Какой мощности нужен лазер для резки металла
Параметры лазерной резки металла на волоконном лазерном станке
Статья содержит в себе рекомендации, параметры и настройки лазерной резки металла при помощи лазерного станка с волоконным (иттербиевым) излучателем, отличие волоконного станка от плазмы, а также рекомендации по подбору мощности излучателей относительно материала, экономические выгоды.
Для качественной и предельно точной лазерной резки металла мы рекомендуем в качестве излучателя использовать иттербиевый (волоконный) лазерный излучатель (ссылка на каталог с излучателями), более точного излучателя в современном мире не существует.
Основные отличительные черты волоконного излучателя от плазмы
Волоконный излучатель
Плазма
Выше в таблице мы произвели сравнение двух видов резки металла, при помощи лазерного волоконного (иттербиевого) станка и станка плазменной резки. Выбор очевиден, если требования к товару высокие, по точности размеров отверстий и прямых углов, по однородности торца детали, без зубцов и облоя, по конусности торца, то стоит остановить свой выбор на волоконном (иттербиевом) станке.
Если нужны детали без требований точности, с допустимыми погрешностями в размерах +3-+5 мм., под сварку, то следует остановить свой выбор на плазменном станке.
Итак, чтобы подобрать волоконный (иттербиевый) излучатель, нужно определиться с толщинами металлов для лазерной резки. К примеру, если 80% материалов составляет сталь толщиной от 8-10 мм., а 20% нержавеющая сталь и цветные металлы, то мы рекомендуем рассматривать к приобретению станок с мощностью не менее 1500 Ватт.
Излучатель с мощностью от 1,5 кВт, сможет резать сталь с адекватными параметрами скорости, что экономически будет выгодно. Сталь толщиной 8-10 мм., сможет порезать станок с мощностью 1000 Ватт, но скорость резки будет достаточно низкой (см. таблицу ниже), что влечет за собой большой расход газа и большое количество времени на обработку детали, что становится экономически не выгодно, на рынке лазерной резки.
Рассмотрим другие обстоятельства выбора излучателя, к примеру 80% материалов из стали до 6 мм., 10% времени материалы из металла 8-10 мм., при таких обстоятельствах, в целях экономии, выгодно приобрести лазерный станок с максимальной мощностью 1000 Ватт, потому что скорость обработки металла на станке с мощностью 1 кВт., достаточно высокая на толщинах до 6 мм., а 10% рабочего времени, как факультатив, можно резать и 8, и 10 мм., для более подробного анализа, можно воспользоваться таблицей данных скоростных характеристик ниже.
Как выбрать лазерный станок для резки металла?
Лазерные металлорежущие станки (резаки по металлу) по праву занимают одно из ведущих мест среди инновационного оборудования, используемого в различных отраслях народного хозяйства: металлургии, машиностроении, мебельном производстве и других. Все потому, что с их помощью можно получить детали самой сложной конфигурации с высокой степенью точности без необходимости дальнейшей обработки по контуру. При этом с учетом минимальной толщины реза и рационального раскроя листа можно добиться безотходного производства.
К достоинствам такого процесса можно также отнести:
- высокую производительность;
- наличие автоматизированной системы управления;
- снижение себестоимости продукции
Критерии выбора лазерных металлорежущих станков
Многие руководители рано или поздно задумываются об обеспечении своих предприятий и компаний такого рода высокотехнологичными агрегатными механизмами. Ведь иметь на производстве хотя бы один лазерный станок для резки металла — это отказаться от устаревшего и малоэффективного оборудования и при минимуме энергозатрат обеспечить необходимым объемом деталей и заготовок участок сборки. Но поскольку существует несколько видов такой техники, да еще по высокой стоимости, к выбору модели для каждого определенного случая следует подходить индивидуально. Попробуем разобраться, на что обратить внимание, выбирая лазерный металлорежущий станок для конкретного производства.
Особенности работы лазерного резака
Для начала разберемся с конструкцией лазерного станка и с особенностями его работы. Лазерный резчик, тот же резак по металлу, состоит из следующих узлов:
- излучателя, который генерирует узконаправленный импульс или поток фотонов;
- системы перемещения газа, предназначенного для охлаждения излучателя и выдувания расплавленного металла из рабочей зоны;
- привода, используемого для перемещения излучателя над поверхностью резания;
- координатного стола, на который укладывается лист металла либо обрабатываемая заготовка;
- автоматизированной системы управления (АСУ) либо ЧПУ.
Технология лазерной резки заключается в испарении либо выдувании при помощи потока газовой смеси тонкого слоя металла, расплавленного под воздействием мощных излучателей (лазеров). Такой способ обработки гарантирует получение высокого качества среза как всех
видов листовых сталей, так и цветных металлов и сплавов.
Разновидности лазеров: сравнение газовых и волоконных
Определимся с разновидностями лазеров, поскольку принцип работы лазерных установок заключается в фокусировке луча, обеспечивающего высокую концентрацию энергии на поверхности материала. Диаметр этого луча составляет всего несколько десятков миллиметра, что обеспечивает малую толщину реза. Процесс расплавления и изменения структуры металла происходит в случае достижения мощности луча до определенных значений.
Существуют следующие типы лазеров:
- газовые, в которых роль активной среды играет смесь углекислого газа, азота и гелия;
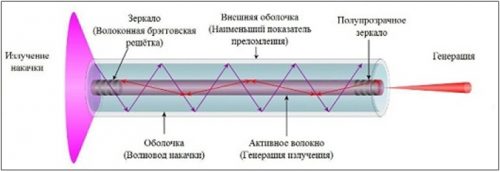
- волоконные, использующие в качестве активной среды оптические волокна;
- твердотельные, где место активной среды занимают кристаллы и особые виды стекла.
- диодные.
Рассмотрим основные два, занимающие верхние строчки в списке, и проведем их сравнительный анализ. При этом обратим внимание на три важных момента, которые следует учитывать при выборе лазерного станка:
- Эффективность резки какого-либо материала зависит от длины волны излучения. Так, волоконные лазеры с коротковолновым излучением показывают высокие показатели качества в случае с резкой тонколистового металла толщиной до 3 мм. Газовые лазеры, у которых волна излучения длиннее, демонстрируют отличные результаты при резке листов металла большой толщины.
- Волоконные лазеры имеют более высокую стоимость установки в сравнении с газовыми аналогами.
- Оборудование, оснащенное волоконными лазерами, отличается небольшими габаритами и продолжительным сроком службы в 100 тыс. часов, обусловленным качеством оптоволокна и отсутствием перегрева.
- Пятно, излучаемое световым лучом волоконного лазера, отличается небольшими размерами при хорошей глубине резкости по сравнению с газовым лазером.
- При обработке металлов при помощи волоконных лазеров можно добиться получения более точных квалитетов
Рабочее поле: на что обратить внимание
При выборе лазерного металлорежущего станка также необходимо определиться и с размерами рабочего поля координатного стола. В случае с необходимостью выполнения раскроя материала, следует остановить выбор на модели с большим столом. Если же нужно воплотить идеи, связанные с декоративно-прикладным искусством, можно приобрести лазерный резак по металлу с габаритами поменьше.
Покупая лазерное металлорежущее оборудование, следует знать следующее: если мощность лазера можно увеличить, то стол поменять нельзя — он меняется вместе со станком.
Оборудование, используемое для управления лазерным резаком
Для управления лазерным резаком по металлу, как правило, используется компьютеризованная система управления АСУ либо ЧПУ. С ее помощью производится
контроль и управление параметрами лазера, передача команд на исполнительные модули координатного стола и системы перемещения и излучения газа.
Вывод
В последнее время металлообрабатывающая индустрия предлагает вместе с лазерным оборудованием множество видов металлообрабатывающих агрегатов, позволяющих проводить разделение даже самых твердых сплавов в считанные минуты и с минимальным участием человека в процессе.
Это:
- Гильотина, осуществляющая резку металлических листов на полосы при помощи специальных ножей по металлу.
- Плазменные станки, используемые для раскройки токопроводных материалов и работающие с применением плазмотронов.
- Газокислородные агрегаты, предназначенные для раскройки металла большой толщины путем его нагревания до температуры 1000 градусов и подачи тонкой струи кислорода на заранее подготовленные участки.
- Гидроабразивное оборудование, которое обеспечивает резку металла толщиной до 300 мм путем воздействия на срез струи воды, смешанной с абразивным материалом, под давлением 5 тыс. атмосфер.
Однако ни один металлорежущий агрегат не входит ни в какое сравнение с лазерным резаком по металлу, способным осуществлять раскрой любой сложности с получением идеально ровных краев без наплывов и заусенцев.
Выбор мощность лазера для резки металла в зависимости от материала
Это одна из самых современных технологий, используемых не только на производстве, но и в небольших мастерских. Данный способ при правильном подборе вида оборудования подходит практически для всех металлов, позволяет делать обычную и художественную (фигурную) резку. Чтобы добиться хороших результатов, необходимо ориентироваться в технологиях и принципах работы этого оборудования.

Мощность лазера для раскроя металлических заготовок различной толщины
Резка лучом лазера термическая, дает возможность добиться точности, почти полностью исключающей необходимость в дальнейшей обработке. Чтобы повысить эффективность, применяются различные газы: кислород, углекислый газ, азот, водород, гелий, аргон. Выбор зависит от вида материала, толщины заготовки, планов по поводу последующей обработки. Если для раскроя требуется очень высокая температура, используется кислород. Для работы с цирконием или титаном подходит только аргон.
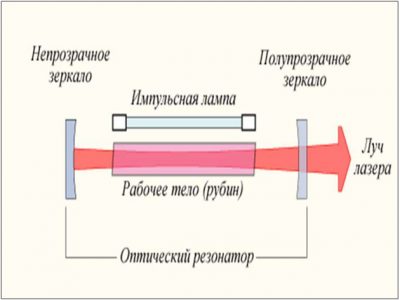
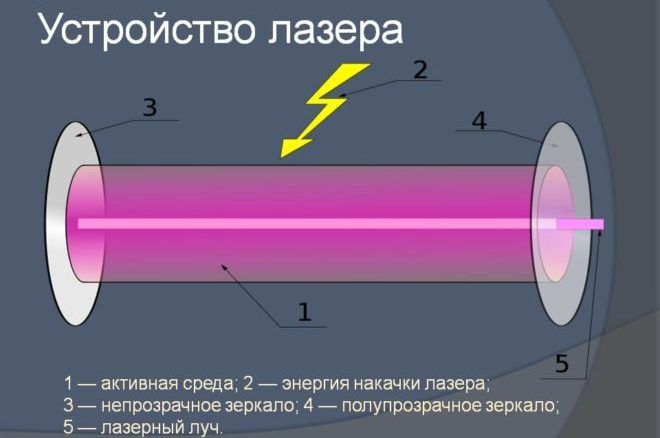
Любой лазерное оборудование состоит из:
- механизма (системы), обеспечивающего подачу энергии;
- тела, генерирующего луч (твердого, волоконного, в виде смеси газов);
- зеркал (резонатора).
В твердотельное лазерное оборудование размещается диод и стерженек, изготовленный из рубина, неодима или граната. В волоконных лазерах элементом, генерирующим луч, (иногда и резонатором) служит оптическое волокно. В газовом оборудовании используются газы или их смеси. Мощность и сфера применения полностью зависят от вида оборудования:
- твердотелые (для латуни, меди, алюминия и сплавов из него) – 1-6 кВт;
- СО2-лазеры (для любых тонких металлических заготовок) – 600-8000 кВт;
- газодимамические – от 150 кВт.
Для резки металла мощность лазера 450-500 Вт (кроме цветных металлов, для которых требуется от 1 кВт). Наиболее эффективен этот способ при толщине заготовок, толщина которых не превышает 6 мм. При 20-40 мм лазерное оборудование применяется редко. Для металла большой толщины лазерная резка (от 40 мм) почти не встречается.
Зависимость мощности от толщины заготовки
Толщина заготовки (мм)
Сталь (легированная, углеродистая)
Для обработки легированной и углеродистой стали в качестве вспомогательного элемента используется кислород, для нержавеющей стали – азот с давлением до 20 атмосфер. Цветные металлы и алюминий отличаются высокой теплопроводностью и низким уровнем поглощения лазерного луча. Для раскроя этих материалов используется твердотелый лазер, работающий в режиме импульсов.
Важно! Для резки металла толщиной 1мм выбор мощности лазера зависит от вида материала. Для стали достаточно 100 Вт, для титана необходимо 600 Вт.
Лазерный диод для резки металла
Лазерный диод для резки металла – полупроводниковый лазер, сконструированный по принципу p-n гомоструктурного диода. Полупроводником служит пластина, верхний слой которой создает n-области (отрицательную), нижний — p-область (положительную). Переход p-n сравнительно большой и плоский. Торцы по бокам служат резонаторами. Фотон, который движется перпендикулярно, отражается от торцов несколько раз, только потом сможет выйти.
В процессе прохода вдоль торцов создаются новые фотоны, излучение усиливается, начинается генерация луча. В момент выхода он сильно расходится, поэтому собирается линзами. Лазерные диоды для резки металла с большой мощностью (10 микрометров) дополнительно излучают углекислый газ (CO2).
Важно! Оборудование этого типа отличается повышенной производительностью, сравнительно низкой стоимостью
СО2 лазер (углекислый) для раскроя металла
Углекислые лазеры обладают характеристиками, делающими их идеальными для раскроя в промышленности. Первое — длинные инфракрасные волны, идеальные для нагрева. Второе — высокая эффективность (от 30%). Использование углекислого газа делает срез более гладким (если сравнивать с оборудованием со стекловолокном). Расширяется сфера применения, инвестиции быстро окупаются.
Недостаток СО2 лазер для резки металла – необходимость в оптических зеркалах, оснащенных сапфировыми элементами и золотом. Кроме того, этот вид оборудования требует высокого электрического разряда на этапе формирования луча. Для резки металла (нержавеющей стали, алюминия) толщиной 2 мм достаточно мощности 160 Вт, если применяется лазер этого типа. При повышении мощности до 200 Вт можно резать листы толщиной 3 мм.
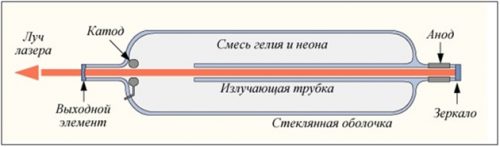
Активная среда состоит из смеси углекислого газа, гелия, неона. В зависимости от того, какая для резки металла нужна мощность лазера, может добавляться ксенон или водород. Пропорции тоже меняются, исходя из требований к свойствам луча, но объем СО2 не превышает 20%. На рынке доступно оборудование этого вида с мощностью 1 кВт, 3-5 кВт и 10 кВт.
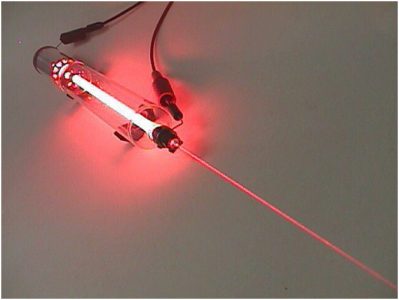
Длина волны лазера для резки металла
На поглощение материалом лазерного луча существенно влияют качества волны: длина и спектр. Длина волны лазера для резки металла полностью зависит от вида материала. Если рассматривать волоконный лазер, то один его узел создает луч с волной 1 мкм (миллимикрон). Если требуется более длинный луч, используется сумматор, объединяющий лучи нескольких модулей. Показатели твердотелых моделей отличаются мало – длина волны так же 1 мкм. Эти виды лазеров являются идеальным вариантом для резки практически всех видов металлов (даже благородных). Для резки металла (нержавейки) 20 мм мощность волоконного лазера – от 2 кВт.
В углекислых лазерах длина волны достигает 10,6 мкм, что создает более высокую плотность на обрабатываемой поверхности. Этот вид оборудования применяется для раскроя стекла, древесины, стеклопластика, демонстрируя высокое качество резки даже при большой толщине.
При выборе оборудования мало изучить технические характеристики: тип излучателя, мощность, длину волны, точность и качество реза. Важно точно определить требования конкретного производства. Мощность лазера для резки металла (например, нержавейки) толщиной 3 мм не может быть ниже 500 Вт. В противном случае снизится производительность, материал будет перегреваться. На первый взгляд может подойти СО2-лазер требуемой мощности. Но в данном случае необходимо учесть длину волны, которая не совсем подходит для металлических заготовок.
Совет! Чтобы не ошибиться, перед покупкой необходимо все точно рассчитать или посоветоваться с квалифицированным специалистом.
Инструкция по изготовлению самодельного лазера
Лазерная резка является наиболее прогрессивной, но и дорогой по стоимости технологией. Зато с ее помощью можно достичь таких результатов, которые не под силу другим способам обработки металла. Способности лазерных лучей придавать любому материалу нужную форму поистине безграничны.
Уникальные возможности лазера основываются на характеристиках:
- Четкая направленность – за счет идеальной направленности лазерного луча энергия фокусируется в точке воздействия с минимумом потерь,
- Монохроматичность – у лазерного луча длина волн фиксирована, а частот — постоянна. Это позволяет сфокусировать его обычными линзами,
- Когерентность – у лазерных лучей высокий уровень когерентности, поэтому их резонансные колебания усиливают энергию на несколько порядков,
- Мощность – вышеперечисленные свойства лазерных лучей обеспечивают фокусировку энергии высочайшей плотности на минимальной площади материала. Это позволяет разрушать или прожигать любой материал на микроскопически малом участке.
Устройство и принципы работы
Любое лазерное устройство состоит из следующих узлов:
- источника энергии;
- рабочего органа, продуцирующего энергию;
- оптоусилителя, оптоволоконного лазера, системы зеркал, усиливающих излучение рабочего органа.
Лазерным лучом точечно создается нагрев и плавление материала, а после продолжительного воздействия — его испарение. В результате шов выходит с неровным краем, испаряющийся материал осаждается на оптике, что сокращается срок ее эксплуатации.
Для получения ровных тонких швов и удаления паров используют технику выдувания инертными газами или сжатым воздухом продуктов расплава из зоны воздействия лазера.
Заводские модели лазеров, оборудованные высококлассными материалами, могут обеспечить хороший показатель углублений. Но для бытового использования у них слишком высокая цена.
Модели, изготовленные в домашних условиях, способны врезаться в металл на глубину 1-3 см. Этого хватит, чтобы изготовить, например, детали для декорирования ворот или заборов.
В зависимости от используемой технологии резаки бывают 3-х видов:
- Твердотельные. Компактны и удобны в использовании. Активный элемент – кристалл полупроводника. У моделей с малой мощностью вполне доступная цена.
- Волоконные. В качестве элемента излучения и накачки используется стекловолокно. Достоинствами волоконных лазерных резаков являются высокий КПД (до 40%), длительный срок эксплуатации и компактность. Так как при работе выделяется мало тепла, нет нужды в установке системы охлаждения. Можно изготавливать модульные конструкции, позволяющие объединять мощности нескольких головок. Излучение транслируется по гибкому оптоволокну. Производительность таких моделей выше твердотельных, но их стоимость дороже.
- Газовые. Это недорогие, но мощные излучатели, основанные на использовании химических свойств газа (азота, углекислого газа, гелия). С их помощью можно варить и резать стекло, резину, полимеры и металлы с очень высоким уровнем теплопроводности.

Самодельный бытовой лазер
Для выполнения ремонтных работ и изготовления металлических изделий в быту часто требуется лазерная резка металла своими руками. Поэтому домашние умельцы освоили изготовление и успешно пользуются ручными лазерными устройствами.
По стоимости изготовления для бытовых нужд больше подходит твердотельный лазер.
Мощность самодельного прибора, конечно же, нельзя даже сравнивать с производственными аппаратами, но для использования в бытовых целях он вполне подойдет.
Как собрать лазер, используя недорогие запчасти и ненужные предметы.
Для изготовления простейшего прибора понадобятся:
- лазерная указка;
- фонарик на аккумуляторных батареях;
- пишущий CD/DVD-RW (подойдет старый и неисправный);
- паяльник, отвертки.
Процесс изготовления лазерного резака
- Из компьютерного дисковода нужно извлечь красный диод, который прожигает диск при записи. Обратите внимание, что дисковод должен быть именно пишущим.
После демонтажа верхних крепежей, извлекают каретку с лазером. Для этого аккуратно снимают разъемы и шурупы.
Для извлечения диода необходимо распаять крепления диода и извлечь его. Делать это нужно предельно аккуратно. Диод очень чувствительный и его легко повредить, уронив или резко встряхнув.
- Из лазерной указки извлекают содержащийся в ней диод, и вместо него вставляют красный диод из дисковода. Корпус указки разбирают на две половинки. Старый диод вытряхивают, подковырнув острием ножа. Вместо него помещают красный диод и закрепляют клеем.
- В качестве корпуса лазерного резака проще и удобнее использовать фонарик. В него вставляется верхний фрагмент указки с новым диодом. Стекло фонарика, являющееся для направленного лазерного луча преградой, и части указки надо удалить.

На этапе подключения диода к питанию от аккумуляторных батарей важно четко соблюсти полярность.
- На последнем этапе проверяют, насколько надежно зафиксированы все элементы лазера, правильно подключены провода, соблюдена полярность и ровно установлен лазер.
Лазерный резак готов. Из-за малой мощности использовать в работе с металлом его нельзя. Но если необходим прибор, режущий бумагу, пластик, полиэтилен и другие подобные материалы, то этот резак вполне подойдет.
Как усилить мощность лазера для резки металла
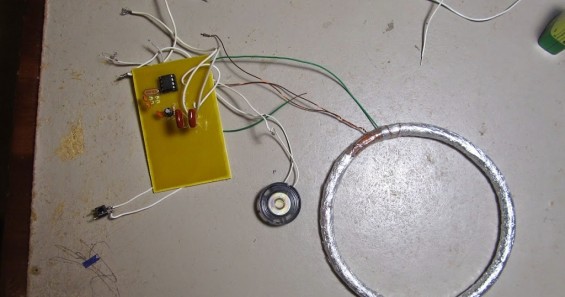
Изготовить более мощный лазер для резки металла своими руками можно, оснастив его драйвером, собранным из нескольких деталей. Посредством платы резаку обеспечивается нужная мощность.
Понадобятся следующие детали и приборы:
- пишущий CD/DVD-RW (подойдет старый или неисправный), со скоростью записи больше 16х;
- аккумуляторы по 3,6 вольт – 3 шт.;
- конденсаторы на 100 пФ и на 100 мФ;
- сопротивление 2-5 Ом;
- коллиматор (вместо лазерной указки);
- стальной светодиодный фонарь;
- паяльник и провода.
К диоду нельзя подключать источник тока напрямую, иначе он сгорит. Диод берет подпитку от тока, а не от напряжения.

Фокусировка лучей в тонкий луч производится при помощи коллиматора. Он используется вместо лазерной указки.
Продается в магазине электротоваров. В этой детали есть гнездо, куда монтируется лазерный диод.
Сборка лазерного резака такая же, как у описанной выше модели.
Чтобы снять статичность с диода, вокруг него наматывают алюминиевую проволоку. С этой же целью можно использовать антистатические браслеты.
Советы по сборке
Для проверки работы драйвера измеряют мультиметром силу тока, подаваемого на диод. Для этого к прибору подсоединяют нерабочий (или же второй) диод. Для работы большинства самодельных устройств достаточна сила тока 300-350 мА.
Если нужен более мощный лазер, показатель можно увеличить, но не более 500 мА.
В качестве корпуса для самоделки лучше использовать светодиодный фонарик. Он компактный и его удобно использовать. Чтобы не испачкались линзы, устройство хранят в специальном чехле.
Важно! Лазерный резак является своего рода оружием, поэтому нельзя направлять его на людей, животных и давать в руки детям. Носить его в кармане не рекомендуется.
Следует заметить, что лазерная резка своими руками толстых заготовок невозможна, но с бытовыми задачами он вполне справится.