

Как заварить отверстие в металле
Как варить тонкий металл
Сварка тонкого металла — проблема даже для некоторых сварщиков с опытом. Новичкам в сварном деле вообще приходится тяжело. Тут работают совсем не те правила, что при сварке толстых изделий: есть множество особенностей и сложностей из-за чего тяжелее подбирать режимы и электроды. Проще это делать со сварочными полуавтоматами, но они в быту — довольно редкое явление, гораздо чаще встречаются инверторы. Вот о сварке тонкого металла инвертором и пойдет речь.
И первая сложность при сварке металла небольшой толщины состоит в том, что сильно нагревать его нельзя: он прогорает, образуются дыры. Потому работают по принципу «чем быстрее, тем лучше» и ни о каких траекториях движения электродов речь не идет вообще. Тонколистовой металл варят проводя электрод в одном направлении — вдоль шва без каких либо отклонений.

При сваривании тонких металлов листы перегреваются и изгибаются
Вторая сложность состоит в том, что работать нужно на малых токах, а это приводят к тому, что дугу приходится делать короткую. При незначительном отрыве она просто гаснет. Могут также возникать проблемы с розжигом дуги, потому используйте аппараты с хорошей вольт-амперной характеристикой (напряжение холостого хода выше 70 В) и плавной регулировкой сварного тока, которая начинается от 10 А.
Еще одна неприятность: при сильном нагреве происходит изменение геометрии тонких листов: их выгибает волнами. От этого недостатка избавиться очень тяжело. Единственный вариант — постараться не перегревать или отвести тепло (про метод с теплоотводящими прокладками читайте ниже).
При сварке встык тонких листов металла, их кромки тщательно обрабатывают и зачищают. Наличие загрязнений и ржавчины сделает сварку еще более проблематичной. Потому тщательно все выровняйте и зачистите. Располагают листы очень близко один к другому — без зазора. Детали фиксируют струбцинами, прижимами и другими приспособлениями. Потом детали прихватывают через каждые 7-10 см короткими швами — прихватками. Они не дадут деталям сместиться и их с меньшей вероятностью погнет.

Если хорошо зачистить кромки, может получится хороший шов
Как варить тонкий металл инвертором
Сварочные аппараты, выдающие постоянный ток хороши тем, что мы можем варить на обратной полярности. Для этого к «+» подключаем кабель с держателем электрода, а «-» цепляем к детали. При таком подключении больше греется электрод, а металл прогревается минимально.
Варить необходимо с использованием самых тонких электродов: от 1,5 мм до 2 мм. При этом выбирать нужно с высоким коэффициентом расплавления: тогда даже при малых токах шов будет качественным. Ток выставляется маленький. Для электродов размером 1,5 мм он должен быть порядка 30-45 ампер, для «двойки» — 40-60 ампер. Реально ставят иногда и ниже: важно чтобы вы смогли работать.
Чтобы металл меньше нагревался, детали ставят в вертикальном или хотя-бы наклонном направлении. Тогда варят сверху-вниз, двигая кончик электрода строго в этом направлении (не отклоняя и не возвращая). Угол наклона — углом вперед, при этом его величина 30-40°. Так прогрев металла будет минимальным, а это для сварки тонких металлов — одна из самых важных задач.

Положения электрода при сварке и их использование
Общая рекомендация по выбору электродов для сварки тонких металлов: купите для такой работы качественные импортные электроды. Проблем будет в разы меньше.
Техники и методы сварки тонких листов металлов
Иногда тонкие листы нужно сваривать под углом. В этом случае удобнее использовать метод отбортовки: кромки листа отгибают на необходимый угол, скрепляют короткими поперечными швами через каждые 5-10 см. После сваривают как говорилось выше: непрерывным швом сверху-вниз.
В видео показано, как варить тонкий листовой металл электродом при помощи сварочного инвертора. Используется метод отбортовки: края деталей отгибаются, потом прихватываются в нескольких местах короткими швами. После идет сварка тонким электродом толщиной 2 мм.
Не всегда получается при сварке без отрыва избежать прожога. Тогда можно попробовать отрывать на несколько мгновений дугу, а затем снова опускать электрод в то же место и продвигать его еще на несколько миллиметров. Так, отрывая и возвращая дугу, и варить. При таком методе получается, что металл за время отрыва дуги успевает остывать. На видео вы увидите, как изменяется цвет места сварки после того, как электрод убрали. Главное — не дать металлу остыть лишком сильно.
Сварка тонкого металла с отрывом дуги продемонстрирована в первой части видео. Способ стыковки — внахлест (одна деталь перекрывается второй на 1-3 см), используется электрод с рутиловым покрытием (для конструкционных и низколегированных сталей). Затем показана сварка нержавейки нержавеющим электродом с основной обмазкой, и в завершение тем же электродом из нержавейки проварен стык черного металла. Шов, кстати, получился более качественным, чем при использовании рекомендованных электродов.
О выборе электродов для сварки инверторным аппаратом читайте тут.
Если при сварке тонкого металла не требуется создание непрерывного шва, используют точечный шов. При таком способе сварки небольшого размера прихватки находятся на небольшом расстоянии один возле другого. Такой способ называется прерывистым швом.

Так выглядит прерывистый шов на тонком металле
Вообще варить сваркой тонкое железо встык сложно. Внахлест проще: не так перегревается детали и меньше шансов, что все «поведет».
При электросварке тонкого металла встык можно между листами проложить тонкую проволоку диаметром 2,5-3,5 мм (можно оббить обмазку на поврежденных электродах и использовать их). Ее располагают так, чтобы с лицевой стороны она была вровень с поверхностью металла, а с изнаночной выступала почти на половину диаметра. При сварке дугу ведут по этой проволоке. Она и принимает основную термическую нагрузку, а свариваемые листы металла прогреваются периферийными токами. При этом они не перегреваются, их не коробит, шов получается ровный, без признаков перегрева. После удаления проволоки с трудом удается рассмотреть следы того, что она присутствовала.

Так выглядит шов при сварке тонкого металла встык с проложенной снизу термоотводящей проволокой
Еще один способ — под место стыка положить пластины меди. Медь имеет очень высокую теплопроводность — в 7-8 раз выше, чем у стали. Уложенная под место сварки она значительную часть тепла отбирает, не допуская перегрева металла. Этот метод сварки тонких металлов называют «с теплоотводящими подкладками».
Как сварить беседку из металла читайте тут. Возможно, вам будет интересно прочесть как сделать мангал из газового баллона или металла? Вещь нужная и для освоения сварки подходящая.
Сварка оцинковки
Оцинкованная сталь — та же тонкая листовая, только покрытая слоем цинка. Если вам необходимо сварить ее, на кромках под сварку придется это покрытие удалить полностью, до чистой стали. Есть несколько способов. Первый — снять механически: абразивным кругом на болгарке или шлифмашинке, наждачной бумагой и металлической щеткой. Есть еще способ — выжечь сваркой. В этом случае дважды проходят электродом проходят вдоль шва. При этом идет испарение цинка (он испаряется при 900°C), а его пары очень ядовиты. Так что эти работы проводить можно или на улице, или если на рабочем месте есть вытяжка. После каждого прохода нужно сбивать флюс.

Сварку оцинковки лучше проводить на открытом воздухе: испаряющийся цинк очень вреден
После полного удаления цинка начинается собственно сварка. При сварке оцинкованных труб для получения хорошего шва нужны будут два прохода разными электродами. Первый шов варят электродами с рутиловым покрытием например, МР-3, АНО-4, ОЗС-4. При этом колебания имеют очень небольшую амплитуду. Верхний шов — облицовочный делать шире. Он примерно равен трем диаметрам электрода. Тут важно не спешить и хорошо проваривать. Этот проход используют электроды с основным покрытием (например,УОНИ-13/55, УОНИ-13/45, ДСК-50).
Как самостоятельно прожечь отверстие в металле электросваркой?
Время чтения: 4 минуты
Когда нам нужно сделать дырку (или правильнее сказать отверстие) в металле, мы используем обычную дрель и сверла по металлу. Однако, такой способ не всегда удобен и прост, если нужно сделать отверстие большого диаметра. В таком случае поможет сварочный аппарат и электрод. С его помощью можно прожечь отверстие любого диаметра даже в толстом металле. В этой статье мы кратко расскажем, как резать металл, используя технологию электросварки.

Общая информация
Многие домашние умельцы привыкли думать, что сваркой необходимо пользоваться только в случае, когда нужно соединить две металлические заготовки. Однако, имея в руках сварочный инвертор и электроды можно выполнить не только сварку, но и резку металла. Эта технология пригодится, если нужно сделать отверстие в заготовке.
Чтобы электродом сделать отверстие в металле, не нужно быть профессионалом. Достаточно знать принцип работы инвертора и уметь применять его на практике. Процесс резки проще и быстрее сварки, поскольку нет таких высоких требований к качеству шва. Если попрактиковаться, можно добиться довольно ровного реза, с аккуратными краями. Поэтому резка подходит даже для тех, кто никогда не пользовался сварочным инвертором.
Что нужно иметь под рукой?
Чтобы сделать отверстие в металле, у вас само-собой должен быть инвертор, электроды, а также молоток и щетка с металлической щетиной.
Инверторы бывают разными: дешевыми и дорогими, профессиональными и бытовыми, мощными и не очень. В сущности, не важно, каким именно инвертором выполнять резку. Главное, чтобы он был исправен.
Что касается электродов, то здесь выбор велик. Раньше резку выполняли теми же электродами, что и сварку. Но сейчас в продаже есть множество марок, предназначенных именно для резки. Они все хороши по-своему. Самая популярная марка электродов для резки — ОЗР. Они обеспечивают более-менее ровный рез и позволяют выполнять работу довольно быстро.

Если решите использовать обычные электроды для сварки, то будьте готовы, что рез окажется не самым эстетичным, да и сама работа будет идти медленнее, а дуга будет гореть нестабильно.
Также помимо инструментов приобретите средства индивидуальной защиты. Работу нельзя выполнять без сварочной маски и рукавиц. Это минимальный набор для домашнего сварщика. Но мы рекомендуем приобрести полную экипировку, включая костюм и обувь.
Выполняем резку
Зажгите дугу. Это можно сделать двумя способами: постукиванием конца электрода о поверхность металла или чирканьем, словно поджигаете спичку. Первый способ проще. Если вы раньше никогда не использовали сварочный инвертор, то рекомендуем начать именно с постукивания.
Настройте силу тока на инверторе. Сила тока подбирается исходя из толщины заготовки и диаметра электрода. Рекомендуем сначала установить настройку таким образом, как если бы вы просто выполняли сварку, и затем добавить еще примерно 30% от заданной силы тока.
Далее нужно разметить края будущего отверстия. Используйте для этого химический карандаш. Он отлично подходит для разметки и его хорошо видно при выполнении резки. Если отверстие небольшое (пару сантиметров в диаметре), то можно выполнять резку сразу. Если работы много, то лучше сделать отверстие поменьше и затем постепенно расширять его.

Ведите электрод перпендикулярно заготовке. Сильно не отклоняйте его при выполнении резки. Сам процесс очень похож на обычную сварку, так что у вас не должно возникнуть трудностей.
Обратите внимание
Резка хоть и проще сварки, но она тоже имеет свои особенности, которые нужно учитывать. Мы перечислим основные.
Прежде всего, будьте готовы, что такой способ резки металла вряд ли обеспечит идеально ровную линию реза. Если вам нужен безупречный результат — используйте технологию плазменной резки. Резка электродами подойдет для домашнего применения, когда качество не так важно.
При резке тонкой заготовки увеличьте силу тока. Если нет электродов для резки, можно использовать стержни для сварки. Но их применение немного затрудняет резку. Некоторые умельцы используют электроды для сварки, которые уже непригодны для выполнения сварочных работ.

В сущности, тип электрода не так важен. Важнее его диаметр. Помните: чем толще металл, тем больше диаметр электрода. Для тонких металлических заготовок можно использовать электроды 3 мм.
Вместо заключения
Если вы только начинаете изучать азы сварки, резка металла электродами может стать отличным упражнением. Это простой и быстрый процесс, к которому не предъявляются особые требования к качеству работ. Резку можно выполнять любыми электродами, но лучше использовать специальные марки для резки. Желаем удачи!
Как заварить отверстия
Представление о правильном технологическом сварочном процессе электродами – это только одна из предпосылок гарантированного успеха осуществления этой работы. В списке задач при выполнении сварочных работ находится и такой важный вопрос: как заварить отверстия?
Заваривание отверстия
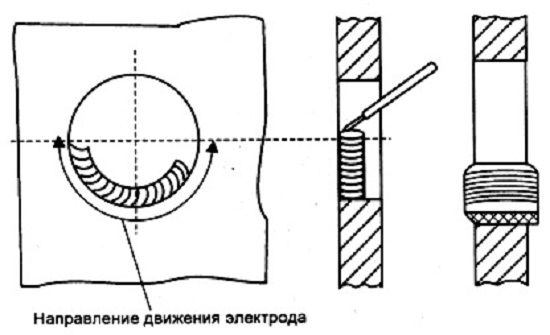
Заваривание отверстия заключается в последовательной наплавке недостающего металла. Например, посреди сварочного шва неожиданно и совершенно случайно произошло прожигание металла. При дальнейшей попытке его заварить, без достаточного опыта, отверстие будет только увеличиваться. Отверстие не заваривается по той причине, что металл стекает вниз, не успевая остывать, и оно только становится шире.
- Для начала необходимо немного убавить ток, а дальше поступаем следующим образом:
- проходим по самой кромке левого края, накладывая шов;
- так же накладываем шов на кромке правого края;
- попеременно проделываем эту операцию до тех пор, пока не будет заплавлено все отверстие.
- Пока накладывается шов с одной стороны отверстия, другая немного остывает. Однако нельзя допускать полного остывания, так как металл в этом случае не успеет проплавиться. После заплавки отверстия необходимо обязательно оббить шлак и убедиться в качестве выполненной работы.
Такой способ применяется, когда деталь находится в горизонтальной плоскости. Если деталь находится в вертикальной плоскости, то применяется немного другой способ.
Так как вертикальные швы принято обычно варить снизу вверх, то и начинать заваривать отверстие необходимо с его самого нижнего края следующим образом:
- первый шов накладываем по самой кромке, вдоль нижнего края;
- второй шов накладываем так же на первый и так далее, пока не заварится все отверстие.
При этом необходимо следить за тем, что бы металл не проплавлялся и не стекал вниз. С этой целью необходимо давать наплавленному металлу немного остыть. Этого можно достичь, если варить точками или с гашением дуги.
Работа сварщика полна неожиданных ситуаций и чаще всего, пожалуй, приходится варить с зазорами, когда свариваемые детали прилегают не достаточно плотно. В одних случаях это вызвано необходимостью, а в других так просто случается. Толстый металл, конечно, наплавлять легче, но и этому также необходимо учиться.
Подогнать свариваемые детали вплотную получается не всегда, и тогда приходиться варить с довольно большими зазорами. Поэтому заваривать разного рода отверстия нужно уметь.
Как правильно заварить отверстие в металле, чтобы не было дефектов и проблем.
Сверлим отверстие в детали и понимаем, что не там! Негативные эмоции проходят, и приходит решение: нужно заварить.
Но как правильно сделать, чтобы и деталь не поменяла своих размеров, и дефектов сварки – пор, непроваров, и т.д., которые плохо влияют на характеристики металлического изделия – не было?
Начнем с самого начала разбираться в теме.
Способы заварки отверстия
Способов заварки отверстия несколько, выбираем один из них:
1) Полностью заплавляем металлом,
2) Используем накладную металлическую “заплатку”,
3) В отверстие помещаем вставку и ввариваем её.
По большому счету, не так важно, толстый у вас металл или тонкий, но для каждого случая есть свои предпочтительные способы заварки отверстия.
Сварка металла с сохранением первоначальных размеров.
Основные принципы работы с металлом, если нужно добиться сохранения первоначальной ровной поверхности (и размеров) детали, впрочем как и в большинстве случаев использования сварки – стараться не сильно нагревать деталь, т.к. именно от нагрева происходят “поводки” – изменения размеров детали после сварки; и плавно остужаем деталь после сварки.
1) По возможности, работаем с перерывами. Поварили – дали остыть.
2) Пробуем уменьшать ток и диаметр электрода / проволоки. Этим мы добиваемся уменьшения тепла, которое вносится в зону сварки.
3) Есть еще вариант с предварительным подогревом детали, например газовой горелкой, но этот способ очень специфичен и не всегда подходит.
Заварка отверстий без дефектов
Для того, чтобы наплавленный металл в отверстии был без дефектов (пор, непроваров), которые ослабляют конструкцию, необходимо:
1) Отверстие, диаметр которого меньше полутора сантиметров, нужно рассверлить до
2) Если в завариваемом отверстии есть резьба, так же удаляем её сверловкой; диаметр сверла нужно выбрать больше наружного диаметра резьбы на пару миллиметров.
3) Завариваемое отверстие, и зону вокруг него, очистить от грязи – окалины, масел, ржавчины – до чистого металла.
4) Отверстие нужно закрыть с одной стороны – огнеупорным подкладочным материалом. Например, графитовой пластиной.
5) Завариваем отверстие постепенно, по кругу, до полного заплавления.
Понравилась статья – подписывайтесь на канал и ставьте палец вверх, каждый день выкладываю интересные статьи о строительстве и о металле!

