

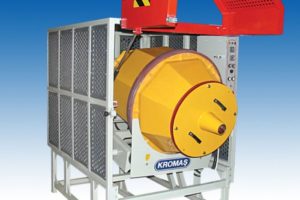
Галтовочный барабан для металла
Галтовка изделий из металла
Галтовка металла – один из методов обработки металлических деталей и заготовок, предусматривающий очистку поверхности от коррозии, царапин, загрязнений и заусенцев. Конечный результат галтовки похож на эффект от полирования. Она выполняется на специальном оборудовании путем обработки заготовок абразивом, в качестве которого используются различные сыпучие вещества.

Технология и применение
Технология галтовки довольно проста. Абразивный материал, который называют чипсы, загружается в емкость оборудования вместе с обрабатываемо заготовкой. В некоторых случаях для улучшения качества обработки добавляется вода и компаунд. Компаунд – это химический состав, состоящий из ингибиторов, коагулянтов и стеарина. Эти химические вещества способствуют созданию яркой, чистой поверхности без затемнений. Также создается пена, защищающая нежные материалы, такие как пластик, фарфор и керамика.
Компаунд используется повсеместно, так как помогает сохранять детали чистыми, что особенно важно для сохранения высокого качества производимого продукта. Подбирается он индивидуально, в зависимости от типа материала и конечных целей обработки. Производится он в порошковом и жидком виде. Жидкий компаунд более предпочтительный, так более универсален и прост в использовании. Порошкообразный используется в исключительных случаях, когда необходимы особые характеристики.
Использование различного оборудования и химических составов позволяет обрабатывать широкий спектр материалов. Наиболее распространенным оборудованием является круговой вибратор. В нем обрабатывается любые марки нержавеющей стали, металлические детали из цветных сплавов, пластик, деревянные изделия и минералы.

Такая технология обработки материалов широко используется на различных производствах. С ее помощью обрабатываются детали автомобилей и другой техники, часов, строительный инструмент, метизы, болты и другие крепежи, столовые приборы, детали сантехнического оборудования и множества других предметов быта.
Абразивный материал называют галтовочными телами. Он используется различной формы, структуры и из различного материала. Форма галтовочных тел напрямую зависит от геометрических параметров обрабатываемой детали. Абразив должен обрабатывать все контуры заготовки и достигать даже малейших впадин и отверстий.
Если требуется жесткая шлифовка, частицы абразива имеют жесткие грани. От размеров и веса чипсов зависит грубость и производительность шлифования. Для полировки разработаны мягкие частицы круглой формы. Важно чтобы размер обрабатываемых деталей значительно отличался от размеров абразива, чтобы их можно было легко отсепарировать. Железные детали можно отделить с помощью магнитов.
В процессе могут смешиваться галтовочные тела различной формы и размеров, также существуют специальный дополнитель. Чаще всего он применяется при обработке плоских листов материала, которые могут слипнуться. Дополнитель представляет маленькие шарики.
Технология галтовки состоит из следующих процессов:
Выполняется в вибрационном или барабанном оборудовании, и заключается в первичной шлифовке, удалении окислений и ржавчины, больших царапин и заусенцев.
- Вторичная обработка.

Чаще всего выполняется в роторном или центробежно-барабанном оборудовании. Именно на этом этапе стоит добавлять компаунд. Обработка предусматривает скругление кромок, мелких царапин и заусенцев, окислительных пленок, проводиться шлифовка и полировка.
Виды галтовки
В зависимости от целей, разработано несколько типов галтовки. На сегодняшний день выделяются следующие типы:
Суть роторной галтовки заключается во взаимодействии обрабатываемого металла и абразива внутри вращающегося барабана. Качество обработки материалов с помощью такого метода довольно высокое, но скорость работы и эффективность довольно низкая.
Поэтому наиболее распространенным является вибрационный метод. Вибрация абразива происходит из-за вибрационного привода, на который установлена рабочая емкость. Обработка поверхностей происходит быстрее и качественнее. Особенности метода позволяют обрабатывать заготовки любых размеров и формы.
Также в зависимости от типа наполнителя разделяют галтовку на:
Сухой метод предусматривает использование обычного абразивного наполнителя. Мокрый способ основывается на добавлении в рабочую емкость воды, обычно смешенную с коагулянтом. Такой метод более эффективен, позволяет более качественно очисть и отполировать поверхность. Мокрый метод незаменимый в тех случаях, когда заготовку нужно подготовить к нанесению эмали или гальванического покрытия.

Также существует классификация, исходя из типа используемого оборудования:
- галтовка барабанная;
- галтовка планетарная;
- галтовка центробежная.
Галтовочное оборудование
На производствах используется оборудование различного типа, каждая модель имеет определенные преимущества и недостатки. Поэтому перед выбором модели стоит детально изучить ее особенности и характеристики.
Среди наиболее распространенных моделей для головки деталей выделяются:
Это самый простой тип оборудования, который представляет собой барабан цилиндрической формы, реже многогранной формы. В основе барабана установлен электродвигатель, предающий ему вращение. Барабан может располагаться вертикально, горизонтально или под наклоном. Лучше, когда предусмотрена возможность смены рабочего угла.
Для работы в барабан загружается необходимое количество абразива и заготовок. Обработка материалов происходит за счет постоянного перемещения заготовок в абразивной среде в процессе вращения емкости.
Главным преимущество такой модели является простота и низкая стоимость. Барабан можно изготовить самостоятельно в домашних условиях. Он отлично подходит для подсобных хозяйств и небольших предприятий.

Но, учитывая ряд недостатков, такие барабаны постепенно выходят с обращения и заменяются более совершенными моделями.
К главным недостаткам можно отнести:
- низкая скорость работы, что негативно влияет на эффективность и себестоимость работ;
- нет системы сепарации, что усложняет процесс разделения изделий и галтовочных тел;
- большинство моделей предусматривает только сухую обработку, реализовать на практике мокрую практически невозможно;
- в барабанах можно обрабатывать только прочные изделия простой геометрической формы, обработка тонкостенных изделий из хрупких материалов или предметов сложной формы низкоэффективная;
- такие модели не предусматривают возможность визуального контроля процесса обработки во время работы машины, нужно постоянно останавливать барабан и искать в смеси заготовку;
- такое оборудование не позволяет добиться равномерной обработки поверхности, поэтому подходит больше для шлифовки чем полировки;
- барабан создает сильный шум в процессе эксплуатации, иногда сильную вибрацию, поэтому его нельзя использовать вблизи жилых помещений, или же нужно оборудовать цех дополнительной шумоизоляцией.
Из-за большого количества недостатков, барабанное оборудование на сегодняшний день применяется только в крайних случаях, когда требуется простая обработка поверхности без достижения высокого качества, или же когда обработка имеет разовый характер. Для таких целей иногда используют бетономешалку, немного переоборудую ее. Для устранения следов литья подобный барабан отлично подойдет.
Именно этот тип пришел на смену барабанам и является наиболее популярным на сегодняшний день. В его основе лежит рабочая емкость различной формы, может быть в виде барабана, куба, трубы, ванны или другой формы. К емкости прикреплен вибропривод. В емкость загружается галтовочные тела и обрабатываемый материал. Даная модель предоставляет возможность использования воды и компаунда.
Вибропривод приводится в работу с помощью электродвигателя, передавая колебания на загруженную смесь. Вибрация абразива кажется небольшое и практически незаметная, но такое движение позволяет качественного очистить поверхность за счет быстрого и частого перемещения компонентов относительно друг друга. Чипсы наносят микроудары по заготовке, что позволяет очистить поверхность даже в самых глубоких и сложных зонах.
Вибрационное оборудование постоянно усовершенствуется, что позволяет значительно повысить его эффективность и производительность. Некоторые модели предусматривают установку миксера, который дополнительно вращает рабочую смесь. На сегодняшний день легко подобрать модель любого объема и мощности. Оно практически не имеет недостатков, а среди преимуществ можно выделить следующие:
- универсальность, за счет возможности обработки заготовок различных размеров и форм, а также тонкостенных предметов и хрупкого сырья, нужно всего лишь заменить галтировочные тела, а также настроить мощность и параметры вибрации;
- большая производительность, которая достигается за счет больших рабочих емкостей из мощных электродвигателей, также большинство моделей позволяет одновременно обрабатывать заготовки различного типа, схожих физическими параметрами;
- большая скорость, значительно превышающая скорость работы барабанных моделей;
- позволяет обрабатывать изделия и мягких материалов;
- в процессе работы можно визуально контролировать результат, часто можно даже не выключая оборудование руками доставать заготовки.
- Роторное оборудование.

Простой, но довольно эффективный тип, который обретает все большую популярность. В основе лежит цилиндрическая емкость, которая неподвижно закреплена на раме. В основе емкости установлен вращающийся вал с лопастями. Рабочая смесь просто засыпается в барабан сверху. Затем вал приводиться в движение электродвигателем, создавая центробежное движение внутри емкости. Чтобы смесь равномерно перемещалась по барабану и не заставалась на краях, стенки емкости специально профилированы. Это создает планетарную траекторию движения смеси.
Среди недостатков роторного оборудования можно выделить возможность обработки только небольших, легких предметов, быстрый износ стенок и днища барабана, особенно в месте крепления емкости и вала.
Главные преимущества следующие:
- наибольшая производительность среди аналогов;
- позволяет одновременно загружать большой объем заготовок;
- изменяя частоту вращения вала, можно с высокой точностью контролировать степень шероховатости поверхности детали;
- высочайшее качество обработанной поверхности по всей площади заготовки;
- производители оборудования часто предусматривают возможность легко добавлять и сливать используемые в процессе галтовки реагенты.
- Шпиндельное оборудование.
Современный тип оборудования, который используется в редких случаях из-за высокой сложности. При этом оно показывает наиболее качественный результат обработки. Поэтому в некоторых случаях шпиндельное оборудование становится незаменимым на производстве.
В отличие от остальных моделей, заготовки не пребывают в свободно пространстве абразивной смеси, они крепятся к шпинделю, которому придается вращение. Вращающийся шпиндель медленно опускается в рабочую емкость с абразивной смесью. Благодаря высокой скорости шпинделя, абразив быстро очищает и полирует поверхность детали. Шпиндель постоянно двигается в смеси, чтобы абразивные частицы сменяли друг друга.

Единственным недостатком такой обработки является невозможность работы с большим количеством деталей, которое ограничивается количеством креплений на шпинделе. Чаще всего такое оборудование можно встретить в высокоточном машиностроении, где к поверхности деталей выдвигаются особые требования.
Наполнители для галтовки
От типа наполнителя напрямую зависит степень конечной обработки, будь то полировка или шлифовка материала. Наполнитель для галтовки подбирается в соответствии с определенными требованиями. В первую очередь нужно обращать внимание на следующие факторы:
В зависимости от типа используемой детали абразив для галтовки из керамики, дерева, фарфора пластика, песка, стекла или даже скорлупы ореха.
- Размер материала для галтовки. Размер должен быть подобран таким образом, чтобы шарики могли проникнуть в небольшие отверстия, углубления и других труднодоступных местах детали, при этом не застревая в них.
- Подбор формы абразивного тела. От формы тела зависит степень и качество обработки. В зависимости от целей может быть выбрана форма призмы, которая позволяет качественно избавиться от заусенцев, скругления краев и первичной шлифовки, конуса – для полировки и сглаживания ровных поверхностей, а также шарика – для обработки изделий сложной формы.
- Выбор абразива исходя из требуемых абразивных свойств. Степень обработки может быть разной, от первичной шлифовки для удаления больших трещин и заусенцев, до полировки, для придания гладкой блестящей поверхности. Например, керамические наполнители для галтовки отлично подходят для грубой обработки и снятия большого слоя.
На сегодняшний день рынок предлагает огромный ассортимент абразивных материалов как отечественного, так и импортного производства. Стоит отметить, что качество наполнителя практически не разнится в зависимости от производителя. Поэтому можно не переплачивать при покупке наполнителя. Учитывать производителя можно только при выборе пластика, так как от качества исходного сырья зависят эксплуатационные характеристики и срок эксплуатации.
Если галтовочное оборудование планируется использовать для домашних целей и обработки простых металлических деталей, не обязательно приобретать заводской наполнитель. В зависимости от целей обработки могут использоваться подручные материалы, такие как галька, мелко битое стекло или остатки битой керамической посуды. Для небольшого оборудования будет достаточно 10 л такого наполнителя, который можно использовать неоднократно.
При правильной эксплуатации галтовочного оборудования и подбора соответствующего наполнителя, можно добиться качественной обработки заготовок. Эффективность галтовки значительно превышает эффективность ручной обработки.
Виды и устройство галтовочных барабанов для металла
Галтовочный барабан: область применения и особенности конструкции. Сухой и мокрый способ обработки деталей в галтовочном барабане. Преимущества и недостатки установок барабанного типа. Способы изготовления рабочего аппарата в домашних условиях.

Галтовочный барабан – это устройство для выполнения абразивной обработки и повышения наружных качеств поверхности различных деталей. Результат достигается за счет взаимодействия абразивных частиц и очищаемой поверхности. В зависимости от типа и величины шлифовальных элементов можно добиться желаемого эффекта: от поверхностной очистки от следов коррозии на металле до зеркальной полировки.
Галтовку используют не только на промышленных объектах. Аппарату, изготовленному своими руками, можно найти множество применений в домашних условиях.

Области применения галтовочных барабанов
С помощью галтовочных барабанов можно выполнить множество операций:
- обработку кромок;
- удаление заусенцев и прочих дефектов;
- полировку;
- обезжиривание;
- очистку от следов коррозии или кислоты;
- повышение качественных характеристик поверхности.
Перечисленные способы обработки используют в следующих отраслях промышленности:
- Инструментальная. Слесарно-монтажный инструмент (сверла, плашки, метчики, развертки).
- Медицинская. Хирургические принадлежности и прочий специальный инструмент.
- Обрабатывающая. Металлические заготовки, части турбин, гребные винты.
- Автомобилестроение. Отдельные части двигателей внутреннего сгорания, шестерни коробок переключения передач, цепи ГРМ и многое другое.
- Производство часов. Полируют корпус и шестеренки механизма.
- Легкая. Столовые приборы, пуговицы и элементы сантехники.
- Мебельная. Фурнитура и элементы декора.
- Газовая. Запорная арматура, элементы крепежа.
- Ювелирная. Синтетические и натуральные камни.
А также прочие виды деятельности, которые используют детали, получаемые с помощью литья, штамповки или путем токарной обработки.
С помощью барабанов обрабатывают не только металлические изделия, но и керамику, стекло, пластик, а также ферриты.
Особенности конструкции
Аппарат представляет собой барабан круглого или многогранного сечения. При постоянном соударении происходит очистка загруженных в галтовочный барабан деталей. Продолжительность рабочего цикла зависит от заявленной степени обработки.
Внутренняя часть выполнена в виде вращающейся многогранной винтовой колонны, разделенной на секции. Они могут различаться как по форме, так и по размеру, который постепенно увеличивается по направлению от загрузки к выгрузке. Это необходимо для равномерного воздействия абразивных элементов.
Барабан устанавливается на раме с помощью опорных элементов с подшипниками. На раме также находится электрический двигатель, который служит приводом, и понижающий редуктор передающий. Соединение с приводом может осуществляться посредством клиноременной передачи или компенсирующей муфты. Согласно требованиям техники безопасности и охраны труда все подвижные элементы должны быть скрыты защитным кожухом. Для загрузки и выгрузки абразива и заготовок, а также проведения технического обслуживания и ремонта барабана он оснащен загрузочным отверстием.

Виды обработок в галтовочном барабане
- Сухой. Применяется для достижения зеркального блеска заготовки. В качестве абразива для галтовочной установки можно применить множество наполнителей: от скорлупы грецкого ореха до специальной гальки. Для увеличения производительности используют специальную пасту, которая повышает интенсивность взаимодействия тел. Перед финишной полировкой, как правило, выполняют мокрую шлифовку. Наполнителем может быть обычная вода из бытового водопровода. Для повышения качественных характеристик поверхности вместо воды используют масло, которое создает антикоррозионное покрытие на детали и внутренних стенках галтовочного агрегата.
- Мокрый. Данный вид полировки придает поверхности матовый эффект. Наполнителем абразива служит галтовочный компаунд, который подбирается индивидуально, в зависимости от требований технологического процесса. Мокрый способ полировки отличается низкой степенью воздействия абразивных частиц. Ярким примером таких элементов являются фарфоровые шарики.
Отдельным способом считается магнитная галтовка. Она характеризуется применением магнитных игл из нержавеющей стали. Применяется для очистки и модификации различных немагнитных изделий.
Преимущества и недостатки
- Автономность. После запуска рабочей программы оператор полностью свободен.
- Надежность и простота конструкции. Данный тип агрегатов был изобретен на заре развития технологии галтовки, потому его строение не отличается высокой технологической сложностью. Использование современных материалов позволило существенно повысить качество конструкции.
- Дешевизна. Относительно прочих способов галтовки барабанный тип считается наиболее экономичным.
- Габариты установки. Размеры аппарата ограничены только размерами производственного помещения и мощностью электрического двигателя.
- Доступный материал. При производстве установок можно использовать любой вид металла включая обычную сталь.
- Низкая производительность по сравнению с установками роторного и вибрационного типа.
- Сложная сепарация. После проведения обработки процесс разделения деталей и абразива отнимает много времени.
- Отсутствует возможность регулировки рабочего процесса. По этой причине устройства барабанного типа невозможно использовать для обработки деликатных изделий. Кроме того, отсутствует возможность визуального наблюдения над рабочим циклом.
- Низкое качество обработки. Изделия с криволинейной поверхностью обрабатываются неравномерно.
- Высокий уровень шума. Для проведения работ необходимо произвести работы по обеспечению шумоизоляции производственного помещения.
Можно ли изготовить галтовочный барабан своими руками
- Старый струйный принтер. На любой доске объявлений можно найти предложения примерно за 100–200 рублей.
- Старый аккумулятор от шуруповерта.
- Галтовочные элементы.
Струйный принтер после удаления лишних частей выглядит следующим образом:


Источник питания будущего галтовочного барабана – старый аккумулятор. Штатные элементы давно пришли в негодность – пришлось делать литийионную вставку:


Готовый галтовочный барабан имеет следующий вид:

Вот эти заготовки предстоит обрабатывать:


Скорость вращения используемого двигателя – 60 оборотов в минуту. В качестве абразива лучше использовать маленькие стальные шарики.
Галтовочные барабаны ценят за простоту конструкции и надежность работы. Однако недостатки технологического процесса привели к тому, что их постепенно вытесняют аппараты вибрационного типа. В современном производстве бараны применяют только для обработки простых деталей, к которым не предъявляют высоких требований к качеству поверхности. Тем не менее, домашний галтовочный аппарат способен принести знающему мастеру немало пользы.
Если у вас есть вопросы по технологии галтовки или конструкции барабана, напишите их в комментариях.
Галтовочные барабаны
Одним из способов очистки отливок является галтовка в барабанах. Очистка в галтовочном барабане происходит в результате совокупности нескольких процессов. Это взаимное соударений и трение отливок, а также соударение и трение отливок о стенки барабана. Для интенсификации процесса в барабан загружают специальные звездочки, отливаемые из белого чугуна.
Применяют галтовочные барабаны периодического и непрерывного действия. Галтовочный барабан периодического действия (рис. 104) обеспечивает высокое качество поверхности отливок.
Одновременно с очисткой отливок в галтовочном барабане может происходить выбивка стержней и отбивка элементов литниковых систем.
Основные узлы галтовочного барабана: рама со стойками, обечайка барабана, скиповый подъемник и электроталь.
Барабан подвешен на цапфах 1 и 6, которые входят в подшипники 2, установленные на стойках рамы.
В обечайке барабана 4 прорезан загрузочный люк 5, закрываемый крышкой, которая закрепляется с помощью запора. Через отверстия в цапфах барабана предусматривается подключение пылеотсоса путем присоединения машины к системе цеховой вентиляции.
При проектировании определяют скорость вращения барабана, мощность электродвигателя привода барабана и мощность электродвигателя привода скипового подъемника. Для обеспечения безопасности работы проверяют установленный на скиповом подъемнике тормоз.
От скорости вращения барабана зависит интенсивность относительного перемещения отливок и, следовательно, эффективность очистки.
По практическим данным оптимальной является скорость вращения, при которой центробежная сила, действующая на отливку у поверхности барабана, составляет от 50 до 60% силы тяжести отливок (mg). Меньшее значение принимается для барабанов диаметром свыше 0,7 м, большее – для барабанов диаметром менее 0,7 м.
При этих условиях отливки не прижимаются все время к стенке барабана под действием центробежной силы, но и не сползают без подъема.
Формулы для вычисления угловой скорости барабанов имеют вид:
при D³ 0,7 м
при D 2 ;
Sн – площадь сечения барабана, м 2 .
Рассматривая совместно формулы (161) и (162), получаем
Формулу 163 с погрешностью ±1% можно заменить выражением
Так как момент, создаваемый загрузкой относительно оси вращения барабана может быть определен формулой
где xс – проекция отрезка OC на горизонтальную ось круга:
то с учетом формулы (4.10) получим
Зная момент создаваемый загрузкой барабана, можно вычислить мощность электродвигателя привода барабана, кВт (все величины в системе СИ)
где h – к. п. д. привода вращения барабана, принимаемый на основе практических данных в пределах h = 0,6¸0,8.
Мощность электродвигателя скипового подъемника (в кВт) находится по формуле
где mк – масса ковша скипа, кг;
m – масса загрузки скипа, кг;
v – скорость подъема ковша (v = 0,03¸0,04 м/с);
hоб – общий к. п. д. механизма привода скипа;
где hзп – к.п. д. открытой зубчатой пары;
hр – к. п. д. редуктора;
hрп – к. п. д. ременной передачи;
hб – к. п. д. канатного барабана с учетом трения в подшипниках;
hп – к. п. д. сдвоенного полиспаста.
Расчет тормоза скипового подъемника состоит в проверке надежности удержания груза неподвижным с определенным запасом усилия торможения.
Тормозной момент при этом должен отвечать условию
где kт – коэффициент запаса торможения, равный для легких режимов работы 1,5 и для средних режимов 1,75;
Mст – статический момент (в Нм) груза, приведенный к тормозному валу, определяемый по формуле
где D – диаметр барабана по центру каната, м;
c – число ветвей каната, закрепленных на барабане;
a – кратность полиспаста;
iр – передаточное число редуктора;
iзп – передаточное число зубчатой пары;
hт – коэффициент полезного действия механизма, равный
Галтовочный барабан непрерывного действия (рис. 106) представляет собой обечайку 1, открытую с торцов. Барабан наклонен к горизонту на 4¸10°. За счет этого наклона отливки продвигаются вдоль барабана и очищаются в результате трения друг о друга.
Барабан опирается на ролики 3 бандажами 2. Чтобы барабан не смещался в осевом направлении, ролики имеют реборды. Привод вращения барабана включает электродвигатель 4, редуктор 5, муфту 6, зубчатую пару 7 и ролики 3. Вращение от роликов к бандажам барабана осуществляется за счет трения.
Для интенсификации процесса переворачивания отливок, на внутренней поверхности галтовочных барабанов могут выполняться выступы (рис. 107).
Виды галтовки
Галтовка – метод финишной обработки изделий в среде сыпучих абразивных тел. Абразивные тела могут называться галтовочный наполнитель или галтовочный абразив.
В зависимости от способа перемешивания галтовочного наполнителя в барабане галтовочной машины можно говорить о нескольких видах галтовки. Рассмотрим различные типы галтовочных машин, их достоинства и недостатки.
1. Галтовочные барабаны.
 Наиболее простой вид галтовочного оборудования. Машина представляет собой барабан цилиндрической или многогранной формы. Барабан может располагаться относительно оси вращения горизонтально, вертикально, под наклоном и приводится во вращение электродвигателем. Галтовочная обработка осуществляется за счет свободного перемешивания изделий и галтовочных тел при вращении барабана.
Наиболее простой вид галтовочного оборудования. Машина представляет собой барабан цилиндрической или многогранной формы. Барабан может располагаться относительно оси вращения горизонтально, вертикально, под наклоном и приводится во вращение электродвигателем. Галтовочная обработка осуществляется за счет свободного перемешивания изделий и галтовочных тел при вращении барабана.
К несомненным достоинствам этого типа галтовочного оборудования относится дешевизна и простота. В тоже время большое количество недостатков, присущих барабанной галтовке, приводят к постепенному вытеснению этого типа обработки другими более совершенными методами галтовки.
Недостатки барабанных галтовочных машин:
- Низкая скорость обработки по сравнению с вибромашинами и роторными галтовочными машинами.
- Проблема с сепарацией (разделением) изделий и галтовочных тел после завершения обработки.
- Сложность реализации мокрого типа обработки.
- Невозможность деликатной обработки изделий сложной конфигурации, тонкостенных и легкодеформируемых изделий.
- Невозможность визуального контроля за процессом галтовочной обработки.
- Неравномерная обработка поверхностей в изделиях сложной конфигурации.
- Высокий шум при работе барабанной галтовки и необходимость дополнительной шумоизоляции или выноса галтовочного оборудования в отдельные помещения.
Все вышеперечисленное в результате привело к тому, что барабанная галтовка на сегодняшний день используется, как правило, только для простых и нетребовательных к качеству поверхности галтовочных процессов. Например, устранение следов литья (облоя, литников и т.д.) после литейных процессов.
2. Вибрационное галтовочное оборудование.
 Наиболее популярный на сегодняшний день тип галтовочного оборудования. Представляет собой рабочую область в виде барабана (ванны, тубы и т.п.) с прикрепленным виброприводом. В рабочую область вперемешку загружаются детали и галтовочные тела. Очень часто дополнительно в рабочую область добавляются растворы компаундов (мокрый или физико-химический тип галтовочной обработки).
Наиболее популярный на сегодняшний день тип галтовочного оборудования. Представляет собой рабочую область в виде барабана (ванны, тубы и т.п.) с прикрепленным виброприводом. В рабочую область вперемешку загружаются детали и галтовочные тела. Очень часто дополнительно в рабочую область добавляются растворы компаундов (мокрый или физико-химический тип галтовочной обработки).
Принцип работы виброгалтовочной машины заключается в следующем. При помощи электродвигателя с виброприводом рабочей области машины (с загруженными в нее галтовочным наполнителем и деталями) придаются колебательные движения. Эти колебания приводят изделия и наполнитель в относительное перемещения друг относительно друга. Вследствие этого абразивные галтовочные тела начинают наносить микроудары по поверхности изделий, что приводит к микросъему материала с поверхности изделия.
В настоящее время выпускается огромное количество различных по объему и конструкции виброгалтовочных машин. Например, для ускорения процесса галтовочной обработки, изделия могут жестко закрепляться на шпинделе и во время виброобработки этим изделиям сообщаются дополнительные вращательные движения.
Достоинства виброгалтовочных машин.
- Универсальность. При смене номенклатуры обрабатываемых изделий, как правило, достаточно поменять галтовочные тела на более подходящие для новых изделий.
- Возможность одновременной обработки больших партий изделий загрузкой «в навал».
- Высокая скорость обработки по сравнению с барабанными галтовочными машинами.
- Возможность обработки тонкостенных изделий.
- Возможность равномерной финишной обработки изделий сложной конфигурации.
- Возможность деликатной галтовочной обработки изделий из мягких материалов.
- Возможность визуального контроля процесса обработки.
3. Роторное (центробежное, ротационное) галтовочное оборудование.
 Специфический тип галтовочного оборудования, получающий в последнее время все более широкое распространение. Принцип действия роторных (или центробежных) галтовочных машин заключается в следующем. Рабочая камера представляет собой неподвижный, вертикально установленный барабан. В нижней части барабана находится вращающаяся тарелка с лопостями (т.н. актуатор). Изделия и галтовочные абразивы загружаются в рабочую камеру «навалом». После приведения актуатора во вращательное движение, он сообщает вращение всей смеси из галтовочных тел и изделий.
Специфический тип галтовочного оборудования, получающий в последнее время все более широкое распространение. Принцип действия роторных (или центробежных) галтовочных машин заключается в следующем. Рабочая камера представляет собой неподвижный, вертикально установленный барабан. В нижней части барабана находится вращающаяся тарелка с лопостями (т.н. актуатор). Изделия и галтовочные абразивы загружаются в рабочую камеру «навалом». После приведения актуатора во вращательное движение, он сообщает вращение всей смеси из галтовочных тел и изделий.
Причем для повышения эффективности обработки внутренняя поверхность неподвижной рабочей зоны имеет специальный профиль, который задает планетарно-торообразную траекторию движения галтовочной смеси.
К основным недостаткам роторных машин можно отнести невозможность обрабатывать тяжелые и объемные детали, а так же высокий уровень износа внутренней поверхности барабана и места сопряжения барабана с актуатором (особенно при мокрой обработке).
Достоинства роторных машин.
- Самая высокая производительность среди галтовочных машин в среде свободного абразива.
- Возможность одновременной обработки большого числа деталей.
- Возможность задавать конечную шероховатость поверхности изделий, регулируя частоту вращения актуатора. Принцип «меньше частота — чище поверхность».
- Высокое качество получаемой поверхности (достигаемый параметр Ra 0,30-0,35)
4. «Буксирная» галтовка (шпиндельная галтовка, drag finishing).
 Специфический и редко используемый тип галтовочного оборудования, отличающийся очень высокой эффективностью обработки.
Специфический и редко используемый тип галтовочного оборудования, отличающийся очень высокой эффективностью обработки.
Принцип действия: обрабатываемое изделие (или несколько изделий) прикрепляется к шпинделю. Далее шпинделю придается вращательное движение и он вместе с деталью опускается в рабочую чашу с галтовочным абразивом. В зоне контакта поверхности изделия и абразива происходит быстрый съем материала с поверхности обрабатываемого изделия. Для обновления абразива в зоне контакта либо шпинделю придают медленные дополнительные движения (влево-вправо,вверх-вниз относительно чаши с галтовочными телами) , либо к рабочей чаше подключают вибропривод (по аналогии с виброгалтовочными машинами).
Основным недостатком буксирной галтовки является единовременная обработка небольшого числа изделий.
В тоже время буксирная галтовка позволяет получить очень высокое качество поверхностной обработки при минимальном времени обработки. Это привело к тому, что буксирные галтовочные машины получили распространение в высокотехнологичных отраслях (авиастроение, точная механика, медицинское протезирование, производство инструмента и т.д.) промышленности, где требования к качеству поверхности изделий очень высоки.

