

Какая температура паяльника для пайки полипропиленовых труб
Температура пайки полипропиленовых труб
Прочность и долговечность различных коммуникаций из пластика зависит, насколько точно учтена температура пайки полипропиленовых труб. При сваривании изделий из полипропилена необходимо учитывать время нагрева материала, время остывания стыков. Правильное сопоставление и учет температурных и временных показателей процесса пайки технических изделий из полипропилена способствует изготовлению прочного и надежного материала. При отклонении от технологии изделие будет иметь разрывы в местах стыка и отличаться низким качеством.
Общая информация 

Температурный режим пайки трубных изделий из полипропилена напрямую зависит от применяемого полимера. На практике используются 4 типа материалов:
- PN10, применяемые для использования технических изделий при температурном режиме до +40 С;
- PN16 для использования при +60 С;
- PN20, используемые в водопроводе от +80 С до +95 С;
- PN25 для режимов эксплуатации свыше +95 С.
Помимо выдержки температурного режима, сварка полипропиленовых труб своими руками зависит от давления, которое способно выдержать трубное технических изделий конкретной маркировки.
Первый тип применяется при прокладывании техизделий, предназначенных для холодного водоснабжения. Трубные изделия с маркировкой PN20 считаются универсальными и предназначены для холодного и горячего водоснабжения, но при учете, что воздействие +95 С носит кратковременный характер. Если температура не соблюдается, то от ее действия они потеряют герметичность и деформируются.
Режим пайки и его влияние на процесс
Технология пайки полипропиленовых труб заключается в их нагревании, после чего происходит размягчение входящего в их состав пластика. При соединении двух нагретых изделий возникает диффузия (взаимопроникновение) молекул полипропилена одного технических изделий в молекулы другого. В результате образовывается прочная молекулярная связь, делающая получившийся материал герметичным и прочным.
Если наблюдается недостаточный режим, то при соединении двух материалов не произойдет достаточная диффузия. В итоге стык техизделия получится слабым, что приведет к нарушению герметичности всего материала.
Излишний перегрев фитинга и трубного техизделия при сваривании становится причиной деформации деталей. Нарушается их геометрия, а во внутреннем сечении происходит наплыв валика.»
На выходе получается трубопровод с минимальным внутренним отверстием в месте стыка, диаметр которого не соответствует технологическим нормам.
Учитываются надо не только температуру нагрева при сварке полипропиленовых труб, но и время, температурный режим среды и диаметр технических изделий. Время нагрева трубных материалов находится в прямой зависимости от их диаметра.
Значение имеет внешняя среда. Минимально допустимый температурный показатель при сваривании изделий из полипропилена составляет -10 С. Максимально допустимый его показатель +90 С. Таблица температур сварки полипропиленовых труб таблица наглядно показывает, что в основном все зависит от времени.
Внешняя среда оказывает сильное влияние на качество пайки. Это связано с тем, что от момента снятия материалов с аппарата для сваривания до их непосредственного соединения проходит время. Подобная пауза сильно влияет на качество сварного шва. При небольшом внешнем температурном режиме в мастерской рекомендуется увеличивать время нагрева стыкуемых изделий на несколько секунд. Внешняя температура пайки полипропиленовых труб 20 мм должна быть выше 0 С. Важно не перегреть их. Есть риск затекания полимера во внутреннее отверстие трубного материала и уменьшения его внутреннего просвета. Это сильно отразится на пропускной способности будущего участка трубопровода.

Снятие трубы с аппарата для пайки
Выдержка температурного режима, ее особенности
Перед тем как ответить, какая температура нужна для сварки полипропиленовых труб, требуется определиться с используемым сварочным аппаратом. Для пайки материалов, изготовленных на основе полипропилена, применяется паяльник. Возникает вопрос: какая температура паяльника для пайки полипропиленовых труб должна устанавливаться? Оптимальным значением являются 260 С. Допустимо проведение сварочных работ в диапазоне 255 -280 С. Если перегреть паяльник свыше 271 С, уменьшив время нагрева, то верхний слой изделий прогреется больше внутреннего. Сварочная пленка окажется чрезмерно тонкой.
Существует таблица температур пайки полипропиленовых труб.
Температура пайки полипропиленовых труб: основные этапы самостоятельной сварки + таблица значений

Одним из этапов строительства частных домов и квартир является монтаж коммуникаций, отвечающих за подачу воды или отвод стоков. Сборка труб из полипропилена гораздо проще, чем установка металлических конструкций. Для их состыковки используют фитинги, привариваемые с помощью специализированного оборудования – утюга.
В предложенной нами статье описана технология выполнения соединений, приведена нормативная температура пайки полипропиленовых труб. Мы расскажем о подготовительных мероприятиях, необходимых для производства прочных и герметичных сочленений. С учетом наших советов вы без проблем соберете трубопровод.
Пайка как способ соединения PPR труб
В процессе сварки важно все: диаметр, температура пайки ПП изделий, время воздействия сварочного аппарата. Но для начала нужно познакомиться с азами технологии и научиться пользоваться инструментами.
Приступать к процессу пайки нельзя, не определив тип и размеры материала. Предлагаем ознакомиться с полезной информацией, которая поможет правильно подобрать полипропиленовые трубы и фитинги, а также произвести их монтаж, зная нюансы и последовательность процесса.
Что нужно знать о полипропиленовых трубах?
Технологию сварки (или пайки – оба термина одинаково применимы) обеспечивают свойства полипропилена – технического полимера универсального назначения. Он легкоплавкий, но после остывания и отвердевания возвращает характеристики прочности и герметичности.
Трубы отличаются диаметром, толщиной стенки, цветом, характеристиками. Благодаря разбросу диаметров –16-110 мм – можно внедрить любое техническое решение.

На окраску полимера можно не обращать внимания, так как он выбирается производителем по своему усмотрению, однако цвет полосок имеет значение:
- синие – для холодного водоснабжения;
- красные – для горячего водоснабжения и отопления.
Однако основная информация, на которую следует опираться при покупке и пайке труб, указана на маркировке. Полипропиленовый трубный материал обозначается буквенными сочетаниями PPR, PP-H, PP-B, PPRC.
Классификация по номинальному давлению, максимально допустимому для монтажа в конкретных условиях, помогает подобрать изделия для систем домашнего или промышленного назначения.
Исходя из этого выделяют 4 типа труб PPR:
- PN-10 (с номиналом 1,0 МПа) – предназначены для транспортировки холодной воды. Иногда их используют для устройства теплого пола, при условии, что теплоноситель не нагреется свыше +45 °С.
- PN-16 (с номиналом 1,6 МПа) – используются для сборки систем горячего/холодного водоснабжения. Максимально допустимая температура – +60 °С.
- PN-20 (с номиналом 2,0 МПа) – выдерживают температуру до +80-90 °С в трубопроводах, защищенных от гидроударов.
- PN-25 (с номиналом 2,5 МПа) – подходят не только для автономного, но и для централизованного водоснабжения. Рекомендуемая максимальная температура – +95 °С, но выдерживают и выше.
Лучше переплатить и приобрести надежные трубы с чуть превосходящим значением, чем сэкономить и взять материал, ограниченный температурными параметрами.
При изготовлении труб применяется принцип: чем выше температура теплоносителя и давление в системе, тем толще стенки.
Это минимальные знания, которые нужны для правильного применения PPR труб. Переходим к краткому описанию процесса.
Технологическое описание процесса пайки
Существует два вида пайки полипропилена – стыковой и муфтовый. Первый практически не используется для устройства домашних коммуникаций, так как отличается сложной технологией и применяется исключительно для соединения магистральных труб большого диаметра.
Принцип сварки заключается в том, что два отрезка трубы, примерно равные по диаметру и толщине стенки, нагреваются специальным инструментом и соединяются раструбным способом.
Главная особенность: муфта в холодном состоянии должна быть немного меньше по диаметру.
При нагревании образуется зона оплавления полимера. Важно, чтобы она охватила только рабочие, примыкающие друг к другу поверхности.
Здесь важно быстро снять детали с инструмента и соединить их между собой, благодаря чему и происходит сращивание двух отрезков в один с последующей полимеризацией. От времени, затраченного на процесс нагрева, и правильно выбранной температуры зависит надежность соединения.
Стандартные температурные параметры
И перегрев, и недостаточное нагревание плохо сказываются на результате сварки. В первом случае произойдет деформация элементов, наплыв валика, уменьшение внутреннего диаметра. В дальнейшем в зонах неровных стыков возможно образование накипи и пробок.
Во втором случае соединение будет слабым, а из-за недостаточной герметичности останется риск возникновения течи.
Именно из-за риска прорыва трубопровода необходимо соблюдать технику сварки и обязательно учитывать такие параметры, как:
- диаметр свариваемых изделий;
- время нагрева и остывания;
- температуру оборудования;
- температуру окружающей среды.
Считается, что процесс сварки ПП труб нецелесообразно проводить при температуре ниже -10 °С, верхний предел +90 °С. Наиболее благоприятной является температура внешней среды от 0 °С до +25 °С. Для удобства запоминания необходимые значения температуры и времени свели в одну таблицу.
Если температура воздуха в помещении или на улице ниже +5 °С, время нагрева увеличивают примерно на 50%, то есть в два раза. Значение температуры нагрева везде одинаковое – +260 °С. Допустимым является диапазон +255-280 °С.
Интересно то, что выбор параметра не зависит от диаметра трубы – и для 16-миллиметровых, и для 50-миллиметровых используются одни и те же значения. Меняются только временные отрезки. По этой причине температуру сварки полипропиленовых фитингов и труб в технологических таблицах обычно не указывают.
Подробная инструкция по монтажу
Процесс пайки происходит быстро. В этом можно убедиться, проанализировав данные, размещенные в таблице. Например, чтобы соединить два элемента диаметром 20 мм, при комнатной температуре потребуется 5 секунд на нагрев, еще 4 секунды на соединение, затем 180 секунд на остывание. Итого – 3 минуты 9 секунд.
В связи с этим важно отработать все движения, чтобы в процессе стыковки уже нагретых элементов не происходило заминки. Рассмотрим нюансы каждого этапа монтажа полипропиленовых труб в отдельности.
Этап #1 – подготовка специальных инструментов
Для пайки в домашних условиях потребуется оборудование, предназначенное только для сварки полипропиленовых деталей – труб, уголков, муфт, тройников, заглушек.
EuroSantehnik.ru — Все о монтаже отопления, водоснабжения и канализации
Полипропиленовые трубы — востребованный материал для коммуникаций. Изделия используются для отопления и водоснабжения. Полипропилен, в виду своей доступной цены, завоевал сердца миллионов тех, кто не хочет сильно тратится. Если не тратишься на трубы, то и на рабочую силу не обращаешь должного внимания. Это побудило рынок сдвинуться в сторону большого количества мало обученных специалистов, которые не особо знают правила сварки полипропиленовых труб. В этой статье поговорим с вами о ключевых ошибках пайки ппр труб своими руками и обсудим, чем каждая ошибка может для вас кончиться.
Раньше применялись металлические трубы. Системы ремонтировались путем сварки. Такие сварщики и слесари были профильными специалистами. Могли обеспечить качественный ремонт. Отвечали за результат. Предоставляли гарантии.
Сейчас по-другому. Монтажом занимаются любители. Халтурщики без соответствующего образования и профессиональной подготовки. Даже мастер-специалист устанавливает трубы не по правилам. Из лени и экономии времени.
Ниже разберем семь грубейших нарушений пайки, допускаемые большинством профи и любителей. И советы, которые помогут смонтировать систему с полипропиленовыми трубами грамотно своими руками.
Посмотрите так же видеоверсию статьи с подробными примерами:
Не подготавливают материал перед сваркой
В 90% пайка полипропиленовых труб своими руками происходит на строящемся объекте или во время капитального ремонта. Грязь, пыль, цемент, песок — здесь стандартная ситуация.
Работники не обращают на грязь внимания. Стараются быстрее сдать объект, получить плату и уйти. В итоге трубы устанавливаются следующим образом: берется фитинг, вставляется в сварочный аппарат, стыкуется с трубой. Однако, упущен ключевой момент. Соединения нужно тщательно подготовить.
Трубы и фитинги находятся на грязном полу. На пыльных полках. Из-за ремонта на трубах скапливается большое количество строительной грязи, пыли, цемента. Полипропилен перед сваркой нужно обязательно очистить. Неочищенные соединения могут начать протекать. Через месяц, год, два или пять лет.
- протирают чистой влажной тряпкой;
- просушивают;
- обезжиривают.
Очищенные детали — ключевое условие грамотной установки. Обработку рекомендуют сами производители. Лишние элементы на стыках делают соединение неплотным. В последствии образуются щели, течи.

Каждое будущее соединение трубы и фитинга нужно протирать. Желательно делать это спиртосодержащими тряпочками или салфетками
Сварку соединительных деталей производят в проветриваемом помещении. Если работы на открытом воздухе. Участок защищают от осадков: дождя, снега, ветра.
После резки проверяют наличие заусенцев. Удаляют специализированными инструментами. Полирующими и режущими. Стружка внутри недопустима. Область соединения должна быть свободной от повреждений.
Не соблюдение времени нагрева трубы
Контактная сварка полипропиленовых труб производится с помощью сварочного аппарата. Прибор состоит из гильзы и дорна, которые плавят наружную и внутреннюю поверхности раструба.
Время нагрева — ахиллесова пята каждого второго сварщика полипропиленовых труб. ППР трубы должны находиться строго определенное время в сварочном аппарате (он же паяльник). Редкий мастер соблюдает рекомендации производителя. Температуру, количество секунд/минут. Даже если заявляет, что профи.

Для каждого диаметра трубы в сварочном аппарате предусмотрено свое время нагрева
Грамотный специалист следит, сколько времени труба находится в аппарате. Смотрит температуру. Показатели указаны в нормативах и требованиях. Перечислены в инструкциях. Доморощенные монтажники определяют время на глаз. Повышая риски поломки. Стыки дают сбой после установки, либо спустя несколько месяцев-лет.
Есть набор методов, которыми производится пайка полипропиленовых труб своими руками. Время нагрева, рекомендации, числовые значения указаны производителем в инструкции к пайке. Если изделия находились на сварочном аппарате недостаточно, произойдет протекание или расстыковка.
После сварки требуется чистка действующих поверхностей дорна и гильзы. Мастера-халтурщики чистки не делают.
Мгновенная стыковка трубы и фитинга
Третья ошибка плавно проистекает из второй. Трубы нужно не только нагреть и спаять, но и дать им остыть.
Во время пайки трубы с фитингом своими руками, нельзя отпускать соединение сразу. Нужно 3-7 секунд держать их плотно друг к другу (время зависит от производителя и диаметра трубы).

Обратите внимание. Если сразу «спаять» стык и отпустить, то фитинг отойдет от трубы на несколько миллиметров
Однако большинство мастеров соединяют стык и сразу отпускают, переходя к другим делам. Стык не успевает окрепнуть. А изделие-то не остыло. Крепление получится слабое. В области, где производится пайка полипропиленовых труб, появляется сдвиг. Пропускающий воду.
Перегрев трубы во время сварки
Стык недостаточно прогреть до необходимого состояния. Грамотный мастер следит, чтобы детали не перегрелись. Иначе пайка полипропиленовых труб будет непрочной.
- Выставлять в сварочном аппарате максимальную температуру.
- Долго держать трубу на аппарате (утюг расплавит материал).
Если допустить перегрев паяльника и трубы, трубы протекут через 3-5 месяцев. А может и сразу.
Когда стык перегревается, труба сужается. Не превышайте оптимальное время пайки трубы. Средняя рекомендуемая температура — 250-260 градусов.
Средняя длительность нагрева:
- 4 секунды (трубы 20 мм);
- 6 секунд (изделия 25 мм);
- 8 секунд (32 мм);
- 12 секунд (40 мм).

Вот так выглядит соединение перегретой полипропиленовой трубы после «пайки»
Перегреть — хуже, чем не до греть. Если пластик прогрелся недостаточно, процедуру повторяют. Перегретую деталь придется выбрасывать. Доморощенные слесари выставляют на аппарате максимальные показатели. Чтобы наверняка. Якобы сварится покрепче. И сэкономит время. А полипропилен плавится. Теряет свойства.
Проворачивание трубы во время сварки
Одна из распространенных ошибок среди новичков и даже опытных монтажников. Мастера, поставив трубу на сварочный аппарат, начинают ее прокручивать. Либо же прокручивают ее при соединения. Делать это во время пайки полипропилена — грубая ошибка. Производители не рекомендуют.
Слегка откорректировать трубу во время нагрева и пайки допустимо. Однако не проворачивать на 50-90 градусов. Утюг повредит структуру.
Чтобы сделать верный стык, детали регулируют заранее. Прежде чем ставить трубы ППР на сварочный аппарат. В противном случае во время поворота пластик деформируется. Стык получается непрочным.
Использование разнородных труб
На объектах встречается ситуация: не хватает деталей. Например, трубы есть — фитингов не достает. Мастер докупает фитинги другого производителя или использует те, что имеются в запасе.
Аналогичная ошибка — труба и фитинг разных цветов. Например, труба белая, а фитинг серый.

Белая труба и серый фитинг. Как вам?
Это не катастрофа. Серьезных проблем скорей всего не будет. Однако, подобная пайка полипропиленовых труб имеет ряд минусов:
- Не эстетично. Разные цвета не сочетаются. Портят вид изделия.
- У разных производителей разные составы полипропилена. Материалы могут плохо подходить. Давать нежелательные химические реакции при нагреве.
- Автоматически лишаетесь гарантии производителя
- Толщина стенок фитингов и труб может разнится.
Если произойдет гарантийный случай (хотя кто им воспользуется), а запчасти разные, производитель имеет право отказать обратившемуся.
Внешние температурные условия
Монтаж и сварка полипропиленовых труб проводятся при определенных температурах:
- При +5 градусов и ниже выполнять установку нельзя. Отмечено у всех производителей. Ошибки чреваты некачественными стыками.
- Трубу нельзя подвергать деформации при температуре ниже +15 градусов. Даже перевозка материала должна выполняться в правильное время. Учитывая, что многие изделия хранятся на холодных складах, ситуация усугубляется.
- Если монтаж производится зимой, помещение предварительно прогревают. Оптимальная температура пайки полипропиленовых труб — +10 градусов и выше.
- Предпочтительная рабочая температура окружающей среды — в диапазоне от +5 до +45 градусов. Чтобы во время пайки поддерживать равномерную температуру рабочей зоны, используют обогреватель.
Производители дают таблицы с нормативами. Последние показывают временные нормы нагрева, стыковки и остывания изделий. Время зависит от диаметра, состава материала и глубины установки. В холодном помещении время прогрева увеличивается на 1-2 секунды.
Для справки
Трубы на базе пластика имеют преимущества:
- универсальность;
- бесшумность;
- ударопрочность;
- герметичность;
- невосприимчивость к налету;
- долгий срок службы;
- простая быстрая установка;
- практичность;
- эстетичный внешний вид.
Есть и недостатки ппр труб. Про них есть отдельный материал:
Полипропилен приобрел популярность. Распространились доморощенные «профи». Не владеющие технологией. Пайка полипропиленовых труб выполняется некачественно.
Чтобы заниматься установкой, проходят обучающий курс. Длящийся несколько месяцев. В специализированном учебном учреждении. Однако клиенты не смотрят на образование.
Результат — на объект приходит халтурщик. Технологии нарушаются. Нормы не соблюдаются. Утюг имеет неверную температуру. Трубы протекают. Напор воды слабый. Новые владельцы системы начинают ругать не мастера, а материал.
Совет. Сварщика или слесаря выбирают ответственно. Проверяют работу. Контролируют процесс. Персонал, устанавливающий трубы ППР, должен пройти обучение. Быть технически компетентен для работы с соединениями.
Рабочая бригада должна иметь оборудование, обеспечивающее безопасное обращение с трубами из пластика. Рабочие инструменты собраны и проверены. Инструменты должны предназначаться для пластика. Иметь подходящие лезвия с учетом толщины стенок. В том числе электроинструменты.
Длительность эксплуатации ППР-трубопроводов — от 30 лет для холодного водоснабжения и от 50 лет для горячего. Неграмотная установка сокращает надежность системы до 1-2 лет.
Как правильно паять полипропиленовые трубы
Детали нагреваются до 260 °C и связываются так сильно, что место соединения оказывается прочнее, чем сама труба.
1. Приготовьте материалы и инструменты
- Трубы;
- фитинги;
- салфетки;
- перчатки;
- паяльник;
- ножницы для труб;
- рулетка;
- карандаш;
- уровень;
- изопропиловый спирт.
2. Составьте схему трубопровода
Соединение полипропиленовых труб осуществляется довольно просто, но — как и с любой другой конструкцией — перед началом работ желательно подготовить примерную схему монтажа.
Набросайте на бумаге чертёж с расположением точек врезки, запорной арматуры и других нужных деталей. Так вы сможете сразу прикинуть длину труб, а также определить расположение, тип и количество необходимых фитингов.
Поскольку при соединении нагреваются оба конца трубопровода, для удобства монтажа важно, чтобы один из них оставался свободным. Часть труб с фитингами можно собрать на столе, а затем установить в нужном месте, выполнив всего один стык. Всё это поможет предусмотреть схема сборки.
3. Подготовьте паяльник
Вообще, прибор правильно называть «сварочный аппарат». Процесс соединения полипропилена проходит без использования припоя, а значит — это сварка, а не пайка. Мы будем использовать оба термина.
 YouTube‑канал «Дважды отец Дмитрий»
YouTube‑канал «Дважды отец Дмитрий»
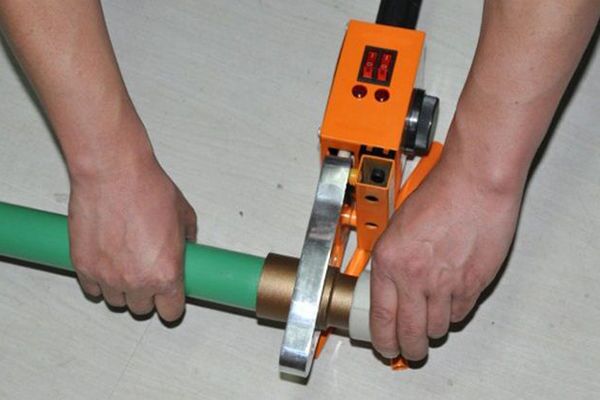
Установите на платформу паяльника насадки нужного диаметра и зафиксируйте их винтом с помощью ключа. Если работаете с трубами нескольких размеров — используйте дополнительную пару гильз.
Выставьте температуру нагрева на 260 °С и включите прибор в сеть. На нагрев потребуется 10–20 минут. О готовности к работе сообщит светодиодный индикатор. Еще около 5 минут нужно подождать перед сваркой первого стыка.
При нагревании полипропилена выделяются вредные пары и дым, которые лучше не вдыхать. Поэтому во время работы проветривайте помещение.
4. Сделайте разметку
Пока паяльник греется, подготовьте трубу и фитинги. Для качественной сварки они должны входить друг в друга строго на определённую глубину. Недостаточное погружение приведёт к плохому соединению, а чрезмерное — уменьшит или полностью закупорит проходное сечение выдавленным пластиком. Вот рекомендуемые большинством производителей значения для самых распространённых размеров:
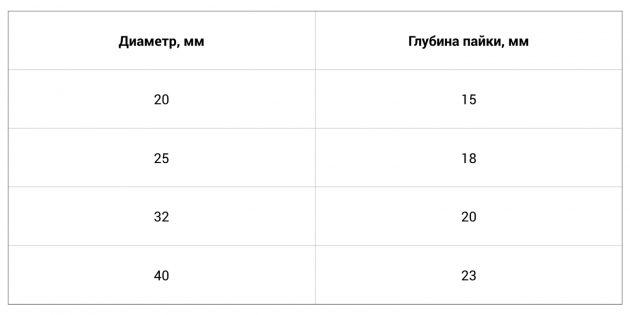
Как видите, глубина пайки зависит от диаметра труб и фитингов.
 YouTube‑канал FV Miano
YouTube‑канал FV Miano
Чтобы не ошибиться, отмерьте необходимую длину трубы с учётом припуска на стык и поставьте чёрточку карандашом. Затем на нужном расстоянии от этой метки нарисуйте ещё одну черту — она будет служить ориентиром во время сварки.
 termpro.ru
termpro.ru
Например, нам нужно соединить уголок и тройник в системе отопления. Расстояние между ними составляет 270 мм. Для фитингов диаметром 25 мм глубина пайки — 18 мм, значит, добавляем к 270 ещё 36 мм (по 18 с каждой стороны). В итоге получается 306 мм — именно такой кусок трубы надо отсечь.
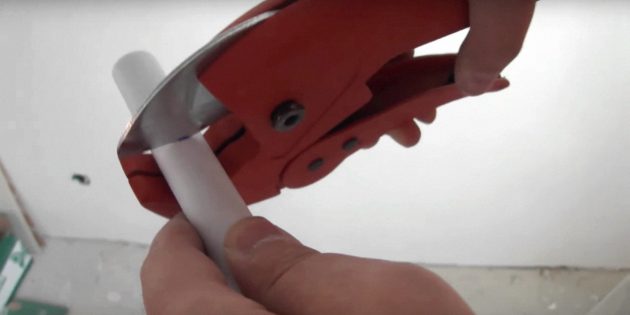
5. Отрежьте трубу
Для резки полипропилена используются специальные ножницы, которые ещё называют труборезом. Они позволяют легко отсечь толстостенную трубу и получить ровные края без заусенцев.
 YouTube‑канал «Сергей Ефимов»
YouTube‑канал «Сергей Ефимов»
Установите ножницы строго перпендикулярно трубе и совместите лезвие с первой меткой. Придерживая трубу одной рукой, второй нажимайте на рукоятки ножниц до тех пор, пока деталь полностью не разрежется.
Важно получить ровный торец, чтобы труба равномерно вошла в фитинг и одинаково спаялась по всему диаметру. Если отрезать косо, то выпирающая часть войдёт слишком глубоко и расплавленный полипропилен выдавится, уменьшив внутренний диаметр фитинга.
Если край получился неровным и позволяет запас, лучше отрезать ещё раз. Если же длина впритык — подровняйте торец, удалив всё лишнее острым ножом.
6. Обезжирьте детали
Согласно инструкциям всех производителей свариваемые детали полагается обезжиривать для качественного соединения. И хотя многие мастера пренебрегают этим и ограничиваются лишь протиркой труб тряпкой, мы рекомендуем придерживаться технологии.
 YouTube‑канал «КаЮТ Компания»
YouTube‑канал «КаЮТ Компания»
Очистите трубы от любых загрязнений. Слейте остатки воды и тщательно протрите салфеткой или туалетной бумагой насухо. Обработайте поверхности фитингов и труб смоченной в изопропиловом спирте тряпочкой.
Этим же спиртом легко стереть все надписи на трубах и придать им более эстетичный вид.
7. Нагрейте трубу и фитинг
При работе с горячим паяльником есть риск получить серьёзные ожоги, поэтому обязательно используйте защитные перчатки. Детали различных размеров нужно греть в течение определённого времени. Чем больше диаметр — тем дольше.

Для надёжного соединения полипропилен важно не перегреть, иначе материал станет текучим, расплавится и перекроет фитинг изнутри.
 YouTube‑канал «Дважды отец Дмитрий»
YouTube‑канал «Дважды отец Дмитрий»
Вставьте в соответствующие гильзы паяльника сначала фитинг, затем трубу. Проталкивая детали, не проворачивайте их вокруг своей оси и не наклоняйте. Трубу вставляйте на отмеченную ранее глубину, до тех пор, пока расплавленный полипропилен не дойдёт до карандашной чёрточки. Только после этого отсчитайте положенное время.
Все указанные данные справедливы для работ при окружающей температуре около 20 °С. Если в помещении холоднее 5 °С, то время нагрева увеличивается примерно в два раза.
8. Сварите стык
Не проворачивая и не наклоняя, быстро снимите с насадок сначала трубу, а затем фитинг и соедините обе детали в нужном положении относительно друг друга. Не суетитесь, но и не мешкайте — у вас в запасе 4–6 секунд.
 YouTube‑канал FV Miano
YouTube‑канал FV Miano
Подержите трубу и фитинг неподвижно около 5 секунд, чтобы стык зафиксировался. В этот момент допускается провернуть соединение не более чем на 10 градусов, чтобы откорректировать его положение.
Полное время остывания, после которого можно нагружать место сварки, составляет от 2 до 4 минут.
Остатки полипропилена с насадки легко удалить бумажной салфеткой, пока паяльник горячий. Если очищать уже остывшие гильзы — есть риск повредить тефлоновое покрытие.
9. Проверьте соединение
Определить качество сварки можно по небольшому равномерному наплыву на конце фитинга. Если его нет, то, возможно, стык недогрет и герметичность будет под вопросом. Если наплыв слишком большой — трубу, скорее всего, перегрели, и она оплавилась внутри, частично и полностью перекрыв проходное сечение.
Для тех, кто впервые имеет дело со сваркой полипропилена, не лишним будет сначала попрактиковаться и сварить несколько тренировочных стыков. Учиться лучше на прямых муфтах. В отличие от уголков и других фитингов сложной формы, их легко хорошо осмотреть после пайки не только снаружи, но и изнутри.

