Оборудование этого типа отличается повышенной производительностью, сравнительно низкой стоимостью
СО2 лазер (углекислый) для раскроя металла
Углекислые лазеры обладают характеристиками, делающими их идеальными для раскроя в промышленности. Первое — длинные инфракрасные волны, идеальные для нагрева. Второе — высокая эффективность (от 30%). Использование углекислого газа делает срез более гладким (если сравнивать с оборудованием со стекловолокном). Расширяется сфера применения, инвестиции быстро окупаются.
Недостаток СО2 лазер для резки металла – необходимость в оптических зеркалах, оснащенных сапфировыми элементами и золотом. Кроме того, этот вид оборудования требует высокого электрического разряда на этапе формирования луча. Для резки металла (нержавеющей стали, алюминия) толщиной 2 мм достаточно мощности 160 Вт, если применяется лазер этого типа. При повышении мощности до 200 Вт можно резать листы толщиной 3 мм.
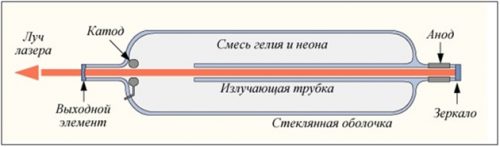
Активная среда состоит из смеси углекислого газа, гелия, неона. В зависимости от того, какая для резки металла нужна мощность лазера, может добавляться ксенон или водород. Пропорции тоже меняются, исходя из требований к свойствам луча, но объем СО2 не превышает 20%. На рынке доступно оборудование этого вида с мощностью 1 кВт, 3-5 кВт и 10 кВт.
Длина волны лазера для резки металла
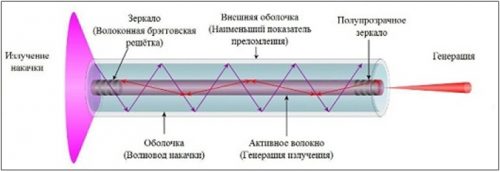
На поглощение материалом лазерного луча существенно влияют качества волны: длина и спектр. Длина волны лазера для резки металла полностью зависит от вида материала. Если рассматривать волоконный лазер, то один его узел создает луч с волной 1 мкм (миллимикрон). Если требуется более длинный луч, используется сумматор, объединяющий лучи нескольких модулей. Показатели твердотелых моделей отличаются мало – длина волны так же 1 мкм. Эти виды лазеров являются идеальным вариантом для резки практически всех видов металлов (даже благородных). Для резки металла (нержавейки) 20 мм мощность волоконного лазера – от 2 кВт.
В углекислых лазерах длина волны достигает 10,6 мкм, что создает более высокую плотность на обрабатываемой поверхности. Этот вид оборудования применяется для раскроя стекла, древесины, стеклопластика, демонстрируя высокое качество резки даже при большой толщине.
При выборе оборудования мало изучить технические характеристики: тип излучателя, мощность, длину волны, точность и качество реза. Важно точно определить требования конкретного производства. Мощность лазера для резки металла (например, нержавейки) толщиной 3 мм не может быть ниже 500 Вт. В противном случае снизится производительность, материал будет перегреваться. На первый взгляд может подойти СО2-лазер требуемой мощности. Но в данном случае необходимо учесть длину волны, которая не совсем подходит для металлических заготовок.
Совет! Чтобы не ошибиться, перед покупкой необходимо все точно рассчитать или посоветоваться с квалифицированным специалистом.
2 Схемы
Принципиальные электросхемы, подключение устройств и распиновка разъёмов

Лазерные модули 5, 10 и 15 ватт для резки и гравировки на ЧПУ

Помнится лет 10 тому назад, среди начинающих радиолюбителей было популярно делать лазеры из прожигающего диски диода DVD привода. При всей примитивности конструкции, с синим лазерным диодом удавалось получить мощность до 0,6 ватт, питая это дело от батареек. Но китайская промышленность не стоит на месте и теперь уже не фольгу на CD-диске, а дерево и даже металл стало возможным резать с помощью мощных современных лазерных модулей на 1-15 ватт. Все они предназначены для использования на ЧПУ станках (читайте подробнее тут) и питаются от 12 вольт. Естественно они могут работать и без сетевого питания — на 3-х литиевых аккумуляторах, что позволяет эти лазерные модули использовать… скажем так — не только в станках))

Но перейдём к обзору. В нём примут участие модули на 1, 5, 10 и 15 ватт. Начнём с самого младшего, который устанавливается в мини станочки лазерной гравировки.
1 Вт лазерная головка
5 Вт лазерная головка






10 Вт лазерная головка
450 нм
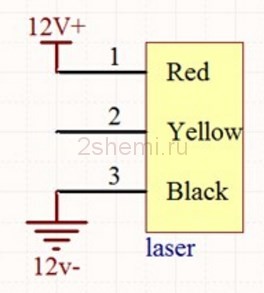

Подключаются модули к источнику постоянного напряжения 12 В, различаясь только током потребления. На станке для подачи питания служит специальный разъём на плате CNC, а при необходимости можно задействовать обычный импульсный блок питания, воткнув штекер в стандартное гнездо через такой переходник (идёт в комплекте).
TTL управление осуществляется через специальный блок, с помощью ШИМ импульсов. Схемы нет, но вот фото этой платы с деталями в хорошем качестве.
 TTL БП плата
TTL БП плата
Какую выбрать мощность лазера
С самой мощной из доступных, 15-ваттной головкой, удаётся легко выполнять гравировку не только на дереве, но и почти на любом типе металла (одни поддаются выжиганию лучше — другие хуже). С лазером до 5 ватт получится гравировать и резать дерево, картон, пластик, кожу. Ну а модель на 1 ватт особым результатом не удивит — только картон и фанера.
 Резка лазером — примеры
Резка лазером — примеры
Примечание:
Головка будет выдавать 100% от интенсивности лазерного излучения, когда вы непосредственно подключите её к источнику питания 12 В. Не использовать более 10 минут в таком режиме, иначе лазер сгорит. Желательно чуть снизить питающее напряжение, хотя бы на 1 вольт — это существенно увеличит ресурс диода без заметного снижения мощности луча.
Отзывы покупателей о лазерных головках



Машинка упакована отлично +, Собрал действительно за 5 минут, даже не смотря в инструкцию +. Программное обеспечение на флешке, устанавливается элементарно, но нет на русском языке, пришлось посмотреть видео инструкцию +/ -. сам процесс гравировки как на видео, единственное на что нужно обратить внимание: простенький рисунок из папки тест на вложенном шаблоне, гравируется 10 минут (не быстро), а если что-то существенней — фото и размер со спичечный коробок более часа. Долго -. Качество гравировки, ну тут есть недочеты (пытался награвировать на ноже, ну скажем не очень получилось. И металл другой и не учел того что нож не ровный и фокусное расстояние из-за этого ушло), хотя можно их списать на мою неопытность. В целом неплохо. Поставил заслуженную 5.
Лазер каждый день работал хуже и хуже, в итоге не гравирует на металле, продавец не отвечает, узнала у других людей что эти лазеры теряют мощность через месяц, то есть это не первый случай, никому не советую покупать эту китайщину, деньги на ветер.
В описании рабочая зона не соответствует действительности, меньше где-то сантиметра на 2, когда режет картон то весь дым идет наружу, дышать не возможно. Подставка или сама конструкция немного не ровная, из-за чего фокусное расстояние везде получается разное. С резкой картона 1.5 мм справляется не плохо.
Купил 8w мощности и импульсно до 15w, фанеру 2 мм простреливает быстро, доставка около 20 дней и очень долго отправляется, возможно нет в наличии но всё качественно.
Товар соответствует требованиям по качеству. Если приспособиться, но можно качественно гравировать. Совет: 1. Даже в очках не смотреть на работающий лазер, 2. Устанавливать только на ровную поверхность, так как от толчков моторов происходит сдвиг. Жгёт не на всём, что и понятно: всего 15 ватт, фанеру 4 мм прожигает за 3-4 прохода.
Упакован отлично. Работает хорошо, гравирует, режет. Металл пробовал гравировать на присланном образце, получилось! Сам корпус сбитый, ровный. Программное обеспечение достаточно простое, есть подробная инструкция.
Видео использования лазера в станке ЧПУ
Как сделать лазерный резак по металлу своими руками?
[Лазерный резак], сделанный своими руками, пригодится в каждом доме.
Конечно же, самодельный прибор не сможет обрести большую мощность, которую имеют производственные аппараты, но все же кое-какую пользу в быту от него можно будет получить.
Как сделать лазерное режущее устройство из указки?
Самое интересное, что изготовить лазерный резак можно с помощью старых ненужных предметов.
Например, своими руками изготовить лазерный прибор позволит применение старой лазерной указки.
Чтобы процесс по созданию резака продвигался как можно быстрее, необходимо подготовить следующие предметы и инструменты:
указка лазерного типа;
фонарик на аккумуляторных батареях;
старый CD/DVD-RW пишущий, можно вышедший из строя, – из него понадобится привод с лазером;
электропаяльник и комплект отверток.
Процесс по изготовлению резака своими руками начинается с разборки привода, откуда необходимо достать прибор.
Извлечение нужно сделать по максимуму аккуратным, при этом придется проявить терпение и быть внимательным. В устройстве присутствует много разных проводов с практически одинаковой структурой.
Выбирая DVD привод, нужно учитывать, чтобы он был пишущим, так как именно такой вариант позволяет делать записи с помощью лазера.
Запись выполняется в ходе испарения тонкого металлического слоя с диска.
В процессе чтения, лазер функционирует наполовину своих технических возможностей, слегка освещая диск.
В процессе демонтажа верхнего крепежного элемента взгляд упадет на каретку с лазером, который может передвигаться в нескольких направлениях.
Каретку необходимо бережно извлечь, аккуратно снять разъемы и шурупы.
Затем можно перейти к снятию красного диода, за счет него происходит прожиг диска – это легко можно сделать своими руками при помощи электропаяльника. Извлеченный элемент не стоит встряхивать, а тем более ронять.
После того как основная деталь будущего резака находится на поверхности, нужно сделать тщательно продуманный план сборки лазерного резака.
При этом необходимо учесть следующие моменты: как лучше поместить диод, как подсоединить его к источнику питания, ведь для диода пишущего устройства требуется больше электроэнергии, чем для основного элемента указки.
Данный вопрос можно решить несколькими методами.
Чтобы сделать ручной резак с более-менее высокой мощностью, необходимо достать находящийся в указке диод, после чего поменять его на элемент, извлеченный из DVD привода.
Поэтому лазерную указку разбирают также осторожно, как и привод пишущего DVD устройства.
Предмет раскручивают, затем разделяют его корпус на две половины. Сразу же на поверхности можно будет увидеть деталь, которую и нужно заменить своими руками.
Для этого родной диод из указки снимается и аккуратно заменяется более мощным, его надежное крепление можно выполнить с использованием клея.
Возможно, снять старый диодный элемент сразу не получится, поэтому его можно подковырнуть бережно кончиком ножа, затем слегка встряхнуть корпус указки.
На следующем этапе изготовления лазерного резака нужно сделать для него корпус.
Для этой цели пригодится фонарик с аккумуляторными батарейками, что позволит лазерному резаку получить электроподпитку, приобрести эстетичный вид, и удобство использования.
Для этого в корпус фонарика своими руками необходимо внедрить модифицированную верхнюю часть бывшей указки.
Затем нужно подключить к диоду зарядку, посредством находящейся в фонарике аккумуляторной батареи. Очень важно в процессе подключения точно установить полярность.
До того как фонарик будет собран, необходимо снять стекло и прочие лишние элементы указки, которые могут стать помехой лучу лазера.
На завершающем этапе проводится подготовка лазерного резака к использованию.
Для комфортной ручной работы все этапы работы над прибором необходимо строго соблюдать.
С этой целью нужно проконтролировать надежность фиксации всех внедренных элементов, правильность полярности и ровность установки лазера.
Итак, если все вышеизложенные в статье условия сборки были точно соблюдены, резак готов к применению.
Но так как самодельный ручной прибор наделен невысокой мощностью, то вряд ли из него получится полноценный лазерный резак по металлу.
Что идеально сможет выполнять резак, так это сделать отверстия в бумаге или полиэтиленовой пленке.
А вот наводить на человека лазерное приспособление, сделанное своими руками нельзя, здесь его мощности будет достаточно, чтобы навредить здоровью организма.
Как можно усилить самодельный лазер?
Чтобы сделать своими руками более мощный лазерный резак для работы по металлу, нужно использовать приборы из следующего списка:
DVD-RW привод, нет разницы рабочий или нет;
100 пФ и мФ – конденсаторы;
3 шт. аккумуляторные батареи;
стальной фонарь на светодиодных элементах.
Сборка лазерного резака для ручной работы происходит по следующей схеме.
С применением указанных приборов происходит сборка драйвера, впоследствии он посредством платы сможет обеспечивать лазерному резаку определенную мощность.
При этом к диоду ни в коем случае нельзя подсоединять электропитание напрямую, так как диод сгорит. Также нужно принять во внимание, что диод должен брать подпитку не от напряжения, а от тока.
В качестве коллиматора используется корпус, оснащенный оптической линзой, за счет которой будут скапливаться лучи.
Данную деталь легко отыскать в специальном магазине, главное, что в ней присутствует паз для установки диода лазера. Цена данного устройства небольшая, примерно составляет 3-7$.
Кстати, лазер собирается так же, как и вышерассмотренная модель резака.
В данном случае рекомендуется применять специальные браслеты, которые позволят убрать с диода статическое напряжение.
В качестве антистатического изделия также может применяться проволока, ею обматывают диод. После чего можно приступать к компоновке драйверного устройства.
Прежде чем перейти к полной ручной сборке лазерного резака, нужно проверить работоспособность драйвера.
Сила тока замеряется с помощью мультимера, для этого берут оставшийся диод и проводят измерения своими руками.
С учетом скорости тока, подбирают его мощность для лазерного резака. К примеру, у одних вариантов лазерных устройств сила тока может равняться 300-350 мА.
У других, более интенсивных моделей, она составляет 500 мА, при условии использования другого драйверного устройства.
Чтобы самодельный лазер выглядел более эстетично, и им можно было удобно пользоваться, для него нужен корпус, в качестве которого вполне может использоваться стальной фонарик, функционирующий на светодиодах.
Как правило, упомянутый прибор наделен компактными размерами, которые позволят поместиться ему в кармане. Но во избежание загрязнений линзы, заранее нужно приобрести или сшить своими руками чехол.
Особенности производственных лазерных резаков
Не каждому по карману цена лазерного резака по металлу производственного типа.
Такое оборудование применяют для обработки и разделки металлических материалов.
Принцип действия лазерного резака строится на выработке инструментом мощного излучения, наделенного свойством испарять или выдувать металлический расплавленный слой.
Такая производственная технология при работе с разными типами металла способна обеспечить высокое качество среза.
Глубина обработки материалов зависит от вида лазерной установки и характеристик обрабатываемых материалов.
На сегодняшний день используется три вида лазеров: твердотельные, волоконные и газовые.
Устройство твердотельных излучателей основывается на использовании в качестве рабочей среды конкретных сортов стекла или кристаллов.
Здесь в пример можно привести недорогие установки, эксплуатируемые на полупроводниковых лазерах.
Волоконные – их активная среда функционирует за счет применения оптических волокон.
Данный тип устройства является модификацией твердотельных излучателей, но как утверждают специалисты, волоконный лазер успешно вытесняет свои аналоги с области металлообработки.
При этом оптические волокна являются основой не только резака, но и гравировального станка.
Газовые – рабочая среда лазерного устройства сочетает углекислый, азотный и гелиевый газы.
Так как КПД рассматриваемых излучателей не выше 20%, их используют для резки и сварки полимерных, резиновых и стеклянных материалов, а также металла с высокой степенью теплопроводности.
Здесь в пример можно взять резак по металлу выпускаемый компанией Ханса, применение лазерного устройства позволяет резать медь, латунь и алюминий, в данном случае минимальная мощность станков только выигрывает у своих аналогов.
Схема работы привода
Эксплуатироваться от привода может лишь настольный лазер, данный тип устройства представляет собой портально-консольную машину.
По направляющим рейкам устройства лазерный блок может перемещаться как вертикально, так и горизонтально.
В качестве альтернативы портальному устройству была изготовлена планшетная модель механизма, ее резак перемещается только по горизонтали.
Другие существующие варианты лазерных станков имеют рабочий стол, оснащенный приводным механизмом и наделенный свойством перемещаться в разных плоскостях.
На данный момент имеется два варианта управления приводным механизмом.
Первый обеспечивает перемещение заготовки за счет эксплуатации привода стола, или перемещения резака выполняется за счет функционирования лазера.
Второй вариант предусматривает одновременное перемещение стола и резака.
При этом первая модель управления по сравнению со вторым вариантом считается намного проще. Но вторая модель все-таки отличается высокой производительностью.
Общей технической характеристикой рассмотренных случаев является необходимость внедрения в устройство блока ЧПУ, но тогда цена для сборки прибора для ручной работы станет выше.
Из чего можно сделать лазерный резак по металлу
Изготовить лазер для резки металла своими руками. Мощность такого устройства будет небольшой, но есть способы увеличить ее за счет подручных приспособлений.
Лазерный резак — уникальное приспособление, которое полезно иметь в гараже каждого современного мужчины. Изготовить лазер для резки металла своими руками — несложно, главное соблюдать простые правила. Мощность такого устройства будет небольшой, но есть способы увеличить ее за счет подручных приспособлений. Функционала производственной машины, которая без приукрашивания — может все, самоделкой не достичь. Но для бытовых дел, этот агрегат подойдет очень кстати. Давайте рассмотрим, как его соорудить.
Как сделать лазерный резак в гараже
Все гениально просто, поэтому для создания такого оборудования, которое способно вырезать красивейшие узоры в прочных сталях, можно сделать из обычных подручных материалов. Для изготовления обязательно потребуется старая лазерная указка. Помимо этого, следует запастись:
- Фонариком, работающим на аккумуляторных батарейках.
- Старым DVD-ROM, из которого нам потребуется извлечь матрицу с лазерным приводом.
- Паяльник и набор отверток для закручивания.

Первым шагом будет являться разборка привода старого дисковода компьютера. Оттуда нам следует извлечь прибор. Будьте аккуратны, чтобы не повредить само устройство. Привод дисковода должен быть пишущим, а не просто читающим, дело в строении матрицы устройства. Сейчас в подробности вдаваться не будем, но просто используйте современные нерабочие модели.
После этого, вам обязательно нужно будет извлечь красненький диод, который прожигает диск во время записи на него информации. Просто взяли паяльник и распаяли крепления этого диода. Только ни в коем случае не бросайте его. Это чувствительный элемент, который при повреждениях может быстро испортиться.
При сборке самого лазерного резака следует учесть следующее:
- Куда лучше установить красный диод
- Каким образом будут запитываться элементы всей системы
- Как будут распределяться потоки электрического тока в детали.
Помните! На диод, который будет выполнять прожиг, требуется намного больше электричества, нежели на элементы указки.
Для этого вам потребуется фонарик и аккумуляторные батарейки, которые запитают лазерный резак. Благодаря фонарику у вас получится удобная и компактная деталь, не занимающая много места в быту. Ключевым моментом оборудования такого корпуса является правильно подобрать полярность. Удаляется защитное стекло с бывшего фонарика, чтобы оно не являлось преградой для направленного луча.
Последующим действием является запитка самого диода. Для этого вам необходимо подключить его к зарядке аккумуляторной батареи, соблюдая полярность. В завершении проконтролировать:
- Надежность фиксации устройства в зажимах и фиксаторах;
- Полярность устройства;
- Направленность луча.
Неточности докрутить, а когда все готово можно поздравить себя с успешной завершенной работой. Резак готов к использованию. Единственное, что нужно помнить — его мощность намного меньше, чем мощность производственного аналога, поэтому слишком толстый металл ему не под силу.
Осторожно! Мощности прибора достаточно, чтобы навредить вашему здоровью, поэтому будьте осторожны во время управления и старайтесь не запихивать пальцы под луч.
Усиление самодельной установки
- 2 «кондера» на 100 пФ и мФ;
- Сопротивление на 2-5 Ом;
- 3 аккумуляторные батарейки;
- Коллиматор.

Ту установку, которую вы уже собрали можно усилить, чтобы в быту получить достаточно мощности для любых работ с металлом. При работе над усилением помните, что включить напрямую в розетку ваш резак будет для него самоубийством, поэтому следует позаботиться о том, чтобы ток сперва попадал на конденсаторы, после чего отдавался батарейкам.
При помощи добавления резисторов вы можете повысить мощность вашей установки. Чтобы еще больше увеличить КПД вашего устройства, используйте коллиматор, который монтируется для скапливания луча. Продается такая модель в любом магазине для электрика, а стоимость колеблется от 200 до 600 рублей, поэтому купить ее не сложно.
Дальше схема сборки выполняется так же, как было рассмотрено выше, только следует вокруг диода накрутить алюминиевую проволоку, чтобы убрать статичность. После этого вам предстоит измерить силу тока, для чего берется мультиметр. Оба конца прибора подключаются на оставшийся диод и измеряются. В зависимости от нужд вы можете урегулировать показатели от 300 мА до 500 мА.
После того, как калибровка тока выполнена, можно переходить к эстетическому декорированию вашего резака. Для корпуса вполне сойдет старый стальной фонарик на светодиодах. Он компактный и умещается в кармане. Чтобы линза не пачкалась, обязательно обзаведитесь чехлом.
Хранить готовый резак следует в коробке или чехле. Туда не должна попадать пыль или влага, иначе устройство будет выведено из строя.
В чем разница между готовыми моделями
- Благодаря созданию направленного лазерного луча происходит воздействие на металл
- Мощное излучение заставляет материал испаряться и выходить под силой потока.
- В результате благодаря малому диаметру лазерного луча получается высококачественный срез заготовки.
Глубина врезания будет зависеть от мощности комплектующих. Если заводские модели оборудуются высококлассными материалами, которые обеспечивают достаточный показатель углубления. То самодельные модели способны справиться врезаться на 1-3 см.
Благодаря таким лазерным установкам можно сделать уникальные узоры в заборе частного дома, комплектующие для декорирования ворот или ограждений. Существует всего 3 вида резаков:
- Твердотельные. Принцип работы завязан на использовании специальных сортов стекла или кристалликов светодиодного оборудования. Это недорогие производственные установки, которые используются на производстве.
- Волоконные. Благодаря использованию оптического волокна можно получить мощный поток и достаточную глубину врезания. Они являются аналогами твердотельных моделей, но благодаря своим возможностям и характеристикам по производительности лучше их. Но и дороже.
- Газовые. Из названия понятно, что для работы используется газ. Это может быть азот, гелий, углекислый газ. КПД таких устройств на 20% выше, чем у всех предыдущих. Их используют для резки, сварки полимеров, резины, стекла и даже металла с очень большим уровнем теплопроводности.
В быту без особых затрат можно получить только твердотельный лазерный резак, но его мощности при грамотном усилении, которое было разобрано выше, хватает для выполнения бытовых работ. Теперь у вас есть знания относительно изготовления такого устройства, а дальше только действовать и пробовать.
А у вас есть опыт в разработке лазерного резака по металлу своими руками? Поделитесь с читателями, оставив под этой статьей комментарий!

