Гибка и обработка металла
Гибка металла. Способы, инструмент для гибки металла
Процессом гибки называют слесарную операцию, с помощью которой заготовка из металла при деформации принимает требуемую пространственную форму. В практике слесарного дела слесарю часто приходится изгибать заготовки из листового, полосового и круглого материала под углом, с определенным радиусом, выгибать разной формы кривые (угольники, петли, скобы и т.д). Для выполнения данной работы необходимо предварительно определить длину развернутой заготовки.
Когда толщина заготовки превышает 4 мм применяют горячую гибку.
В процессе гибки металл подвергается одновременному воздействию растягивающих и сжимающих усилий. На наружной стороне детали в месте изгиба волокна металла растягиваются и длина их увеличивается; на внутренней же, наоборот, волокна сжимаются и длина их укорачивается. И только нейтральный слой, или, как принято называть, нейтральная линия, в момент сгиба, полагают, не испытывает ни сжатия, ни растяжения, и поэтому длина нейтральной линии после изгиба детали не изменяется.
При гибке металла приходится преодолевать силы упругости заготовки из металла.
Упругостью называется свойство заготовки из металла, благодаря которому деталь восстанавливает после снятия нагрузки свои первоначальные форму и размеры. При нормальных температурах, ограниченных скоростью и продолжительностью деформации, деталь с достаточной точностью можно считать
упругой до тех пор, пока возникающие в ней напряжения и деформации не превзошли определенного значения предела упругости. Поэтому согнутая на определенный угол деталь после снятия напряжения стремится, как пружина, расправиться, т.е. угол загиба всегда несколько увеличивается, а деталь немного выпрямляется. Поэтому при изготовлении деталей гибкой следует учитывать пружинящие свойства металла.
Пластичностью называется способность материала сохранять полностью или частично деформацию, получившуюся под действием приложенных сил и по прекращении действия этих сил. В зависимости от соотношения величин остаточной и упругой деформаций, получаемых перед наступлением разрушения, материал можно считать пластичным или хрупким. Однако пластичность и хрупкость не могут быть отнесены только к свойству материала. Один и тот же материал в зависимости от характера напряженного состояния, температуры и скорости деформирования может проявляться как пластичный или как хрупкий.
Различают следующие стадии пластических деформаций:
- а) начало текучести – пластические деформации одного порядка с упругими;
- б) пластическое состояние при малых деформациях – пластические деформации велики по сравнению с упругими, но малы по сравнению с первоначальными изменениями размеров или формы детали;
- в) пластическое состояние при больших деформациях (технологические пластические деформации) – размеры или формы детали меняются значительно.
Гибка сопровождается упругими и пластическими деформациями, что вызывает искажения первоначальной формы поперечного сечения заготовки, и уменьшением ее площади (утяжка) в зоне изгиба (рис. 1).
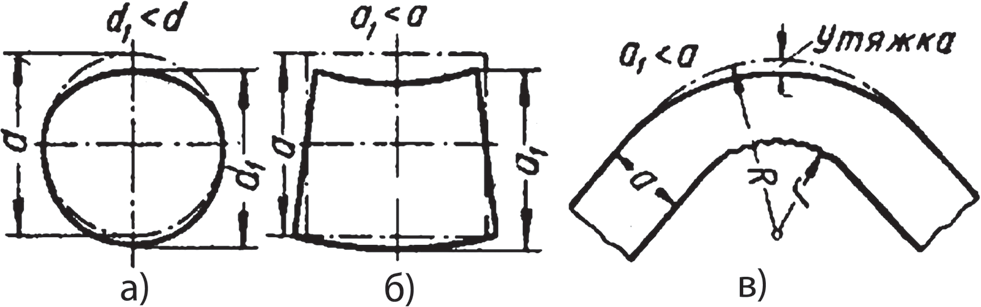
Рис. 1. Искажение формы заготовки при изгибе: а – круглого сечения; б – прямоугольного сечения; в – утяжка
Кроме того, возможно образование складок по внутреннему контуру и трещин по наружному. Напряжения внешних волокон при относительно малом r в этих волокнах приближается к пределу прочности при растяжении, в результате чего материал разрушается (образуются трещины). Эти дефекты тем вероятнее, чем меньше радиус закругления и чем больше угол загиба. Чтобы исключить появление дефектов, необходимо выдержать минимальный радиус гибки.
Минимальный радиус гибки приближенно определяется по формуле: r=S·k, где r – радиус гибки, k – коэффициент, зависящий от материала и направления проката, S – толщина материала. При гибке поперек волокон для меди, цинка, латуни и алюминия k=0,25–0,3, для стали мягкой – k=0,5 и для стали средней твердости – k=0,8. При гибке вдоль волокон для меди, цинка, латуни и алюминия k= 0,4–0,45, для стали мягкой – k=1,2 и для стали средней твердости – k=1,5. Зачисткой кромок перед гибкой можно снизить k в 1,5, а иногда и в 2 раза.
Длина заготовки L при гибке определяется суммой длин прямых участков и длин нейтральных осей изогнутых участков, например, L= l1+ l2+ l (рис. 2).

где φ – угол дуги f в градусах (φ=180° – β ); x – расстояние от внутренней плоскости до нейтральной оси в мм.
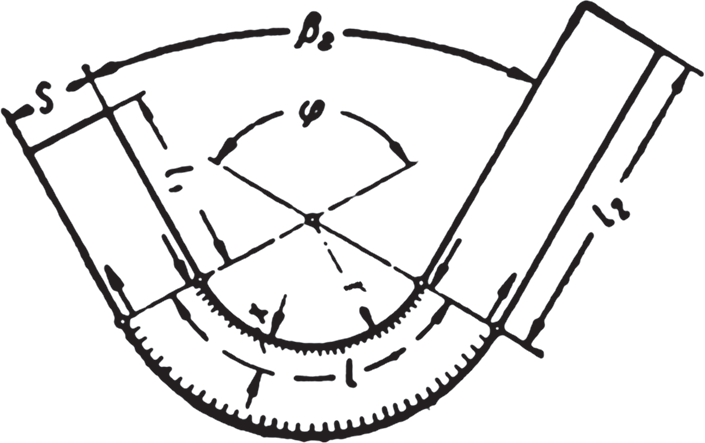
Рис. 2. Схема составляющих длины согнутой полосы
При относительно малом r растяжение материала в наружных волокнах приближается к пределу прочности при растяжении, в результате чего материал разрушается (образуются трещины).
1. Основные приемы гибки деталей из полосы
При гибке деталей вручную необходимо учитывать, что в зависимости от свойств материала, толщины и размеров заготовки из полосы необходимо прикладывать различные усилия для выполнения работы. Поэтому необходимо учитывать, что:
- при гибке деталей из тонкого листового пластичного материала, толщиной 0,2 мм и менее, на поверхности деталей могут оставаться следы от ударов молотком, поэтому целесообразно при гибке использовать подкладки из деревянных брусков, отрезков стальной полосы или бруска и т.п., в некоторых случаях эта работа может быть выполнена без молотка, а обжатием заготовки вручную с использованием подкладок;
- при гибке деталей из тонкого листового пластичного материала, толщиной 0,2–0,5 мм, применяют легкие молотки, подкладки из цветного металла, из отрезков стальной полосы или бруска и т.п.;
- для деталей из листового материала, толщиной 3,0 мм и более, для предварительной гибки применяют более тяжелые молотки (кувалды – для материала толщиной 8 мм и более), а более легкие молотки для окончательной гибки и правки деталей после гибки;
- при ручной гибке в зависимости от усилий, которые прилагают для гибки заготовок, выбирают менее или более тяжелые тиски;
- при ручной гибке с увеличением толщины металла возрастают усилия, с которыми необходимо зажимать заготовку в тисках. В результате на поверхности заготовок каленые губки тисков оставляют следы рифления накладок губок, что портит внешний вид деталей. Поэтому при закреплении заготовок в тисках используют подкладки из цветного металла, мягкой стали и т.п.;
- при ручной гибке симметричных деталей возможно смещение оси симметрии по длине заготовки, поэтому целесообразно по концам заготовки симметрично оставить припуск, который удаляют по окончании гибки;
- при гибке коротких полок (например, у хомутиков из материала толщиной 4–6 мм), которые меньше ширины бойка молотка, целесообразно по концам заготовки симметрично оставить припуск, который удаляют по окончании гибки.
Гибку деталей выполняют по образцу готовой детали, либо по образцу-макету, который более удобен для работы.
Для выполнения макета рабочий вычерчивает на листе бумаги или на листе металла (чертилкой) профиль детали в натуральную величину, который нужно будет согнуть. Затем из проволоки или тонкой полосы при помощи плоскогубцев по рисунку сгибают контур профиля детали (с учетом радиусов и углов наклона плоскостей).
Для гибки детали подбирают оправки с минимальным радиусом гибки и с радиусами, которыми должны соединяться прямолинейные участки детали.
На заготовке детали чертилкой размечают линии, по которым будут производить гибку.
При выполнении гибки полок заготовку 1 (рис. 3, а) зажимают в тиски между двумя оправками 2 и 3 так, чтобы линия гибки была обращена в сторону загиба, на уровне верхней кромки оправки 3. Молотком ударяют по верхней полке детали 1. Ударять молотком нужно равномерно всей поверхностью бойка.
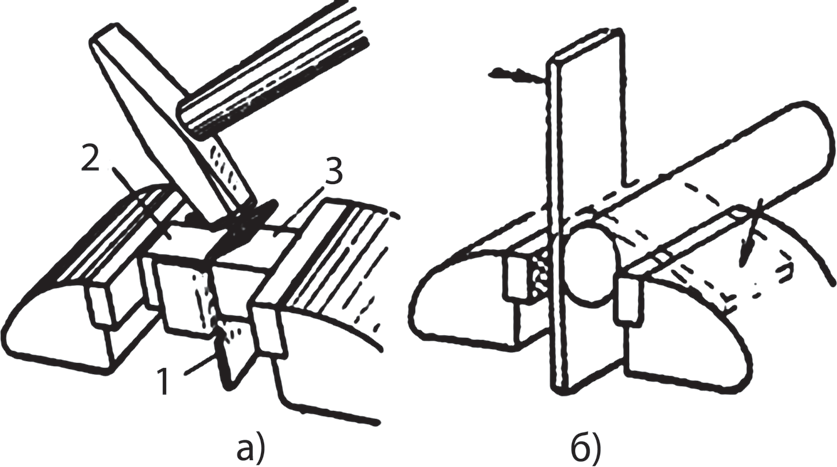
Рис. 3. Гибка заготовки детали в тисках: а – под углом; б – по радиусу
Угол наклона полки проверяют, прикладывая шаблон к вертикальной грани детали 1. Грань оправки 3, на которой производится гибка заготовки, должна быть запилена по радиусу больше критического для данной толщины заготовки.
При выполнении гибки по радиусу заготовку 1 (рис. 3, б) зажимают в тиски между губкой и оправкой 2 так, чтобы линия гибки была обращена в сторону загиба и выступала над образующей оправки 2 на величину А мм, если необходимо, чтобы полки были равной длины.
где r – радиус оправки.
Направление ударов молотком показано стрелками.
Для гибки заготовок из листового материала применяются ручные листогибочные машины и машины с механическим приводом. Принцип работы заключается в том, что на столе машины прижимом закрепляется заготовка, которая выставляется местом изгиба относительно прижима. Затем поворотная траверса приводится в движение, поворачивается на установленный угол и тем самым изгибает на нужный угол заготовку. Машина имеет оснастку, которая позволяет гнуть различные профили.
2. Основные приемы гибки деталей из труб
Гибку деталей из труб производят в холодном и горячем состояниях ручным и механизированным способами, с наполнителями и без наполнителей.
Наполнители применяют для исключения образования складок и сплющивания стенок труб. В качестве наполнителей используется просушенный мелкий песок или синтетические гранулы.
Для каждой трубы в зависимости от ее диаметра и материала установлен минимально допустимый радиус гибки. При меньшем радиусе гибка недопустима (табл. 1).
Таблица 1. Значения минимально допустимых радиусов гибки труб в холодном состоянии, мм
Гибка металла
Лазерная резка черной и нержавеющих сталей на станках TRUMPF TruLaser 3030(L20) 2012 года. Высочайшая точность обработки, немецкое качество. Толщина резки до 20 мм. Размер стола 1500х3000 мм. Работаем с трубами. Гибка изделий на прессе TruBend 5130 2012 года. Ширина 3200 мм. Усилие 1300 Кн. Толщина изделий до 10 мм. Возможна фальцовка. Имеется свой склад металлопроката, разных марок и толщин. Находимся в Минске, рядом с ТЭЦ-4. Изготавливаем разные типы основ для фрикционных дисков, из собственного материала (листа Ст65Г). Возможно размещение мелких заказов.
ООО “ЭХОБЕЛЛ”- это динамично развивающаяся компания.Мы оказываем широкий спектр услуг металлообработки.Работаем по чертежам,эскизам,образцам и т.п
Наша компания более 25 лет занимается металлообработкой в Республике Беларусь. Современное немецкое оборудование позволяет выполнять высочайшую точность обработки любой сложности. Мы осуществляем полный цикл производства: от проектирования до готового продукта. Лазерная резка листов из тонкого и толстого металла на станках Trumpf. Толщина резки до 22 мм. Гибка изделий на прессах Trumpf. Толщина изделий до 5 мм. Перфорация металла координатно-пробивным прессом. Толщина металла до 2 мм. Производим сварку черных металлов полуавтоматом MIG/MAG. Также осуществляем контактную сварку. Изготавливаем корпуса любой сложности и назначения. Наша компания находится в 14 км от Минска по гродненскому направлению.
Минский р-н, д. Новоселье
ООО «ОЛМИСЕРВИС» работает в области механической обработки материалов с 2000 года. Осуществляем механическую обработку таких материалов, как стали и нержавеющие стали, алюминиевые и медесодержащие сплавы, титан, разнообразные виды пластмасс. Главным направлением деятельности фирмы является изготовление узлов и деталей приборов по КД Заказчика. Основные виды выполняемых работ: токарные и фрезерные с ЧПУ, шлифовальные, слесарные, лазерная резка, рубка и гибка листового материала, сварка и термообработка.
- +375 17 201-99-35
- +375 29 706-99-68
- +375 29 758-44-54
- zaykin@tut.by
Инструментально-механическое производство ОАО «ИНТЕГРАЛ» предлагает свои услуги по проектированию и изготовлению техоснастки, деталей и комплектующих по заказам, в том числе: – проектирование и изготовление технологической оснастки (штампы, пресс-формы, литформы и др.) с применением программного продукта «PRO-ENGINEER», «АUTOCAD», Компас-3D V.13. – изготовление маркировочного клише на электроэрозионных станках с ЧПУ – разработка управляющих программ для станков с ЧПУ – трехкоординатная фрезерная обработка деталей на станках с ЧПУ – упрочнение деталей технологической оснастки методом термической обработки. ОАО “ИНТЕГРАЛ” – управляющая компания холдинга “ИНТЕГРАЛ” оказывает услуги по порошковой покраске металлоизделий в камере ручного напыления. габаритные размеры изделий : 3200х1250х2020 масса до 70 кг.
- +375 17 396-17-41
- ILisjutina@integral.by
ЛАЗЕРНАЯ резка ЛИСТОВОГО металла (1500мм×3000мм×20мм) и ТРУБ (круглая Ø20-Ø230, профильная 20-160, длиной до 3000мм, толщиной до 20мм). ГИБКА листового металла толщиной до 6мм, длиной до 3000мм. ПОРОШКОВАЯ, ПОЛИМЕРНАЯ покраска (размеры камеры 4000мм×1500мм×2000мм). Сварка АРГОНОМ и ПОЛУАВТОМАТАМИ. ЗУБОФРЕЗЕРНАЯ обработка (max Ø450мм, max длина 500мм). ТОКАРНАЯ обработка (max Ø630мм, max длина 2800мм). ФРЕЗЕРНАЯ обработка (д×ш×в 1200мм×500мм×300мм.
- +375 29 132-83-02
- polimertime@mail.ru
ОАО «Минский ПКТИ» с 1970 года специализируется на проектировании и изготовлении редукторов, зубчатых передач, металлоконструкций, испытательных стендов для различных отраслей машиностроения. Имеем собственный парк оборудования 2014-2015 гг. для выполнения заказов без аутсорсинга. Контроль качества осуществляется на всех этапах производства от проверки химического состава марки материала до испытания на стендах собственной разработки.
- +375 33 613-79-28
- marketing@mpkti.by
- info@mpkti.by
Проектирование и производство конструкций и изделий из металла, композитных материалов (стеклопластика, пластика и другие). Единичные, мелкосерийные и серийные детали по чертежам заказчика Лазерная резка. Гибка. Механическая обработка широкого спектра конструкционных материалов, алюминиевых сплавов и композитных материалов. Сварка. Нанесение гальванических покрытий и окраска готовой продукции. Изготавливаем специальные технические, технологические, транспортировочные, складские оснастки и узлы по заданию Заказчика и/или согласно конструкторской документации Заказчика. Имеем собственную базу готовых решений для различных нужд и функций производственно-складских организаций на территории Республики Беларусь, а также стран СНГ.
- +375 29 647-10-10
- +375 44 779-68-52
- zakaz@pikkub.by
- kub6051100@gmail.com
Гибка листового металла L=3100, T= от 0,35 до 12мм. Плющение L=3100 Рубка листового металла L=3000, T= от 0,4 до 12 мм Координатная пробивка макс. габ. листа L= до 6000мм B= 1500мм T макс.= 8мм (формовка, перфорация, вырубка сложных геом. форм и тд) точность 0,1мм Плазменная резка листа L=3000, B=1500, T=30мм Лазерная резка листа L=3000, B=1500, T= 20мм (ст.3) T=12мм (нерж. ст.) T= 8мм (Алюминий) Вальцовка листа L=2000, T=20мм Порошковое полимерное покрытий изделий L= до 6000мм Сварка Конструкторская поддержка, оперативный расчёт стоимости изготовления. Возможно изготовление в день обращения. Г. Минск, ул. Минина 28
- +375 29 137-23-72
- 7725898@gmail.com
Минская обл, Минский р-н, Новодворский с/с
Лазерный раскрой листового металла, изготовление корпусов из металла любой степени сложности, сварка аргоном, сварка конденсаторная, фрезерная и токарная обработка с ЧПУ, художественная ковка.
- +375 17 204-79-80
- +375 17 204-55-68
- kto2008@mail.ru
Строительство. Собственное производство металлоконструкций, окна ПВХ и алюминиевые светопрозрачные конструкции. Услуги по обработке металла: плазменная резка, координатно-пробивной станок (перфорация листового металла), рубка и гибка листового металла, порезка на пилах сортового металла (труба профильная и круглая, швеллер, двутавр)
- +375 29 368-98-89
- olshevskiy@tut.by
Авиационное машиностроение; услуги по металлообработке.
- +375 17 504-63-85
- market@aeromash.by
Минская обл., Минский р-н, ОПС Мачулищи
Механообработка, чиска труб под высоким давлением, изготовление спецтехники.
- +375 29 604-97-80
- +375 17 226-20-41
- dolya@dolya.com
Услуги рубки, гибки, вальцовки листа, гибки труб. Плазменная резка, лазерная резка и координатная пробивка листового металла. Сварка нержавейки, алюминия. Полимерная порошковая окраска, в том числе габаритных конструкций. Производство полного цикла.
- +375 44 754-57-98
- +375 17 348-15-79
- profkompleks.v@gmail.com
ОАО “МПОВТ” производит автокомпоненты, изделия промышленной электроники, средства связи и телекоммуникаций. На предприятии имеется механообрабатывающее производство, располагающее разнообразным станочным парком.
- +375 17 308-03-94
- +375 17 308-07-86
- contact@mpovt.by
- zakaz@mpovt.by
Выполняем услуги по токарным, фрезерным, шлифовальным, сварочным работам. Сверление, гибка, резка, рубка металла. Выполняем работы по ремонту оборудования, востановительные работы. Лазерная резка черный металл – 8*1500*3000; нерж. 5*1500*3000. Гибка листа – черный металл-6 *3000мм; нерж. 3*3000мм.
- +375 29 610-67-45
- +375 29 681-84-56
- +375 29 342-82-58
- +375 17 345-43-73
- energo_partner@mail.ru
Линия лазерной резки труб и трубных профилей. Различные типы трубных профилей: круглые, овальные, прямоугольные, швеллер. Высокое качество реза не требует дополнительной обработки. Максимальная длина готовой детали: 6200 мм. Максимальная толщина обрабатываемого материала: конструкционная сталь: 10 мм, нержавеющая сталь: 5 мм, алюминий: 3 мм Минимальный диаметр описанной окружности трубного профиля: 15мм. Максимальный диаметр описанной окружности трубного профиля: 230 мм. Лазерная резка листовой черной и нержавеющих сталей, латунь, медь, алюминий на станке с автоматической загрузкой и разгрузкой. Толщина резки до 12 мм. Размер стола 1500х3000 мм. Гибка изделий на прессе AMADA HFE M2 130-3 2016 года. Ширина 3350 мм. Усилие 1300 Кн. Толщина изделий до 6 мм. AMADA HFE M2 100-3 2013 года. Ширина 3350 мм. Усилие 1000 Кн. Координатно-пробивной пресс AMADA 2510NT 1250*2500 ,(с перехватом 1250*5000) толщина до3мм.
- +375 29 666-57-01
- +375 33 333-19-26
- +375 17 652-00-00
- ecom@tut.by
- info@metallic.by
Производство изделий машиностроительного профиля, оказание услуг по гальванопокрытию изделий.
- +375 15 922-48-15
- +375 15 922-48-16
- +375 15 922-48-17
- pa_szos@mail.ru
Гродненская обл., г.Сморгонь
машиностроительное предприятие, производство деревообрабатывающих многофункциональных станков
- +375 33 625-93-47
- +375 22 279-88-88
- vernigora.n@belmash.by
- +375 44 726-24-97
- +375 29 841-59-69
- iashchenko@strim-tech.com

Научно-производственное объединение “ПроектКонцепт ПРО” оказывает услуги по ремонту и восстановлению лесозаготовительного и деревообрабатывающего оборудования. Распологаем болшим станочным парком. Работы: токарные, фрезерные, зубофрезерные, зубодолбежные.
- +375 29 694-10-03
- pro@npo-pk.com
Витебская область, Полоцкий район, г.п.Боровуха
изготовление металлоконструций, воздуховдов, водопроводов, газопроводов, плазменная резка.
- +375 29 657-28-14
- santex-vitebsk@mail.ru
- +375 29 551-06-09
- konon.a@list.ru
- +375 44 724-68-01
- +375 29 110-99-76
- +375 23 259-68-42
- post@gomelzlin.by
Механическая обработка деталей.Сварочные работы.
- +375 29 691-51-56
- +375 29 743-45-71
- agrodems@mail.ru
Разработка и производство оборудования для пищевой промышленности.
- +375 29 712-09-14
- +375 16 259-39-01
- usluga@feleti.by
Изготовление деталей методом холодной штамповки, разработка и изготовление штампов
- +375 29 722-40-49
- +375 29 152-40-49
- +375 16 242-60-45
- galamet@bk.ru
Гибка – один из способов формоизменения труб, листового и профильного металлопроката. Листогибочное оборудование позволяет производить гибку крупногабаритных и мелких заготовок для крупносерийного и массового производства, а также единичных изделий.
Процесс деформации внутри изгиба отличается от деформации на наружной стороне. При формовке внутренний металлический слой на изгибе растягивается горизонтально и укорачивается вертикально. Снаружи на изгибе металлический слой растягивается по вертикали и укорачивается по горизонтали. Размерная сетка слоя металла по оси сгиба не меняется. Радиус изгиба определяется в соответствии с показателями пластичности металла, чтобы исключить растрескивание заготовки.
Гибка металла представляет собой деформацию заготовки путем придания ей изогнутой или криволинейной формы. Гибка может осуществляться на универсальных листоштамповочных установках или же с помощью гибочных прессов, позволяющих получать изделия с различной степенью кривизны.
В зависимости от заданного формоизменения заготовки гибка подразделяется на: круговую цилиндрическую, круговую нецилиндрическую, некруговую цилиндрическую, некруговую нецилиндрическую. В соответствии с направлением и очередностью кривизны в заготовках различают такие разновидности гибки: изгиб (увеличивается кривизна заготовки), спрямление (кривизна уменьшается до нулевого значения), перегиб (изгиб после спрямления кривизны заготовки), разгиб (уменьшение кривизны), правка гибкой (кривизна доводится до заданного значения), знакопеременная гибка (при изменении кривизны меняется знак приращения).
В зависимости от вида обрабатываемой заготовки существуют Гибка труб, Гибка листа, Гибка профиля.
Гибку профиля выполняют на гибочных прессах, растяжных и роликовых станках, валковых машинах. Для гибки листового металлопроката используются сортогибочные и листогибочные прессы и станочное оборудование.
Гибка труб считается наиболее трудоемким и сложным процессом, поэтому выполняется в основном на специальном оборудовании: трубогибах, валках, в штампах, роликовых машинах. Механизация и автоматизация гибки значительно упрощает выполнение этапов процесса и способствует повышению точности и качества изгиба, а также производительности производства. Ручная гибка в этом плане существенно уступает механической.
В гибочных прессах с ЧПУ параметры и режим работы настраиваются с помощью компьютера, контроль всех процессов также осуществляется автоматически.
Технологии гибки и правки металла
Гибка металла, как альтернатива другим способам обработки металла, например, сварке, резке или клепке, имеет следующие преимущества:

Гибка металла представляет собой способ придать заготовке новую форму тем или иным способом. При этом отсутствует выборка материала, резка или сварка. Необходимый результат достигается только за счет его пластического деформирования. При изгибании происходит сжатие одних слоев исходной детали и растяжение других. Такая операция близка по сути правке металла, при которой устраняются дефекты заготовок в виде выпуклостей, вогнутостей или волнистости.
Гибка металла, как альтернатива другим способам обработки металла, например, сварке, резке или клепке, имеет следующие преимущества:
- экономия материала, так как практически полностью отсутствуют отходы;
- сохранение механической прочности изделия, благодаря отсутствию сварных швов или других соединений;
- антикоррозийная стойкость, поскольку в месте деформации не происходит существенного изменения структуры металла по сравнению с той же сваркой;
- привлекательный вид изделия.
Существует несколько видов гибки металла. Все они определяются типом исходной заготовки, в качестве которой выступает, как правило, стандартный производственный сортамент. Перечислим самые распространенные из них.
Гибка листового металла
Технология гибки металла, представляющего собой лист, реализуется на специальных станках — листогибах. По способу гиба такие механизмы можно разделить на три вида: 
- Прессовые. Лист под давлением вводится в неподвижную матрицу посредством пуансона и приобретает при этом нужную форму. Пуансоны бывают нескольких видов, различающихся по форме и радиусу гибки. Матрица, как правило, имеет форму угла или паза. Листогибочный пресс является наиболее универсальным оборудованием, поскольку легко перенастраивается на разные задачи.
- Поворотные.
Главные элементы: станина, подвижная гибочная балка (траверса), прижимная балка, задний упор. Прижимная балка служит для фиксации листа на станине. Для сгибания листа производится посредством гибочной балки, которая и является основным рабочим элементом. - Ротационные — двух, трех или четырехвалковые устройства, в которых рабочие элементы используют вращательное движение.
Рабочий привод, создающий необходимое усилие на таких станках, может быть реализован одним из следующих способов:
- ручной — используется мускульная сила человека;
- гидравлический — используется гидроусилитель;
- пневматический — используется сжатый воздух;
- механический — используется энергия раскрученного маховика;
- электромеханический — применяются электродвигатели с редукторами.
Одной из широко применяемых разновидностей листогибочного оборудования являются фальцегибочные или фальцепрокатные станки, которые предназначены для работы с тонким листом. Такое оборудование используют при изготовлении фальцевой кровли, воздуховодов, дымоходов.
Гибка металлических труб
- рычажные — для ручной гибки труб из мягких металлов, а также стальных небольшого диаметра на угол до 180 градусов;
- арбалетные — сгибание трубы производится приложением усилия посредине между двумя точками, на которые опирается заготовка;
- роликовые (валковые) — классическим примером является трехроликовый вальцевый трубогиб.
Роликовые трубогибочные станки используют метод холодной деформации металла, называемой вальцовкой. Такой станок работает с металлами любой твердости: от цветных до титана и его сплавов. Угол загиба может достигать 360 градусов, а длина сгибаемой заготовки нередко превышает 5 метров.
Для гибки тонкостенных труб применяют дорновые трубогибы, в которых используется специальная оснастка, называемая дорном. Это приспособление помещается в полость трубы в месте изгиба и препятствует возникновению деформаций металлических стенок.
Гибка металлопроката
Самой сложной, но и самой востребованной у заказчиков технологической операцией, считается гибка стали, в том числе, и нержавеющей. Для того чтобы придать прочному стальному листу нужную конфигурацию, предварительно делается расчет развертки.
Затем она переносится на лист, где с помощью лазера производится его «раскрой». И только после этого заготовку из стали помещают под специальный гидравлический пресс, где по заданным параметрам выполняется процесс гибки.
Кроме нержавейки, в машиностроении часто применяют фасонные детали, выполненные из титановых сплавов. Титан более податливый материал, чем сталь, тем не менее, обработка его методом гнутья не является простым делом. Для работы с титаном используют специальные гибочные прессы. На них можно придать нужную форму титановой заготовке, причем как холодным, так и горячим способом.
Как видим, можно получить готовую деталь любой конфигурации — важно лишь правильно подобрать оборудование и выполнить точные расчеты гиба. Плюсом гибки стали является отсутствие сварных элементов, что означает и отсутствие опасности возникновения коррозии в местах сварных швов.
Гибка листового металла
Описание
- Цены
- Характеристики
- Дополнительно
Цены на гибку металла
ЛИСТОГИБОЧНЫЙ ПРЕСС AD-R-25100 DURMA

ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА ГИДРАВЛИЧЕСКОГО ЛИСТОГИБОЧНОГО ПРЕССА AD-R-25100
AMADA — листогибочный пресс серии HG
- максимально высокий уровень точности до 0,1мм
- гнем металл толщиной от 12 мм
- максимальная длинна гиба 3100 мм
- многоступенчатый контроль качества
Одним из самых важных моментов в гибке металла является наличие различного инструмента для гибочного пресса, для выполнения сложных задач в нашем арсенале около 10 видов инструмента и более 100 единиц. Вот примеры инструмента:
Особенности технологии
Гибка осуществляется без использования сварочного оборудования. Технология позволяет получать объемные заготовки без применения различных типов соединений.
Простота и удобство технологии значительно экономят время и ускоряют процесс производства. Альтернатива гибке – сварочная сборка, которая занимает больше времени и требует значительных денежных вложений.
Гибка имеет следующие преимущества:
- Позволяет изменять геометрию листового проката с помощью прессов и других механических приспособлений;
- Самостоятельная гибка листа может привести к браку. Такая работа должна проводиться опытными специалистами и на профессиональном оборудовании.
- На все виды работ по гибке металлических листов, проката предоставляется гарантия.
Гибка листового металла в Минске по выгодным ценам доступна в компании «ПрофСталь-Строй».
Стоимость гибки металла зависит от сложности и объема работы. После консультации наши специалисты предоставят вам подробный расчет.
Благодаря работе производства в три смены мы выполняем большие заказы за короткие сроки. Готовые изделия доставляются по всей Беларуси нашим транспортом.
Дополнительную информацию узнавайте по контактным телефонам, указанным на сайте. Закажите обратный звонок, и мы оперативно свяжемся с вами, предоставим квалифицированную консультацию, оформим заказ.