

Намоточная машина для катушек
Самодельный станок для намотки катушек трансформаторов
Для тех кто занимается самостоятельной сборкой ламповых усилителей или сборкой самодельной акустики , иногда возникает потребность намотать, самостоятельно, выходной трансформатор или катушку индуктивности для акустики. Можно купить готовое изделие, но хороший выходной трансформатор может стоить от 10 т.р. до 100 т.р., а во вторых его придётся долго ждать. Иногда, выполнение заказа на изготовление выходных трансформаторов затягивается на пару месяцев, а если заказывать из-за границы, то доставка, тоже, может затянуться на несколько месяцев. Так как трансформаторы это очень тяжёлые изделия, то , как правило, выбирается самая экономичная доставка, а экономичная – значит долгая.
Всё началось с того , что увидел открытый проект от TDM Lab с выложенным программным обеспечением (видео Намоточный станок , и Прошивка, модели и схема https://cloud.mail.ru/public/YTqk/46a49K5DN ).
Электроника собрана на АРДУИНО НАНО 3 и символьном 2-х или 4-х строчном экране. Схема из проекта от TDM Lab , за что автору проекта большое спасибо.
Первым делом, спаял электронику и напечатал на 3D принтере корпус для неё.
У меня были шаговые двигателя от старых принтеров на 7,5 градусов за шаг или 48 шагов на оборот. Для 3D принтера эти движки не подходят – мало количество шагов, а для этого проекта они подошли.
Если посмотреть все части видео от TDM Lab , то видно, что во второй версии увеличили мощность двигателя, так как не хватало мощности для навивки толстой проволоки, поэтому я реализовал схему с редуктором , с коэффициентом редукции 9,5. Шестерня – это штатная шестерня от лазерного принтера “донора”- через неё проворачивали вал лазерного картриджа в принтере.
Каретку укладчика выполнил с тремя роликами, которые поджимаются винтами и можно регулировать , частично, натяг проволоки.
Каретка укладчика перемещается на 10 мм валах и на линейных подшипниках. Просто, были в наличии такие валы и подшипники. Для винтовой передачи использована 8 мм строительная шпилька и обычная гайка. Шпильку выбирал “по ровнее”, но и то её пришлось равнять напильником и шлифовать пастой ГОИ. Люфт гайки выбирается на первом витке при смене направления и затем он не влияет на укладку витков, затем при смене направления снова выбирается на первом витке и снова дальше не влияет на смену направления. Заказал винт-трапецию с шагом 1 мм (у 8 мм резьбы шаг 1,25мм) – приедет , поставлю.
Катушка подачи проволоки крепится на 5 мм валу без подшипников и своим трением также мешает само разматываться катушке и обеспечивает дополнительный натяг проволоки.
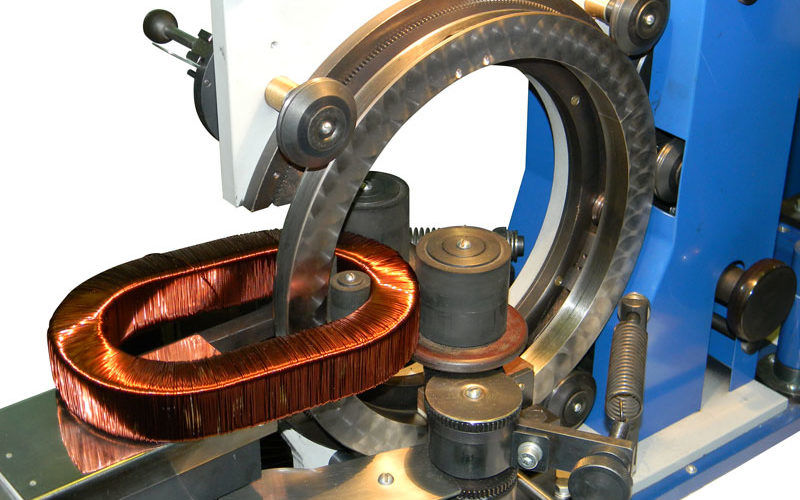
При настройке станка пробовал наматывать проволоку с разным диаметром – 1,2 мм мотает с трудом, но мотает, но идет перегрузка по току и соответственно идут сбои у укладчика. а 0,8 мм уже штатно с нормальным перемещением каретки мотает. Для пробы размотал старый трансформатор со старой лаковой пропиткой и остатками припоя на проволоке.
Также попробовал мотать 0,16 мм. Качество на фото ниже. В принципе, мотает для начала уже не плохо. Не идеально, но надо какое то время, чтобы отладить станок до конца. Но в принципе, уже можно мотать трансформаторы и качество будет лучше , чем при использовании ручной намотки. Ну. моей ручной намотки.
После намотки пробных катушек трансформаторов сделал натяжитель
провода- две фторопластовые плашки прижимаются друг другу двумя пружинками – винтами можно регулировать натяг. Один минус фторопласт быстро пропиливается.
Намотал пару выходных трансформаторов на железе от КИНАПОВСКОГО накального дросселя – пару без натяжителя и пару с натяжителем провода.
Инструкция по изготовлению намоточного станка
Для всех радиолюбителей, либо энтузиастов увлекающихся звуковоспроизводящей аппаратурой, намоточный станок является крайне востребованным оборудованием. Такие устройства используются для намотки однослойных и многослойных катушек цилиндрического типа для трансформаторов.

В данной статье мы изучим устройство и принцип работы намоточного станка, а также рассмотрим пошаговую инструкцию, следуя которой вы сможете сделать такое оборудование своими руками.
1 Конструкция и принцип работы
Намоточный станок незаменим при производстве однотипных изделий. Существует два вида таких агрегатов — автоматические и ручные, при этом последние в промышленной сфере практически не распространены из-за ограниченной функциональности.
Однако габаритные размеры, большой вес и стоимость автоматических намотчиков делают их неприменимыми в быту, поэтому для дома лучше обзавестись ручным станком. Стандартная конструкция такого устройства состоит из следующих элементов:
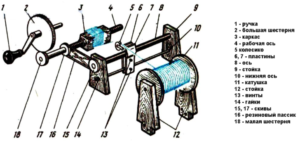
- несущий каркас из двух вертикальных стоек из металла либо дерева, между которыми зафиксированы горизонтальные оси (на центральной стойке — для пластин с колесиком, на внешней — для самой катушки);
- большая и малая шестерни, передающие на катушку крутящий момент;
- ручка, зафиксированная на большой шестерни, посредством которой вращается ось с катушкой;
- крепежные элементы — винты и гайки.
![]()
![]()
Схема конструкции намоточного станка
Принцип действия такого устройства предельно прост — вращение ручки приводит к намотке на вращающийся каркас проволоки либо кабеля, за равномерность намотки отвечает направляющая укладчика, которая перемещает проволоку в горизонтальной плоскости.
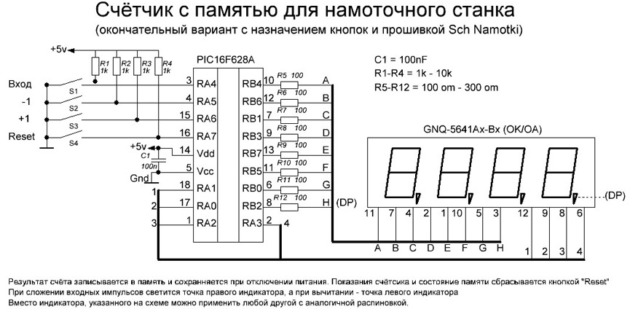
Контроль количества витком может выполняться как визуально, так и с помощью специальных счетчиков, простейшим из которых является обычный велосипедный одометр. В более продвинутых станках в качестве счетчика используется специальный магнитно-герконовый датчик.
к меню ↑
1.1 Магазинные станки
Среди промышленных намоточных агрегатов повсеместной популярностью пользуется станок для намотки кабеля СРН-05М3. Данная модель была запущена в эксплуатацию еще во времена СССР, и с тех пор хорошо себя зарекомендовала благодаря высокой надежности и производительности. На вторичном рынке СРН-05М3 можно найти за 15-20 тыс. рублей.

СРН-05М3 выполнен в корпусе из чугуна, вес оборудования составляет 80 кг, габариты — 877*840*142 см . Станок позволяет наматывать однослойные, двухслойные и тороидальные катушки в режиме автоматической укладки. Минимальный диаметр кабеля — 0.05 мм, максимальный — 0.5 мм. Агрегат комплектуется однофазным электромотором типа УЛ-62, мощность которого составляет 0.18 кВт. Наибольшая скорость вращения при намотке — 5100 об/мин.

Для бытовой эксплуатации лучшим выбором будет ручной станок NZ-1 (Китай). Несмотря на страну происхождения NZ-1 является достаточно надежным и функциональным оборудованием. Агрегат предназначен для наматывания катушек диаметром до 150 мм, с максимальной шириной не более 100 мм. Коэффициент передаточного отношения составляет 1:08 в быстром режиме намотки и 1:0.1 в медленном. Максимальная скорость — не более 1000 об/мин.
NZ-1 укомплектован счетчиком витков механического типа. Корпус выполнен из металла, опорная станина — из чугуна. Станок оснащен шкивом, что позволяет подключаться к нему электродвигатель через ременную передачу и работать в автоматическом режиме. Стоимость такого оборудования варьируется в пределах 4-5 тыс. рублей.
к меню ↑
1.2 Самодельный намоточный станок (видео)
к меню ↑
2 Делаем станок для намотки своими руками
Представленный в данном разделе статьи станок для намотки кабеля позволяет работать с катушками на квадратном, круглом и прямоугольном каркасе с диагональю до 200 мм, его можно будет комплектовать разными шкивами, что позволит менять шаг намотки в пределах 0.3-3.2 мм.

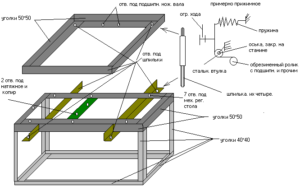
Приведенная схема демонстрирует каркас станка. Для сборки станины используются металлические листы толщиной 15 мм (для основания) и 5 мм (для боковых участков). Экономия на толщине металла не приветствуется, так как она ведет к уменьшению веса агрегата и, как следствие, ухудшению его устойчивости.
Вам потребуется вырезать заготовки станины (размеры соблюдаются) и просверлить в них два сквозных отверстия, затем боковушки привариваются к пластине основания. В нижнее отверстие нужно смонтировать 2 подшипника, в верхнее — втулки под вал вращения.

В качестве вала можно использовать пруток гладкой арматуры 12 мм, которую предварительно нужно отшлифовать и покрасить. Для втулки укладчика можно брать пруток диаметром 10 мм, по всей длине которого нарезается резьба стандарта М12*1,0.

Шкивы лучше вытачивать тройные, однако учитывайте, что их совокупная толщина не должна превышать 20 мм. При большей толщине потребуется дополнительно увеличивать длину валов на аналогичный размер. Указанная в схеме комбинация шкивов позволяет применять 54 разных шага намотки. Если вам необходимо работать с проводами диаметром менее 0.31 мм, потребуется дополнительный шкив 12/16/20 мм, с ним вы сможете наматывать провода 0.15 мм.

Рукоять намоточного станка
Для сооружения ручного привода вам потребуется крупноразмерная шестерня и рукоять, которые фиксируются посредством цангового зажима на верхнем валу. Благодаря использованию цанги вы сможете при необходимости прервать намотку фиксировать ручку, тем самым препятствуя разматыванию катушки.
Счетчик витков для намоточного станка делается из обычного калькулятора. Также вам потребуется магнит с герконовым датчиком (можно купить в любом магазине радиотехники), выводы которых необходимо присоединить к контактам калькулятора на кнопке «=».
к меню ↑
2.1 Как работать на самодельном станке?
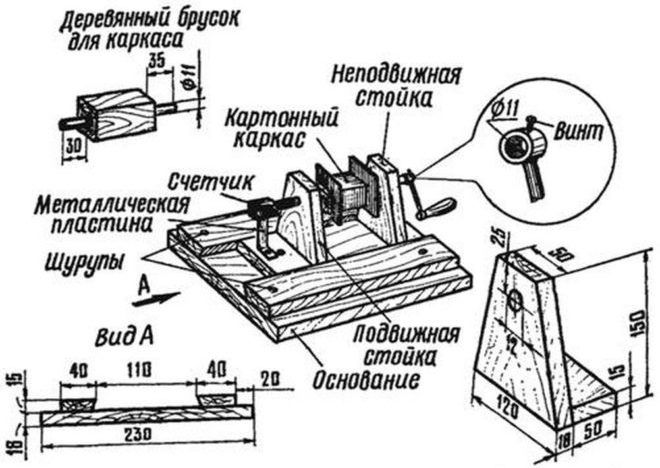
И так, оборудование готово, как же на нем работать? Чтобы установить каркас для намотки необходимо выдвинуть из посадочного гнезда верхний вал на длину, равную длине оправы. Далее на вал монтируется правый диск и оправка катушки, поверх которой надевается сама катушка. На следующем этапе устанавливается левый диск и навинчивается гайка, после чего все устанавливается в первоначальную позицию.

Намоточный станок в сборе
В отверстие на верхнем валу размещается гвоздик и производится центровка оправы, после которой каркас зажимается гайкой. Дальнейшие операции выполняются в следующей последовательности:
- На подающем валу размещается подходящей по диаметру шкив.
- Посредством вращения шкива укладчик перемещается в крайнее положение, к одной из сторон катушки.
- На шкив одевается пассик провода — кольцом либо восьмеркой. Конец провода необходимо продеть под средним валом, размесить в желобе укладчика и зафиксировать на каркасе. Натяжение провода регулируется посредством зажимов на укладчике.
- В начале намотки на калькуляторе набирается комбинация «1+1», после чего производится вращение ручки. С каждым полным оборотом вала калькулятор самостоятельно будет увеличивать число на экране на единицу, тем самым считая количество витков провода.
Поскольку данное оборудование имеет предельно простое устройство, в котором отсутствует какой-либо контроллер управления намоточным станком, в процессе работы вам потребуется постоянно следить за катушкой и при необходимости поправлять кабель на каркасе вручную.

Соотношение диаметров шкивов станка
Если вы хотите сделать станок более функциональным, потребуется усложнить конструкцию добавив в нее контроллер. Это позволит автоматизировать рабочий процесс, однако для полностью механической укладки в пару к контроллеру необходимо установить шаговый двигатель (подойдет обычный 24-вольтовый привод, работающий в режиме 44-60 шагов на оборот). Силовые транзисторы к данному комплекту подбираются исходя из характеристик мотора. В качестве контроллера оптимально подойдет прибор АТмега8, купить который можно за 150-200 рублей.
Намоточный станок
Устройства для наматывания медного провода часто используются в работе электриков и радиолюбителей. В качестве основы для провода используют специальную катушку. При проведении работы в промышленности процесс требует точности и скорости. В домашних мастерских намоточный станок также может применяться для проведения рассматриваемой работы.

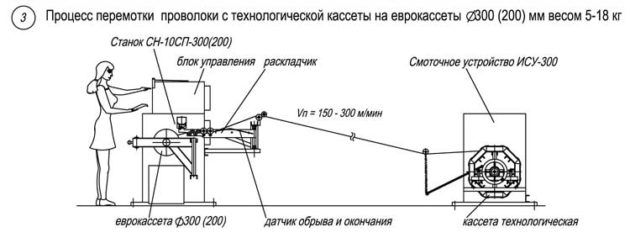
Метод работы намоточного станка
На сегодняшний день намоточный станок считается весьма востребованным оборудованием, при его применении проводится создание однослойных и многослойных катушек трансформаторного типа. За счет подобного механизма можно равномерно распределить проволоку на подготовленные барабаны. Выделяют ручные и автоматические варианты исполнения станков, оба работают по схожему признаку:
- Основное вращение может передаваться от установленного электрического привода или механической рукоятки. В случае рукоятки она крепится на вал, который также используется для крепления барабана.
- Укладка проволоки упрощается за счет специального направляющего элемента. Именно он также обеспечивает равномерность распределения мотков.
- Специальный счетчик может определять количество витков, которые укладываются на барабан. При изготовлении самодельных конструкций в качестве счетчика может использоваться велосипедный спидометр.

Устройство намоточного станка
Применение специального механизма позволяет проводить рядовую и тороидальную, перекрестную укладку проволоки. Электрический вариант исполнения характеризуется высокой эффективностью, вращение передается от электрического двигателя через ременную передачу и шкивы. Фрикционная муфта делает работу более плавной, что исключает вероятность обрыва.
Современные варианты исполнения оснащены цифровым оборудованием. Установленные блоки памяти могут не только считать количество витков, но и запоминать эту информацию.
Механизм намоточного станка
Рассматривая ручной намоточный станок нужно учитывать, что в продаже есть несколько различных вариантов конструкции: рядовой, тороидальный и универсальный. Все варианты исполнения характеризуются определенными особенностями, которые нужно учитывать.

Схема сборки намоточного станка
Намоточный станок, который проводит рядовую укладку проволоки, состоит из следующих элементов:
- В основе конструкции лежит сварная рама, которая имеет посадочные места и отверстия для фиксации других основных элементов.
- Подобный станок обладает механизмом, за счет которого длинномерный материал распределяется по всей длине барабана равномерно. Распределение проводится за счет каретки с направляющими роликами, которая и переводится вдоль барабана.
- Модели намоточных станков могут отличаться друг от друга размерами и функциональными возможностями.
Встречаются и стандартные механизмы, предназначенные для укладки проволоки. Среди их особенностей можно отметить следующие моменты:
- Основная часть конструкции представлена каркасом, который изготавливается из металла и дерева. Она расположена вертикально.
- Опоры служат для расположения двух горизонтальных осей: одна используется для установки пластин, вторая катушки.
- Механизм имеет и сменные шестерни, которые предназначены для передачи вращения.
- Ось соединена с рукояткой. Для ее фиксации используется цанговый зажим.
- В качестве фиксатора используются винты и гайки.
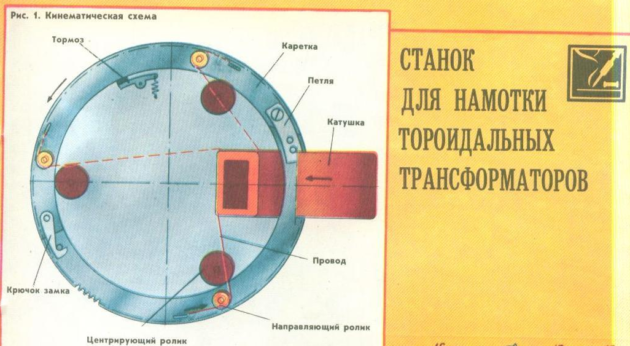
Если наматывать нужно на тороидальные сердечники, то используется механизм кольцевого типа. Он имеет следующие особенности:
- Конструкция напоминает челнок, который работает по принципу швейной иглы.
- Намоточное устройство подобного типа имеет шпулю. Она представлена сочетанием двух пересекающихся колец со съемным сектором.
- Для того чтобы шпуля вращалась устанавливают электрический двигатель.
При учете особенностей подобных механизмов можно создать самодельный намоточный станок. Он не будет существенно уступать покупным, при этом обойдется недорого.
Необходимые материалы и комплектация для изготовления
Основным элементом практически любой конструкции можно назвать каркас. Он изготавливается при скреплении всех элементов сваркой. Особенности конструкции следующие:
- Самодельный намоточный станок не должен выдерживать большую нагрузку. Поэтому в отдельных элемента просверливаются отверстия, после чего привариваются к основанию.
- В ранее созданных отверстиях монтируют втулки, в нижних располагают подшипники.
- С внешней стороны конструкции крепежные элементы прикрываются крышками.
- Верхний вал должен иметь диаметр 12 мм. Он предназначен для фиксации катушки.
- Средний предназначен для распределения нити по барабану. Перед тем как использовать механизм этот элемент полируется.
- Нижний вал предназначается для подачи длинномерного материала. Его размер может варьировать в большом диапазоне.
Намоточное устройство может изготавливаться самостоятельно. Рекомендуется использовать трехступенчатые шкивы, которые вытачиваются из закаленной стали.
Устройство укладчика проволоки
Процесс распределения длинномерного материала осуществляется за счет трех пластин, которые соединяются между собой. В верхней части создаваемой конструкции просверливается отверстие 6 мм. Он служит для установки винта:
- В пластины монтируются втулки, диаметр и длина которых 20 мм.
- Наружные элементы соединяются при вклеивании желоба из кожи. Они требуются для выравнивания и натягивания катушки.
- Сверху крепится стержень из стали, на котором есть витки резьбы. Он предназначен для скрепления пластин.
- Упростить процесс можно при установке откидного кронштейна.

Устройство укладчика проволоки
Самодельный намоточный станок характеризуется высокой эффективностью. Намоточное устройство изготовить достаточно просто даже при использовании простых материалов и инструментов.
Изготовление счетчика витков
В некоторых случаях нужно знать количество уложенных витков. Для этого устанавливается специальное устройство, которое также можно изготовить самостоятельно. Среди особенностей отметим следующие моменты:
- На верхний бал крепится обычный электрический магнит.
- К одной из сторон подводится изолированный провод.
- Отводимые контакты подсоединяются к специальному калькулятору.
- Катушка с проводом размещается отдельно.
За счет подобно расположения основных элементов счетчик получается компактным и весьма эффективным в применении. Станок для намотки с самодельным устройством подсчета витков дает небольшую погрешность, что стоит учитывать.
Изготовление намоточного станка своими руками
В работе радиолюбителей и электриков полезны устройства для наматывания медного провода диаметром 1,5 мм на специальную электрическую катушку. В промышленных условиях данный процесс требует скорости и точности. Домашние мастера могут воспроизвести такую технологию. Для этого понадобится самодельный намоточный станок. Для него характерны такие признаки:
- простота создания и эксплуатации;
- возможность использования разных трансформаторов;
- наличие дополнительных функций: подсчет количества проволочных мотков.
Метод работы намоточного станка
Станок для намотки – востребованное оборудование, с помощью которого наматывают трансформаторные однослойные и многослойные катушки цилиндрического типа и всевозможные дроссели. Намоточное устройство равномерно распределяет проволоку обмотки с определенным уровнем натяжения. Оно бывает ручным и автоматическим, и работает по такому принципу:

- Вращение рукоятки задает намотку проводки или кабеля на каркас катушки. Она служит основанием изделия и надевается на специальный вал.
- Проволока перемещается горизонтально благодаря направляющему элементу укладчика.
- Количество витков определяют специальные счетчики. В самодельных конструкциях эту роль может выполнять велосипедный спидометр или магнитно-герконовый датчик.
Ручной прибор для укладки провода довольно примитивный, поэтому редко применяются на производстве.
Намоточный станок на механическом приводе позволяет выполнять сложную обмотку:

Он функционирует с помощью электрического двигателя, который задает движение промежуточного вала с использованием ременной передачи и трехступенчатых шкивов. Большую роль при этом играет фрикционная муфта сцепления. Благодаря ей станок работает плавно, без толчков и обрывов проволоки. Шпиндель с закрепленной оправой, на которую надета катушка, производит запуск счетчика. Намоточный станок настраивается с помощью винта под любую ширину катушечного каркаса.
Современные модели оснащены цифровым оборудованием. Они работают посредством специально заданной программы, которая хранит информацию в запоминающем устройстве. Значение длины и диаметра провода позволяет точно определить точку пересечения линий.
Механизм намоточного станка
Станок для намотки классифицируют по группам:
- рядовой;
- универсальной;
- тороидальной намотки.


Каждое изделие имеет индивидуальную конструкцию.
Намоточный станок, выполняющий рядовую укладку проволоки, состоит из таких элементов:
- Механизм намотки имеет вид сварной рамы, которая оборудована двигателем, зубчато-ременной передачей, передней и задней бабкой.
- Механизм раскладки позволяет перемещать длинномерный материал вдоль оси намотки. Это сварная конструкция, по которой двигается каретка с направляющими роликами для провода.
- Модели устройств отличаются друг от друга габаритами и функциональными возможностями.
Стандартная модель прибора для укладки провода несколькими перегибами за один оборот предполагает наличие таких элементов:
- Основной каркас, состоящий из деревянных или металлических стоек, которые занимают вертикальное положение.
- Между опорами расположены две горизонтальные оси: одна предназначена для пластин, другая – для катушки.
- Сменные шестерни, посылающие на катушку вращение.
- Рукоятка, которая вращает катушечную ось. Для ее фиксации используют цанговый зажим.
- Фиксаторы: гайки, винты.
Намотка проволоки на тороидальные сердечники осуществляется посредством специализированного оборудования кольцевого типа:
- Приспособление имеет вид челнока, работающего по принципу швейной иглы.
- Шпуля представляет собой механизм двух пересекающихся колец с вынимающимся сектором, на который устанавливают тороидальный каркас.
- Вращение шпули задает электродвигатель.
Необходимые материалы и комплектация для изготовления
Чтобы собственноручно сделать станок для намотки проволоки на круглый каркас, понадобится несколько деталей.
Станина из листового материала, скрепленного сварочным методом. Оптимальная толщина основания – 15 мм, боковых частей – 6 мм. Устойчивость конструкции обеспечивается ее тяжестью:
- Боковые части прикладывают друг к другу, одновременно просверливают в них отверстия.
- Подготовленные элементы приваривают к основанию.
- В высоко расположенные пробоины монтируют втулки, в нижние – подшипники, которые можно взять из использованного дисковода.
- Крепежные детали с внешней стороны боковин надежно фиксируют крышками.
Важные составляющие конструкции станка – валы:
- Верхний вал диаметром 12 мм держит каркас катушки. Его роль может исполнять аналогичная конструктивная деталь вышедшего из строя матричного принтера.
- На средний вал такого же диаметра опирается устройство подачи длинномерного материала. Перед вводом в эксплуатацию его желательно отполировать.
- Нижний вал является подающим элементом. Его размеры зависят от шага резьбы.
Втулка укладчика диаметром и длиной по 20 мм. Ее внутренняя резьба совпадает с резьбой нижнего вала.
Шкивы – трехступенчатые, выточенные из стали, общей толщиной не более 20 мм. В противном случае придется увеличить хвостовики верхнего и нижнего валов. Каждый блок содержит три канавки с разным диаметром, в зависимости от сечения проволоки. Их ширина определяется пассиками. Такая комбинация обеспечивает большое разнообразие шагов намотки провода.
Устройство укладчика проволоки
Укладка и намотка проволоки осуществляются за счет трех пластин, скрепленных между собой винтами диаметром 20 мм. В верхней части делают небольшое отверстие 6 мм, куда вставляют винт регулировки натяжения:
- В верхнюю и нижнюю часть внутренней пластины монтируют фторопластовую и стальную втулки диаметром и длиной по 20 мм.
- Между наружными элементами вклеивают кожаный желобок толщиной до 2-х мм, необходимый для выравнивания и натягивания проволоки катушки.
- Вверху укладчика монтируют специальный стержень с резьбой или мини-струбцину, которая скрепляет внешние пластины и регулирует натяжение. Расстояние крепления зависит от диаметра провода.
- Для удобства работы конструкцию дополнительно оснащают откидным кронштейном для катушки.
Изготовление счетчика витков
Для определения количества намотанных витков на станке необходим специальный счётчик. В самодельном станке устройство делают так:
- К верхнему валу крепят электромагнит.
- Герметизированный контакт располагают на одной из боковин.
- Выведенные контакты геркона соединяют с калькулятором в том месте, где находится кнопка «=».
- Катушку с проводом размещают отдельно – на другом валу с рычагами, которые поднимают устройство вверх и складывают его внутрь станка.
Благодаря этим элементам, оборудование становится компактным и не занимает много места.
Принцип работы на станке
Трудиться на сконструированном станке несложно. Технологический процесс требует выполнения определенных действий:
- Верхний вал подготавливают к работе: снимают шкив, задают нужную длину каркаса катушки, устанавливают правый и левый диски.
- В отверстие верхнего вала вставляют крепежное изделие, центрируют и зажимают каркас специальной гайкой.
- На подающий вал монтируют нужный шкив для первичной обмотки.
- Напротив каркаса катушки устанавливается укладчик.
- Пассик одевают на шкивы кольцом или восьмеркой, в зависимости от вида укладки.
- Металлический провод заводят под дополнительный вал, укладывают в желобок, закрепляют.
- Натяжение проволоки регулируют при помощи зажимов, расположенных вверху укладчика.
- Провод должен плотно наматываться на основу катушки.
- На калькуляторе фиксируют числовое значение «1+1».
- Каждый оборот вала прибавляет заданный счет.
- Если витки нужно отмотать назад, на вычислительном устройстве нажимают «–1».
- Когда провод достигнет противоположной части каркаса, с помощью цангового зажима меняют положение пассика.
Под разную толщину металлического провода соотносят шкив с шагом намотки.

