

Инструменты для разметки металла
Инструмент, приспособления и материалы, применяемые при разметке
Чертилки являются наиболее простым инструментом для нанесения контура детали на поверхность заготовки и представляют собой стержень с заостренным концом рабочей части. Изготавливают чертилки из инструментальных углеродистых сталей марок У10А и У12А в двух вариантах: односторонние (рисунок 20, а, б) и двусторонние (рисунок 20, в, г). Чертилки изготавливают длиной 10. 120 мм. Рабочая часть чертилки закаливается на длине 20. 30 мм до твердости HRC 58. 60 и затачивается под углом 15. 20°. Риски на поверхность детали наносят чертилкой, используя масштабную линейку, шаблон или образец.
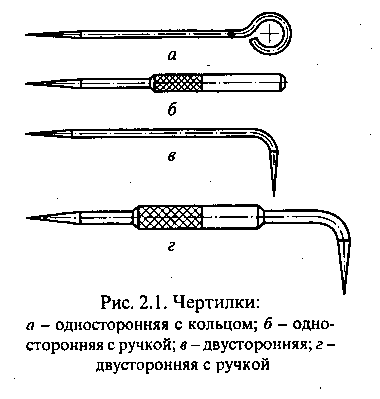
а – односторонняя с кольцом;
б – односторонняя с ручкой;
г – двусторонняя с ручкой.
Рисунок 20 – Чертилки
Рейсмас используют для нанесения рисок на вертикальной плоскости заготовки (рисунок 21). Он представляет собой чертилку 2, закрепленную на вертикальной стойке, установленной на массивном основании. При необходимости нанесения рисок с более высокой точностью используют инструмент со шкалой – штангенрейсмас. Для установки рейсмаса на заданный размер можно использовать блоки концевых мер длины, а если не требуется очень высокая точность разметки, то используют вертикальную масштабную линейку 1 (рисунок 21).
Разметочные циркули применяют для нанесения дуг окружностей и деления отрезков и углов на равные части (рисунок 3). Разметочные циркули изготавливают в двух вариантах: простой (рисунок 3, а), позволяющий фиксировать положение ножек после их установки на размер, и пружинный (рисунок 22, б), применяемый для более точной установки размера. Для разметки контуров ответственных деталей используют разметочный штангенциркуль.
Для того чтобы разметочные риски были четко видны на размеченной поверхности, на них наносят точечные углубления – керны, которые наносятся специальным инструментом – кернером.
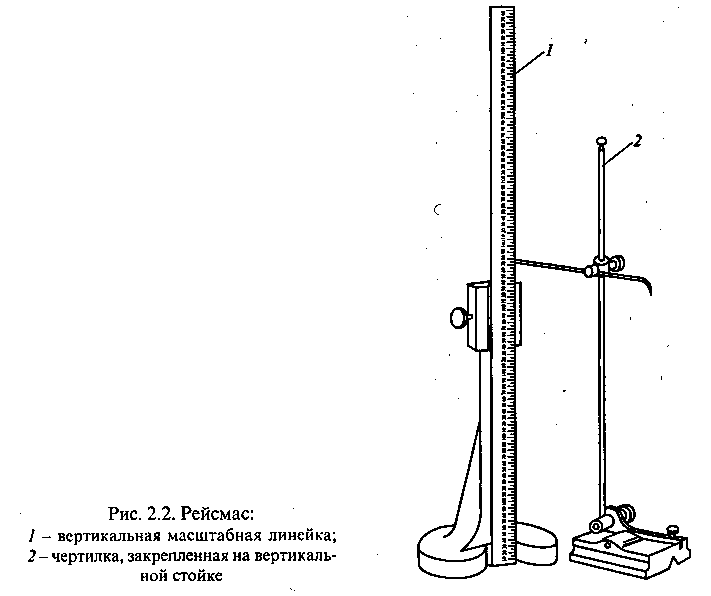
1 – вертикальная масштабная линейка;
2 – чертилка, закрепленная на вертикальной стойке.
Рисунок 21 – Рейсмас
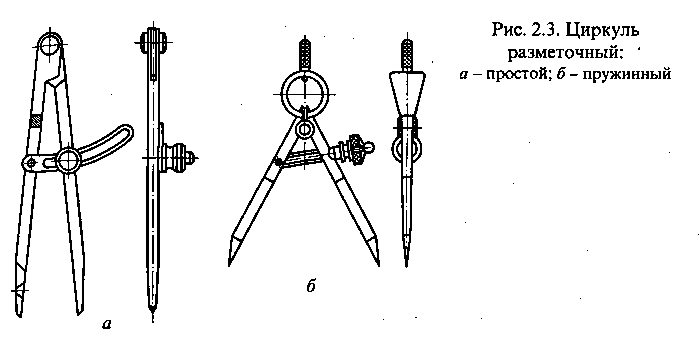
а – простой; б – пружинный.
Рисунок 22 – Циркуль разметочный
Кернеры (рисунок 23) изготавливают из инструментальной стали У7А. Твердость на длине рабочей части (15. 30 мм) должна быть HRC 52. 57. В ряде случаев применяют кернеры специальной конструкции.
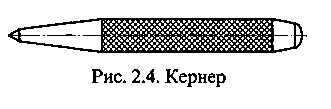
Рисунок 23 – Кернер
При необходимости кернения центровых отверстий на торцах валов удобно пользоваться специальным приспособлением для кернения – колоколом (рисунок 24, а). Это приспособление позволяет наносить керновые углубления на центрах торцевых поверхностей валов без их предварительной разметки.
Для этих же целей можно использовать угольник-центроискатель (рисунок 24, б, в), состоящий из угольника 1 с прикрепленной к нему линейкой 2, кромка которой делит прямой угол пополам. Для определения центра инструмент укладывают на торец детали так, чтобы внутренние полки угольника касались ее цилиндрической поверхности и проводят чертилкой линию вдоль линейки. Затем центроискатель поворачивают на произвольный угол и проводят вторую риску. Пересечение нанесенных на торец детали линий определит положение ее центра.
Довольно часто для отыскания центров на торцах цилиндрических деталей применяют центроискателъ-транспортир (рисунок 24, г), который состоит из линейки 2, скрепленной с угольником 3. Транспортир 4 можно перемещать по линейке 2 и фиксировать в нужном положении при помощи стопорного винта 1. Транспортир накладывают на торцевую поверхность вала так, чтобы боковые полки угольника касались цилиндрической поверхности вала. Линейка при этом проходит через центр торца вала. Устанавливая транспортир в двух положениях на пересечении рисок, определяют центр торца вала. Если требуется выполнить отверстие, расположенное на некотором расстоянии от центра вала и под определенным углом, пользуются транспортиром, перемещая его относительно линейки на заданную величину и поворачивая на необходимый угол. В точке пересечения линейки и основания транспортира накернивают центр будущего отверстия, имеющего смещение относительно оси вала.
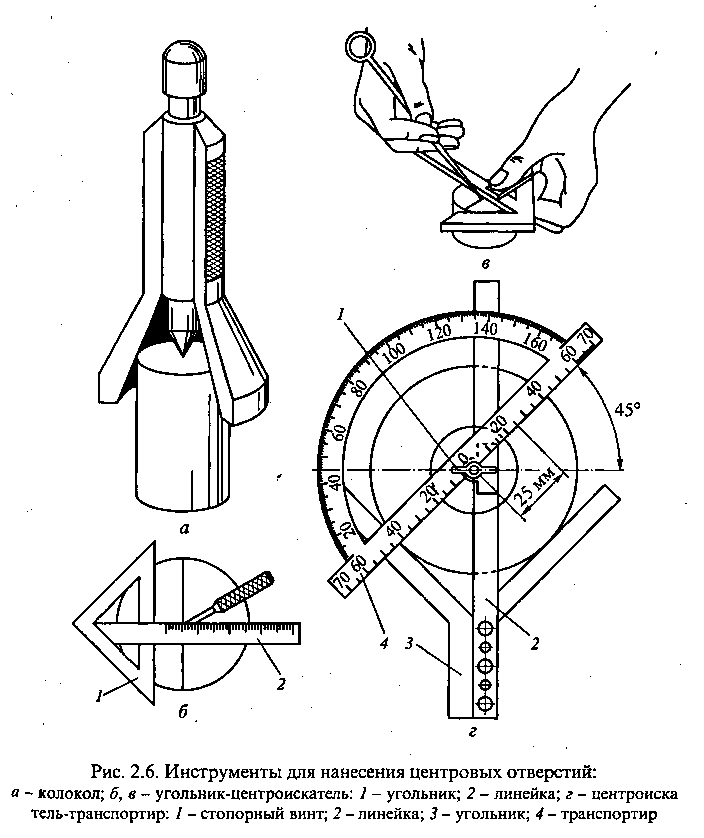
а – колокол; б, в – угольник-центроискатель: 1 – угольник; 2 – линейка; г – центроискатель-транспортир: 1 – стопорный винт; 2 – линейка; 3 – угольник; 4 – транспортир
Рисунок 24 – Инструменты для нанесения центровых отверстий
Упростить процесс кернения позволяет применение автоматического механического кернера (рисунок 25), состоящего из корпуса, собранного из трех частей: 3, 5, 6. В корпусе помещены две пружины 7 и 11, стержень 2 с кернером 7, ударник 8 со смещающимся сухарем 10 и плоская пружина 4. Кернение осуществляется нажа тием на заготовку острием кернера, при этом внутренний конец стержня 2 упирается в сухарь, в результате чего ударник перемещается вверх и сжимает пружину 7. Упираясь в ребро заплечика 9, сухарь сдвигается в сторону, и его кромка сходит со стержня 2. В этот момент ударник под действием силы сжатой пружины наносит по концу стержня с кернером сильный удар, после чего пружина 11 восстанавливает нормальное положение кернера. Применение такого кернера не требует использования специального ударного инструмента – молотка, что существенно упрощает работу по нанесению керновых углублений.
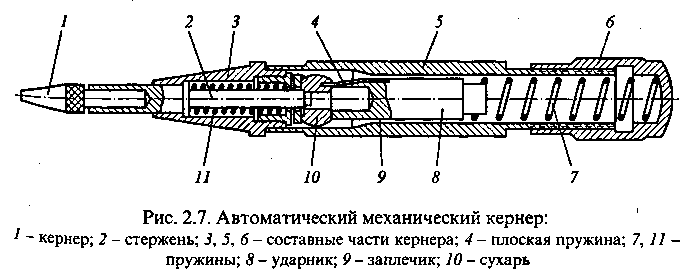
1 – кернер; 2 – стержень; 3,5,6 – составные части кернера; 4 – плоская пружина; 7, 11 – пружины; 8 – ударник; 9 – заплечник; 10 – сухарь
Рисунок 25 – Автоматический механический кернер
В качестве ударного инструмента при выполнении керновых углублений используют слесарный молоток, который должен иметь небольшой вес. В зависимости от того, насколько глубоко должно быть керновое углубление, применяют молотки массой от 50 до 200 г.
При выполнении пространственной разметки необходимо применение ряда приспособлений, которые позволяли бы выставлять размечаемую деталь в определенном положении и кантовать (перевертывать) ее в процессе разметки.
Для этих целей при пространственной разметке используют разметочные плиты, призмы, угольники, разметочные ящики, разметочные клинья, домкраты.
Разметочные плиты (рисунок 26) отливают из серого чугуна, их рабочие поверхности должны быть точно обработаны. На верхней плоскости больших разметочных плит строгают продольные и поперечные канавки небольшой глубины, разделяя поверхность плиты на квадратные участки. Устанавливают разметочные плиты на специальных подставках и тумбах (рисунок 26, а) с ящиками для хранения разметочных инструментов и приспособлений. Разметочные плиты небольшого размера располагают на столах (рисунок 26, б).
Рабочие поверхности разметочной плиты не должны иметь значительных отклонений от плоскости. Величина этих отклонений зависит от размеров плиты и приводится в соответствующих справочниках.
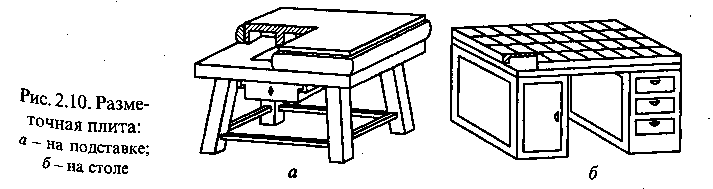
а – на подставке; б – на столе.
Рисунок 26 – Разметочная плита
Призмы разметочные (рисунок 27) изготавливают с одной и двумя призматическими выемками. По точности различают призмы нормальной и повышенной точности. Призмы нормальной точности изготавливают из сталей марок ХГ и X или из углеродистой инструментальной стали марки У12. Твердость рабочих поверхностей призм должна быть не менее HRC 56. Призмы повышенной точности изготавливают из серого чугуна марки СЧ15-23.
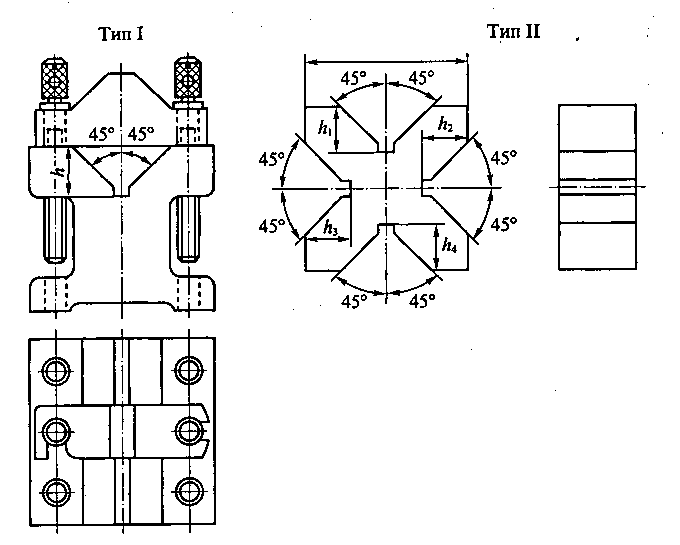
тип I – односторонняя; тип II – четырехсторонняя; h,h1,h2,h3,h4 – глубина V-образных пазов
Рисунок 27 – Разметочные призмы
При разметке ступенчатых валов применяют призмы с винтовой опорой (рисунок 28) и призмы с подвижными щечками, или регулируемые призмы (рисунок 29).
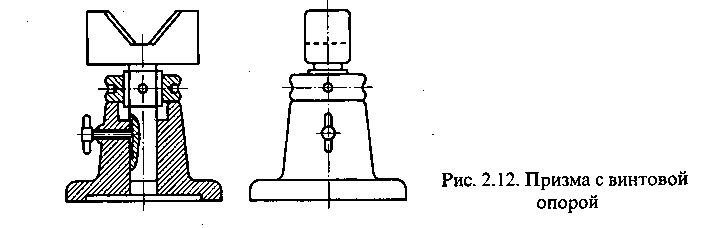
Рисунок 28 – Призма с винтовой опорой
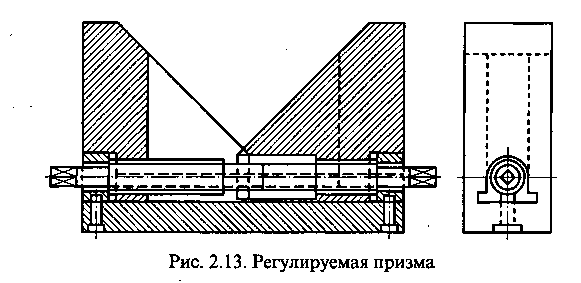
Рисунок 29 – Регулируемая призма
Угольники с полкой применяют как для плоскостной, так и для пространственной разметки. При плоскостной разметке угольники используют для проведения рисок, параллельных одной из сторон заготовки (если эта сторона предварительно обработана), и для нанесения рисок в вертикальной плоскости. Во втором случае полку разметочного угольника устанавливают на разметочной плите. При пространственной разметке угольник используют для выверки положения деталей в разметочном приспособлении в вертикальной плоскости. В этом случае также применяют разметочный угольник с полкой.
Разметочные ящики (рисунок 30) применяют для установки на них при разметке заготовок сложной формы. Они представляют собой пустотелый параллелепипед с выполненными на его поверхностях отверстиями для закрепления заготовок. При больших размерах разметочных ящиков с целью увеличения жесткости конструкции во внутренней их полости выполняют перегородки.
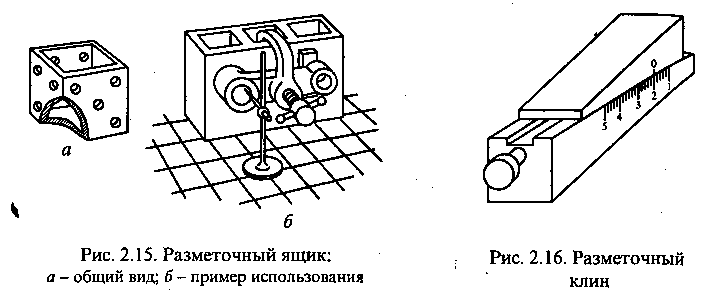
б – пример использования
Рисунок 30 – Разметочный ящик
Разметочные клинья (рисунок 31) применяют при необходимости регулирования положения размечаемой заготовки по высоте в незначительных пределах.
Рисунок 31– Разметочный клин
Домкраты (рисунок 32) используют так же, как и регулируемые клинья для регулировки и выверки положения размечаемой заготовки по высоте, если деталь имеет достаточно большую массу. Опора домкрата, на которую устанавливают размечаемую заготовку, может быть шаровой (рисунок 32, а) или призматической (рисунок 32, б).
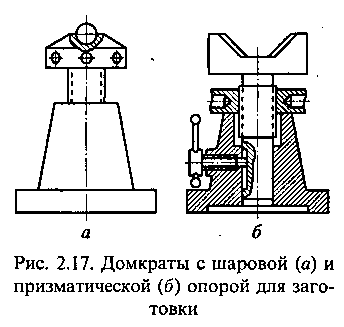
а – шаровая опора;
б – призматическая опора.
Рисунок 32 – Домкрат с различными опорами для заготовки
Для того чтобы разметочные риски были четко видны на поверхности размечаемой заготовки, эту поверхность следует окрасить,
т.е. покрыть составом, цвет которого контрастен цвету материала
размечаемой заготовки. Для окрашивания размечаемых поверхностей используют специальные составы.
Материалы для окрашивания поверхностей выбирают в зависимости от материала заготовки, которая подвергается разметке, и от состояния размечаемой поверхности. Для окрашивания размечаемых поверхностей используют: раствор мела в воде с добавлением столярного клея, обеспечивающего надежное сцепление красящего состава с поверхностью размечаемой заготовки, и сиккатива, способствующего быстрому высыханию этого состава; медный купорос, представляющий собой сернокислую медь и в результате происходящих химических реакций обеспечивающий образование на поверхности заготовки тонкого и прочного слоя меди; быстросохнущие краски и эмали.
Выбор красящего состава для нанесения на поверхность заготовки зависит от материала заготовки и состояния размечаемой поверхности. Необработанные поверхности заготовок, полученных методом литья или ковки, окрашивают при помощи сухого мела или раствора мела в воде. Обработанные механическим путем (предварительное опиливание, строгание, фрезерование и др.) поверхности заготовок окрашивают раствором медного купороса. Медный купорос может быть, когда заготовки выполнены из черного металла, так как между цветными металлами и медным купоросом не происходит химической реакции с осаждением меди на поверхности заготовки.
Заготовки из медных, алюминиевых и титановых сплавов с предварительно обработанными поверхностями окрашивают, используя быстросохнущие лаки и краски.
Разметочный инструмент и приспособления
Под разметкой понимают нанесение контура детали посредством точек и линий на заготовку. Она применяется в производстве весьма обширно, несмотря на значительные трудовые затраты. По особенностям выполнения ее подразделяют на плоскостную и пространственную. Первая осуществляется в пределах одной плоскости. Пространственная разметка подразумевает увязку точек и линий на разных плоскостях заготовки. Для разметочных работ используется разметочный инструмент. Далее рассмотрены инструменты, применяемые при разметке в слесарном деле.

Разметочные приспособления
Одна из разниводностей приспособлений для разметки деталей — чертилки. Это заостренные стержни, служащие для нанесения рисок. Данный слесарный разметочный инструмент используется с направляющими инструментами. Выделяют несколько типов чертилок, среди которых наиболее распространены три следующих. Круглые варианты представлены стержнями с одним закаленным и заостренным концом и согнутым в кольцо вторым. Инструменты с отогнутым концом заострены с обеих сторон, а один из концов отогнут перпендикулярно стержню. К тому же средняя часть утолщена. Такие чертилки рассчитаны на разметку труднодоступных участков. Модели со вставной иглой по конструкции аналогичны часовым отверткам.
Рейсмасы рассчитаны на нанесение параллельных линий и проверку установки заготовки при пространственной разметки. Это приспособление представлено установленной на стойке с основанием чертилкой. Последнюю возможно расположить на стойке любым образом. Для точных работ служит штангенрейсмас со шкалой. Для обычных вариантов применяют масштабные линейки либо концевые меры длины для повышения точности.
Разметочные циркули рассчитаны на перенос на заготовку линейных размеров, создание окружностей для изогнутых деталей вроде гребных винтов, деление углов и отрезков, измерение. Данные изделия, применяемые при разметке, представлены в обычном и пружинном вариантах. Первые имеют возможность фиксации ножек на размер, а вторые позволяют осуществить точную установку. В любом случае они оснащены дугой и винтом для фиксации ножек. Последние заострены и соприкасаются концами, а иглы закалены на протяжении 15-25 мм. Как и чертилки, циркули представляют инструменты для плоскостной разметки.


На особо точную разметку и нанесение больших окружностей рассчитан разметочный штангенциркуль. От обычного он отличается наличием микрометрического винта. Включает штангу-линейку с двумя ножками, снабженными закаленными сменными иглами. Подвижная ножка оснащена нониусом, а ее игла перемещается по шкале, обеспечивая возможность нанесения окружностей в различных вертикальных плоскостях.
Выше были рассмотрены инструменты для разметки металла.
Отволока рассчитана на разметку деревянных деталей путем нанесения отметок на их края. Представлена деревянным бруском 40х5 см. На одном его конце размером в 1/5 часть установлена подвижная чертилка в виде иглы, острого штыря или гвоздя. Оставшаяся часть бруска имеет меньшую на 5-7 мм толщину.

Скоба рассчитана на разметку при создании проушин и шипов. Это деревянный брусок с выборкой в 1/4 на расстоянии в 1/3 от края с гвоздями, расположенными на взаимном удалении, равном толщине проушин либо шипов.
Вспомогательные инструменты
При нанесении разметки используется множество дополнительных инструментов вроде линеек, шаблонов, угольников и т. д.
Разметочные угольники рассчитаны на оба типа разметки, выравнивание заготовки, работы с листовым и полосовым материалом. Такой инструмент представлен бруском 20х30 мм с линейкой 5х30 мм, встроенной под прямым углом в торец. Существуют угольники-центроискатели, нацеленные на разметку торцов круглых заготовок. Они включают две соединенные под углом планки, линейку, проходящую рабочим ребром через его середину, и соединительную планку.
Аналогичным приспособлением является центроискатель-транспортир. Он имеет близкую конструкцию, включающую линейку и перемещаемый по ней угольник. Как и угольник-центроискатель, данное приспособление предназначено для нахождения центров торцов цилиндрических деталей. К тому же оно обеспечивает возможность нанесения отверстия вне центра либо под углом.
Малка представлена шаблоном с переменным углом измерения. Выполнена в виде бруска прямоугольного сечения. На одном из его концов через прорезь закреплена линейка, а другой скошен под углом 45°.
Ерунок аналогичен малке, но отличается установленной на колодке под углом 45° линейкой. Подходит для разметки 135 и 45° углов.


Нутромер рассчитан на измерение пазов, внутренних поверхностей, отверстий. Данные инструменты, функционирующие по принципу радиусометра, представлены в нескольких вариантах конструкции. Так, индикаторные модели включают измерительное устройство и индикаторную головку, представленную обычно индикатором часового типа с двумя шкалами. Микрометрический нутромер имеет конструкцию аналогичную микрометру, включающую соединенные колпачком барабан и микрометрический винт, стебель с измерительным наконечником, стопор, предохранительный колпачок.
Складной метр, представленный набором шарнирно сочлененных линеек, используется для измерения. Метр-рулетка отличается от рулетки наличием миллиметровых делений. Может быть размещена в глухой либо открытой коробке. Лента представлена желобчатой линейкой, сохраняющей при разворачивании прямолинейность.
Масштабный высотомер применяется для измерения высоты плоскостей и отверстий. Включает стойку с неподвижной шкалой, оснащенной подвижной рамкой, и подвижной шкалой. Он значительно упрощает разметку, сокращая объем расчетов.
Для построения и измерения углов применяют транспортир, представленный металлическим кругом с градусными метками и рычагом с нониусом, соединенным с его центром.
Дополнительные приспособления
По протяжению рисок наносят точечные углубления, называемые кернами. Необходимость в них обусловлена двумя факторами. Во-первых, они улучшают видимость разметки. Во-вторых, кернеры обеспечивают фиксацию инструментов при последующих работах, повышая их точность. Для осуществления кернения создан ряд специализированных приспособлений.
Основные среди них – кернеры. Данные инструменты могут иметь различную конструкцию. В простейшем варианте кернер представлен стержнем круглого сечения с заточенным 15-30 мм концом твердостью 52-57 HRC. С кернером применяют легкие 50-200 г слесарные молотки в зависимости от целевой глубины керна.
Специальный высокоточный кернер оснащен стойкой с тремя ножками. Существуют варианты, оснащенные собственным грузом для воздействия на стержень.

В качестве одного из специализированных вариантов можно рассмотреть кернер Ю. В. Козловского. Это высокопроизводительный и высокоточный инструмент, рассчитанный на кернение при делении окружностей. Данное оборудование для разметки имеет внутри корпуса боек и пружину. Для фиксации бойка при настройке установлена резьбовая втулка. Ножки смонтированы на корпусе посредством пружины и винтов. Гайка обеспечивает возможность их одновременного перемещения. На ножках гайками закреплены сменные иглы.
Кроме того, существует автоматический кернер. Его стержень находится в корпусе с двумя пружинами и ударником с сухарем. Принцип функционирования приведен далее. При нажатии стержень противоположным концом упирается в сухарь. Вследствие этого ударник, поднимаясь, сжимает пружину. Соприкасаясь с заплечником, сухарь отходит от стержня. Под влиянием разжимания пружины ударник бьет по стержню, а пружина восстанавливает начальное положение. Автоматический кернер значительно упрощает работы благодаря тому, что не требует применения молотка.
Электрический кернер в качестве специфических элементов включает катушки с проволочной обмоткой и электропроводку. Прочие компоненты – те же, что и у других вариантов. При нажатии рабочей поверхностью пружина замыкает цепь, и вследствие прохождения тока сквозь катушку создается магнитное поле. Из-за этого ударник входит в нее и бьет по стержню. При отдалении инструмента от рабочей поверхности цепь размыкается, и ударник переходит в начальную позицию.
Для кернения торцов предметов цилиндрической конфигурации разработан специализированный инструмент – колокол. Он позволяет осуществлять работы без разметки.
С целью выделения разметки ее окрашивают с применением специализированных составов. Их тип определяется материалом и свойствами поверхности. Обычно применяют такие составы, как быстросохнущие лакокрасочные материалы, водяной раствор мела, сиккатива и столярного клея, медный купорос. Материалы первого типа подходят для титановых, алюминиевых, медных сплавов с обработанными поверхностями. Для необработанных литых либо кованных деталей используют мел, либо раствор на его основе. Медный купорос подходит лишь для обработанного черного металла.
Помимо этого, для разметки требуются инструменты для монтажа и кантования заготовок по металлу.
Разметочные плиты представлены плоскими чугунными рабочими поверхностями с разделенной неглубокими канавками на квадратные фрагменты верхней плоскостью. Поверхность тщательно обработана по технологиям строжки, шлифовки, шабровки. По размеру их дифференцируют на варианты для мелких и крупных заготовок. Первые имеют размеры 1,2х1,2 м, вторые – 4х6 м. Их монтируют на подставках либо тумбочках, оснащенных ящиками. Крупноразмерные плиты размещают на кирпичном фундаменте. Для облегчения перемещения предметов и инструментов для плиты применяют порошковое графитовое покрытие.
С целью предотвращения повреждения плиты детали размещают на подкладках, разметочных ящиках либо домкратиках. Первые представлены в виде чугунных изделий различных размеров и конфигураций. Разметочные ящики являются полыми (либо с перегородками жесткости внутри для крупноразмерных вариантов) параллелепипедами с отверстиями для закрепления заготовок. Они служат для установки заготовок сложной конфигурации. Домкратики оснащены наклонными головками и обеспечивают возможность регулировки высоты установки.
Разметочные призмы имеют одну либо две выемки. Данные приспособления дифференцируют на варианты нормальной и повышенной точности. Они отличаются материалом: первые производят из сталей определенных марок, вторые – из чугуна. Для ступенчатых валов используют регулируемые призмы либо с винтовой опорой.
Для изменения высоты расположения детали служат разметочные клинья. Домкраты выполняют ту же функцию, но обычно используются для тяжелых заготовок. На основе формы опоры для детали их классифицируют на призматические и шаровые. Уровень с отвесом применяется для вертикального позиционирования деталей. Представлен приспособлением в форме прямоугольного треугольника с отвесом в вершине прямого угла.


Таким образом, для слесарных работ подходят простые разметочные и измерительные инструменты, однако более сложное оборудование упрощает их и расширяет возможности.
Разметочные работы
Назначение разметки и разметочный инструмент
Процесс разметки заключается в нанесении (вычерчивании) на листовом и профильном материале всех линий и условных знаков (в натуральную величину, с учетом припусков на обработку и сборку), по которым в дальнейшем производят обработку деталей.
Разметка является начальной операцией непосредственного процесса обработки деталей корпуса. Разметке подлежат все детали листового и профильного проката (кроме деталей, вырезаемых на газорезательных автоматах), а также узлы и секции корпуса в процессе сборки. Технологические процессы разметки деталей судовых конструкций разнообразны по назначению, условиям выполнения и требуемой точности работ.
Разметочный участок оборудуют хорошо освещенными столами, стеллажами и стелюгами (козлами) для укладывания на них листового и сортового металла для разметки, а также грузоподъемными устройствами. Под крышкой разметочного стола делают полки для хранения реек, шаблонов и инструмента. Для измерения корпусных конструкций и производства разметочных работ разметочный участок обеспечивают следующим разметочным инструментом: измерительными металлическими рулетками с лентами длиной 2—50 м (рис. 51, а) — для измерения линейных размеров на крупных деталях;
складными металлическими метрами и линейками (рис. 51,6, в) — для измерения небольших длин;
рейсмусом (рис. 51, г) — для проведения параллельных линий. Он состоит из рейки 1, которая входит в направляющую ползун-щеку 2 и закрепляется винтом 3. На конце рейки 1 устанавливают ползун-чертилку 4У закрепляемую винтом 5. Для проведения параллельной линии стержень чертилки закрепляют так, чтобы расстояние от щеки 2 до чертилки 4 соответствовало требуемому по чертежу;
металлическими (стальные или дюралюминиевые) угольниками с углом 90° — для проведения перпендикуляров небольшой длины.
Угольники применяют трех типов: плоский, с одинаковыми по толщине полками (рис. 51,д), с утолщенной одной полкой (е) и пяткой в виде тавра (ж). Угольники изготовляют различных размеров; большая полка достигает 2000 мм;
линейками — для проведения прямых линий. Обычно при разметке применяют стальные линейки. Для проведения кривых линий используют тонкие гибкие рейки или тонкие стальные линейки;
транспортирами (дюралюминиевые, рис. 51, з) — для измерения и построения углов; применяют транспортиры с радиусами до 500 мм и до 1500 мм;
чертилкой — для прочерчивания линий на металле и на дереве. Чертилку изготовляют из инструментальной стали круглого сечения диаметром 3—5 мм и длиной 150—200 мм;
разметочным циркулем (рис. 52, а) — для проведения окружностей небольших радиусов, построения перпендикуляров и для деления прямолинейных отрезков, дуг, окружностей на равные части;
циркулями — для прочерчивания кромок деталей и секций (рис. 52, б): циркуль с выдвижной ножкой и циркуль, имеющий уровень для установки ножки в горизонтальном положении;
штангенциркулем — для проведения окружностей и дуг большого радиуса и построения перпендикуляров (рис. 52,в). Штангенциркуль состоит из деревянной рейки или металлической трубки 1 и двух стальных движков с остриями 2. Стальные движки закрепляют винтами на требуемом расстоянии один от другого;
кернерами различных конструкций — для нанесения точек на размечаемом металле;
простым кернером (рис. 53, а), представляющим собой стальной цилиндрический стержень с заостренным и закаленным концом, которым делают углубления в металле, ударяя ручником по верхней части кернера;
центровым кернером (рис. 53,6) — для наметки центра отверстий на металле через просверленные отверстия в шаблоне;
прошивным кернером — для кернения деталей через шаблоны, на которых сделана соответствующая разметка линий или центров. По сравнению с обычным прошивной кернер бывает меньшего диаметра и более заострен;
контрольным кернером (рис. 53,в) — для нанесения на листовом и сортовом металле кружков с центром на месте сверления отверстия. Широкое распространение «получили пневматические кернеры для кернения надписей;
кронциркулем — для измерения толщины размечаемого листового и сортового металла, а также для измерения диаметров;
якорем или рейсшиной с вогнутой поверхностью поперечины — для проведения нормалей к кривым линиям. Нормалью к кривой в данной точке называют перпендикуляр, восстановленный к касательной, проведенной через эту точку;
малочником — для определения и построения острых и тупых углов (малки) и для проверки размалкованных угольников;
отвесом (веском) шнуровым — для проверки вертикальности конструкции;
ручником (ручным молотком) — для нанесения ударов по кернеру массой 0,30 кг (для разметочных кернеров) и массой 0,5—0,6 кг (для ударов по прошивным, центровым и контрольным кернерам);
ниткой (или тонким шнуром) — для пробивки прямых линий. Предварительно нитку натирают мелом;
струбцинами (рис. 54, а) — для прижима к листу реек, шаблонов, угольников и других предметов;
кляммерами (б) — для прижима шаблонов и реек;
переводкой (рис. 54,в) — для перенесения центров отверстий с одной стороны листа на другую и представляющей собой кляммер, у которого в двух плоскостях просверлены отверстия;
вилкой (рис. 54, г) — для перевертывания сортовой стали; трафаретами — для ускорения маркировки размеченных деталей, содержащих набор слов, встречающихся при разметке;
домкратиками — для установки детали на плите в требуемом положении.
Для производства всяких отметок и маркировки у разметчика должны быть цветные карандаши, цветные мелки, масляные краски и белая клеевая краска. Для хранения инструмента необходимо иметь переносные инструментальные ящики.
Разметочные инструменты и приспособления
Разметочные инструменты и приспособления
Чем серьезнее и ответственнее относится слесарь к своей работе, тем полнее у него набор разметочных инструментов и приспособлений (рис. 2).

Рис. 2. Разметочные инструменты: а – чертилки; б – циркули; в – штангенрейсмус; г – кернер-центроискатель.
Металл не бумага и не дерево, по которым удобно рисовать карандашом, с его гладкой и твердой поверхности легко стираются как грифельные, так и меловые линии. Поэтому для нанесения рисок используются чертилки различного вида, разметочные циркули, штангенрейсмусы, кернеры.
Чертилки (рис. 2, а) изготовляются из инструментальной стали повышенной твердости марок У10 и У12. Это простейшие и наиболее распространенные инструменты, которые применяются для разметки. Прямая круглая чертилка – это стальной стержень диаметром 5–6 мм и длиной до 200 мм, один конец которого заточен под углом приблизительно 10°. Удобно пользоваться чертилкой со вставной иглой. Ее несложно изготовить из отвертки со сменным жалом. Вместо отвертки в рукоятку нужно вставить остро заточенный и закаленный стальной стержень.
Еще один вид чертилок имеет заточенные под разными углами с обоих концов стальные стержни. Один из стержней согнут под углом 90°.
При разметке заготовки, на которой нельзя оставлять риски, пользуются латунной чертилкой: конструкция ее такая же, как и стальной, а жало изготовлено из латуни, которая оставляет след, не делая риски.
Чтобы чертилки было удобно держать в руке, среднюю их часть делают обычно утолщенной и покрывают накаткой.
Для деления прямых линий, углов, окружностей, для построения перпендикуляров в слесарном деле применяются разметочные циркули (рис. 2, б).
Разметочные линии на вертикальных поверхностях заготовок удобно наносить штангенрейсмусом (рис. 2, в).
Кернер-центроискатель (рис. 2, г) может применяться только для того, чтобы отыскать центр на торце цилиндрической детали, например, вала. Его нужно установить на торец детали и выровнять так, чтобы он принял вертикальное положение. Ударив по головке кернера молотком, можно получить отметку центра вала.
Чтобы разметка была произведена точно, была хорошо видна и не стиралась, пользоваться нужно хорошо заточенным, исправным разметочным инструментом. Поэтому время от времени нужно затачивать чертилки, циркули и кернеры, которые тупятся чаще всего.
Заточку нужно производить на шлифовальном абразивном круге, который должен быть в слесарной мастерской обязательно. Чертилку можно затачивать, определяя угол заточки на глазок: ее нужно расположить под небольшим углом к поверхности шлифовального круга и заточить на длину 12–15 мм. Острие кернера затачивается под углом 60–70°, угол нужно проконтролировать, измерив его транспортиром или сравнив с шаблоном. Для того чтобы наточить ножки циркуля, их нужно свести вместе и заточить с четырех сторон квадратом на длину 15–20 мм, стремясь к тому, чтобы оба острия сошлись в одну точку. Окончательную доводку ножек циркуля нужно сделать, заточив их поочередно на точильном бруске.
Разметку нужно производить на разметочной плите. Если слесарные работы в домашней мастерской выполняются часто, то лучше всего иметь специальную разметочную плиту, изготовленную из серого чугуна. Ее нужно установить в наиболее светлом месте мастерской или смонтировать над ней источник искусственного освещения, причем желательно, чтобы свет падал на ее поверхность вертикально. Если конструкция крыши мастерской позволяет это сделать, то лучше всего устроить над местом установки разметочной плиты световой фонарь.
Поверхность плиты следует прошлифовать и прошабрить. Боковые поверхности должны быть обработаны и составлять с плоскостью плиты 90°. Хорошо, если плита имеет в нижней части ребра жесткости – это предохранит ее от прогибания.
Плиту нужно выставить строго горизонтально, это делается обычно с помощью домкратов и металлических подкладок различной толщины. Поверхность, на которой производится разметка, должна быть всегда сухой и чистой. После окончания работы ее лучше всего протирать маслом, чтобы не появлялась ржавчина, и накрывать щитом, который предохранит ее от случайного повреждения. Следует помнить, что по разметочной плите нельзя передвигать заготовки – на ее поверхности останутся царапины и забоины.
Данный текст является ознакомительным фрагментом.

